某出口電力機車車輪壓裝定位面工藝研究
2022-07-20 07:04:18何沁沁李世泉段玉東
交通科技與管理 2022年14期
關鍵詞:測量
何沁沁,李世泉,段玉東,魏 來
(中車株洲電力機車有限公司,湖南 株洲 412000)
0 引言
根據電力機車的輪對組裝工藝流程,在車軸上安裝完滾動抱軸箱后,將對車輪進行壓裝,輪對的內側距等重要尺寸都將受車輪壓裝的影響,因此,車輪壓裝定位面的精準與否,影響至關重要。
滾動抱軸箱結構輪對驅動裝置的車輪壓裝定位面由抱軸箱軸領端面位置控制,車輪壓裝定位面位置影響著輪對內側距、輪位差尺寸,決定了后續輪對壓裝的質量。以某出口電力機車車型為例,軸領側車輪壓裝時需保證車輪輪轂孔端面貼緊軸領端面,檢測要求為0.03 mm 厚度塞尺不能貫穿1/2 周,因此軸領端面位置與車輪壓裝定位面緊密聯系,直接決定車輪壓裝質量好壞。
在抱軸箱的組裝過程中,齒輪轂的定位尺寸、軸承游隙、非齒側軸承內圈端面距離防塵座端面尺寸,是影響軸領端面位置最關鍵的幾個尺寸,進而影響后續輪對壓裝質量。該文將從這三個尺寸著手,探討車輪壓裝定位面的位置控制。
1 車輪壓裝定位面綜述
1.1 車輪壓裝定位面位置異常狀況及影響
根據技術條件要求,車輪壓裝的內側距與輪位差具有較高尺寸精度要求,非齒側車輪定位面位置往往由軸領端面至防塵座距離所控制,如圖1 所示。若車輪定位面位置超差,將導致壓裝質量問題,游隙偏小問題。
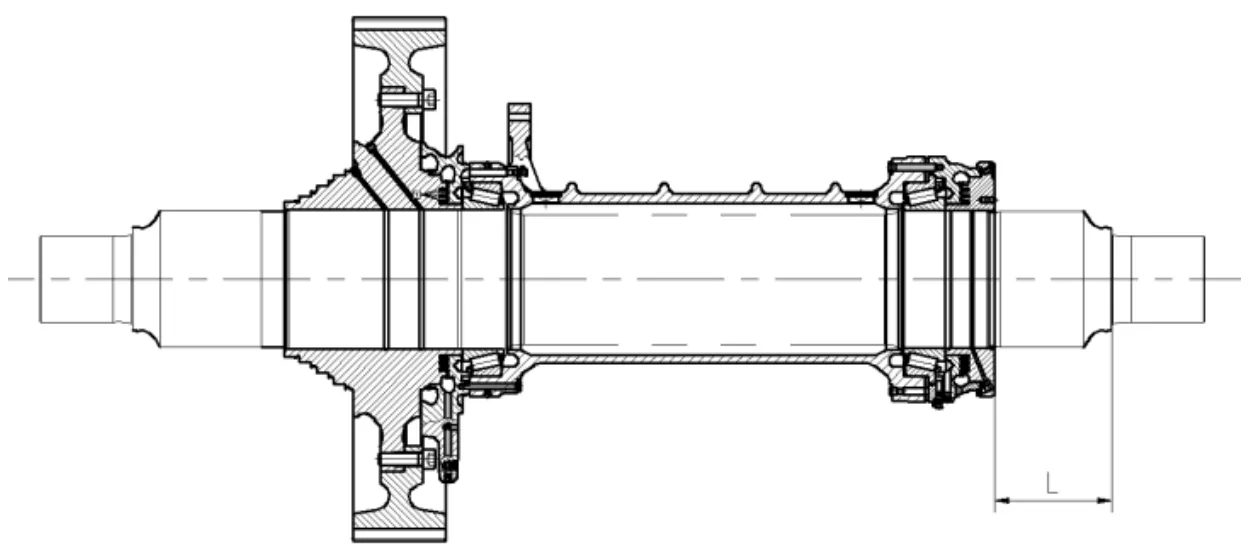
圖1 軸領至防塵座端面距離
若L 偏小,在齒側車輪壓裝過程中,壓裝機行程未走完,車輪已頂住抱軸箱軸領,由于車輪壓裝力較大,將推動軸領與非齒側軸承內圈向齒側運動,導致軸承游隙減小,軸承抱死,抱軸箱無法轉動。
若L 偏大,在齒側車輪壓裝過程,壓裝機行程已結束,車輪與軸領之間仍存在較大空隙,不符合組裝要求。若繼續壓裝車輪,將導致輪對內側距與輪位差尺寸超差。
1.2 車輪壓裝不合格返工方案及風險
當出現1.1 中所述車輪壓裝質量問題時,須進行退輪處理,并將抱軸箱拆解后重新組裝,恢復軸承游隙或改變調整墊尺寸,直到車輪壓裝定位面位置合格。由于退輪過程中容易出現車輪內孔漲大、車軸車輪拉傷等質量問題,造成車軸、車輪報廢等后果,因此要盡量避免退輪返工情況的發生,而這就需要對組裝過程進行更加嚴格的把控。
1.3 車輪壓裝定位面位置影響因素
1.3.1 齒輪轂定位尺寸
齒輪轂熱套作為輪對組裝的第一道工序,齒輪轂定位尺寸的重要性不言而喻。齒輪轂熱套過程中通過熱套定位臺以及軸頭定位保護套對齒輪轂安裝位置進行限定,組裝完成后對齒輪轂安裝尺寸進行測量,對于尺寸超差的齒輪轂裝配采用注油的方式調整齒輪轂位置。
