異形軸感應加熱淬火工藝
2022-07-12 07:51:14劉瑩米佩涂偉
金屬加工(熱加工) 2022年7期
劉瑩,米佩,涂偉
寧夏天地奔牛實業集團有限公司 寧夏石嘴山 753001
1 序言
某異形軸在第一次齒部淬火時,出現齒部淬火區域硬度不合格情況。經對不合格原因進行分析,認為感應器結構不合理是淬火區域硬度不合格的主要原因,后對感應器結構進行了改進,經生產驗證,齒部淬火區域及