在組裝生產前,根據熱套定位臺、車軸、齒輪轂的軸向尺寸,精確計算軸端定位保護套的尺寸,并制作相應工裝,就能夠對齒輪轂定位尺寸做到精準控制。
1.3.2 抱軸承游隙
滾動抱軸結構采用兩套單列圓錐滾子軸承,其安裝剛度好,有利于提高齒輪的嚙合精度,為保證軸承長期穩定運行,軸承的安裝精度較高,須嚴格控制軸承游隙值。
軸承游隙的作用是保證軸承得以靈活無阻滯地運轉,要求同時應滿足保證軸承運轉平穩,軸承軸線沒有顯著沉降,承擔載荷的滾動體數目應盡可能多等要求[1]。
為實現對抱軸箱軸承游隙的精準控制,通常采用百分表對游隙值進行測量:安裝非齒側軸承內圈及軸領后,用電子秤將抱軸箱提起規定重量F后,采用百分表對間隙進行測量,并記錄相應數值[2]。
當抱軸承游隙超差時,采用以下兩種方法對抱軸承游隙進行調整:
(1)若測量的軸承間隙大于最大值,利用軸承游隙調整工裝均勻敲擊非傳動端抱軸承端面推壓抱軸承內圈調整抱軸承游隙。然后重新測量軸承游隙。
(2)若測量的軸承間隙小于最小值,更換調整墊,計算調整墊尺寸,保證更換后游隙合格。
抱軸箱調整墊計算公式:

式中,A——應調整量;B——實際游隙值;C——游隙值范圍;D——新墊尺寸;F——舊調整墊尺寸。
根據以往組裝經驗,通過以上兩種方法,能夠穩定控制軸承游隙值。
1.3.3 軸領端面位置
軸領端面位置即最終的車輪壓裝定位面,該位置的合格與否對車輪的壓裝質量起決定作用,軸領作為抱軸箱組裝的最后一個零部件,軸領端面位置必須做到精準把控。
當前,抱軸箱結構車型的軸領端面位置尺寸的測量方法為安裝完軸領,待其冷卻后,測量軸領至車軸防塵座距離,通過對該尺寸進行調整與精準把控,對車輪壓裝止擋面位置進行控制,如圖1 所示。
若軸領端面位置超差,采用更換調整墊的方式對該位置進行調整:根據公式(1)(2)和已測得的舊調整墊尺寸F以及軸領至防塵座端面距離C,計算新調整墊尺寸,需保證更換后軸領端面位置合格。
2 抱軸箱組裝控制難點分析
2.1 抱軸箱組裝尺寸過程跟蹤
為準確反映抱軸箱組裝過程中尺寸不穩定的現象,統計了221#~227#輪對軸領至車軸端面距離如表1。

表1 輪對軸領至車軸端面距離 /mm
六列車30 個輪對的軸領端面位置波動較大,最大有0.7 mm 的偏差。尺寸超差現象明顯,調整墊尺寸在3.3~4.3 mm 范圍內無規律變化,返工量大。
因此可以看出,該車型的組裝尺寸控制困難,為更好的把控組裝過程質量,這一問題亟須得到解決。
2.2 抱軸箱結構分析
針對以上問題,現從抱軸箱結構入手,找到尺寸控制方法。將所有對軸領至軸端距離L有影響的零部件尺寸均考慮在內:

根據尺寸鏈計算公式:
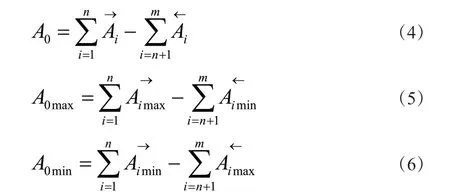
式中,組成環數為m,共有n個增環,m-n個減環;A0為封閉環的基本尺寸;Ai為組成環的基本尺寸。
將零部件尺寸代入以上公式,對調整墊尺寸進行計算。
求得調整墊尺寸:d=3.893~6.557 mm。
根據理論計算結果,調整墊尺寸在3.893~6.557 mm范圍內變化均為正常現象,而該車型的實際調整墊尺寸需加工到3.3 mm 或3.8 mm 才能滿足組裝尺寸要求,該尺寸不在正常范圍內。
3 車輪壓裝定位面位置控制方法探究
3.1 組裝件尺寸測量
由于影響組裝尺寸的因素較多,調查分析工作量大,因此結合抱軸箱結構,首先對絕大部分影響力微弱的尺寸進行普查,其后對關鍵尺寸進行測量并跟蹤其安裝狀態。這樣既能保證不漏檢,同時有重點地進行尺寸跟蹤。
3.1.1 組裝件尺寸普查
首先對抱軸箱組裝的零配件尺寸進行測量,檢查是否存在某一零部件的加工誤差造成尺寸超差。所測尺寸包括抱軸箱體長度、軸承座深度、軸承座內徑等;齒側與非齒側密封環、軸領的所有加工尺寸;齒側與非齒側軸領所有尺寸。測量發現各零配件加工尺寸均符合技術要求,由此排除零配件尺寸不合格的因素。
3.1.2 關鍵尺寸跟蹤測量
排除零配件尺寸因素后,結合抱軸箱結構,認為對軸承游隙尺寸影響最大的幾個關鍵尺寸分別為:齒側軸承座深度、抱軸箱體長度及軸承尺寸,經過對數十個抱軸箱進行詳細測量跟蹤,發現這些關鍵尺寸均符合技術要求,由此排除抱軸箱體關鍵尺寸不合格的問題。
3.1.3 抱軸箱組裝異常情況調查
在一個抱軸箱組裝過程中,出現齒側密封環隨抱軸箱向上運動的異常情況,分析原因可能為抱軸箱安裝不到位,抱軸箱與齒側密封環安裝面之間具有較大距離。
將該輪對抱軸箱拆解,發現與其他正常抱軸箱相比,齒側軸承外圈安裝狀態明顯與其他抱軸箱不同。
使用塞尺對軸承外圈與軸承座之間的縫隙進行測量,發現遠大于技術要求中的0.03 mm,由此可以判斷以上問題是由于軸承外圈未安裝到位所致。將軸承外圈拔出后,對軸承外圈外徑、軸承座內徑、軸承座深度等進行測量,最終發現在某一深度的一定角度范圍內,該處軸承座內徑尺寸超差。
分析原因是該處焊后重新加工,由于面積較小,不經過仔細測量難以發現該處尺寸問題。而軸承外圈與軸承座為過盈配合,軸承外圈外徑尺寸為336.55(+0.05~0)mm,軸承座內徑尺寸為336.55(0~-0.05)mm。焊疤的存在導致軸承外圈無法安裝到位,產生連鎖反應導致抱軸箱無法正常安裝。
3.1.4 改進措施
由于焊疤的存在難以測量到,為保證后續正常安裝,采取外圈安裝完畢后使用塞尺對軸承外圈與抱軸箱之間間隙進行測量的方式,保證軸承外圈能夠安裝到位。通過這一工序,抱軸箱組裝尺寸得到較好控制,安裝后尺寸均在正常范圍內,調整墊更換次數減少。
3.2 非齒側軸承內圈及軸領安裝問題探究
3.2.1 增加測量環節
根據對現場組裝的長期觀察,在軸領至軸端距離測量的基礎上增加了非齒側軸承內圈至軸端距離的測量過程,即在安裝軸領前對尺寸進行把控,將兩個位置所測尺寸進行對比,發現軸領安裝前后尺寸變化較大,遠大于軸領厚度尺寸公差范圍24(+0.1~0),根據這一異常現象分析認為軸承內圈與軸領均為電磁感應加熱后安裝,出現安裝不平穩的現象,冷卻后軸承內圈、軸領與軸的同軸度無法保證。
3.2.2 四點定點測量
為驗證這一想法,現場取五個輪對,在組裝抱軸箱時,對軸領安裝前后尺寸進行跟蹤測量并記錄。測量方法:取均勻四點測量非齒側軸承內圈到軸端距離L1,在同樣的四點測量軸領尺寸L2,按照標記好的位置將軸領安裝到位,在對應四點位置測量軸領到軸端距離L3,測量結果如表2。
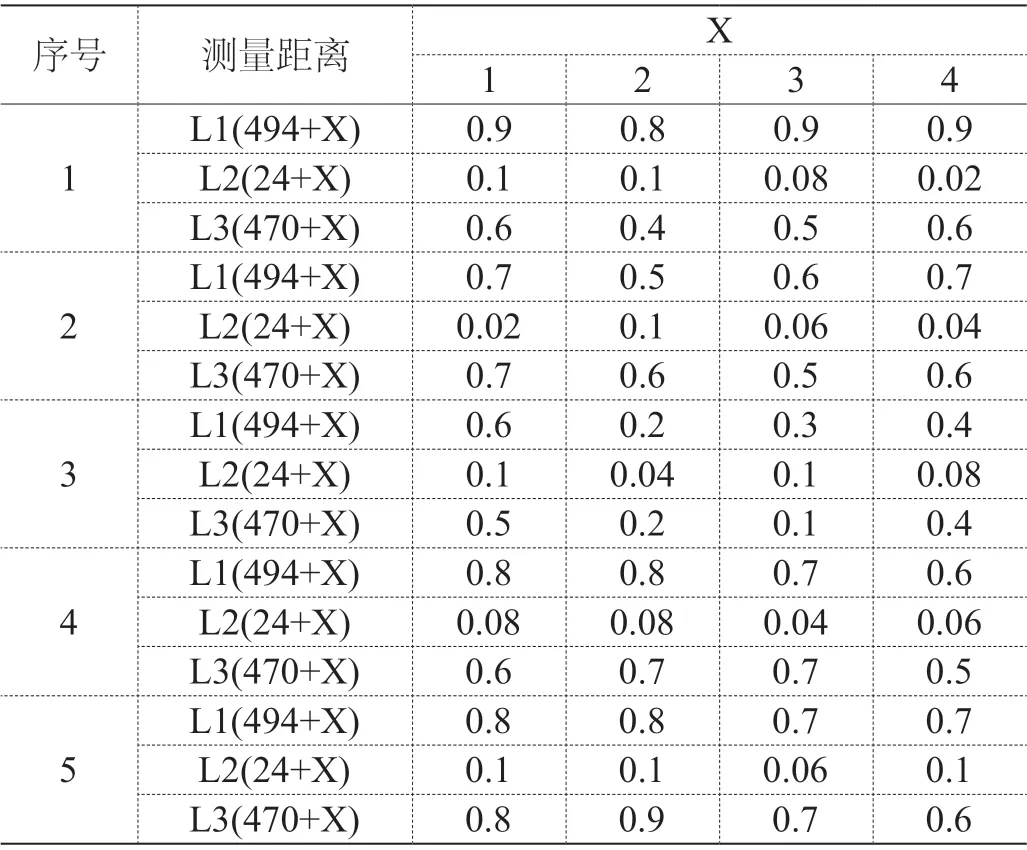
表2 四點定點測量結果 /mm
軸領安裝之前和之后,同一輪對四點之間均存在0.2~0.3 mm 的偏差。
由此證實前述推斷:軸承內圈與軸領均存在安裝不平穩的現象。
3.2.3 改進措施
對于齒側軸承內圈,采用的是軸承保壓的方式保證軸承安裝到位,而對于非齒側軸承內圈,若采用保壓方式將造成軸承內圈與外圈壓緊,軸承之間無游隙,軸承無法轉動,因此軸承保壓無法直接用于非齒側軸承。
為同時保證軸承游隙值以及軸承內圈平穩安裝,現將調整墊增加0.25 mm,安裝完非齒側軸承內圈后進行軸承保壓,保證軸承安裝平穩,待軸承內圈冷卻后,更換為正常調整墊,重新將非齒側軸承外圈安裝到位,以此保證軸承游隙值。通過這一方法有效控制了軸承內圈安裝精度,提升了產品質量。
在軸領安裝完成后采用小于5 kN的力進行軸領保壓,既保證安裝平穩度又要防止因保壓力過大造成軸承游隙減小。
隨軸承及軸領安裝精度的提高,軸領端面位置得到有效控制,提高了車輪壓裝質量。
4 結語
該文對抱軸箱結構的車輪壓裝定位面位置控制方法進行深度研究,闡述了車輪定位壓裝面位置的重要性,探討了車輪壓裝定位止擋面與抱軸箱組裝尺寸的關聯,分析了抱軸箱組裝過程中齒輪轂定位面、軸承游隙以及軸領端面位置對車輪定位止擋面的影響以及相應的尺寸控制措施。
以某出口電力機車車型為例,對抱軸箱組裝過程中的難點重點進行剖析,對軸領端面距離的控制方法進行研究探討。跟蹤抱軸箱組裝尺寸,提出南非車型抱軸箱組裝過程中尺寸控制難點。結合車型結構對調整墊尺寸進行計算,為后續滾動抱軸箱結構驅動裝置尺寸控制方式提供借鑒。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00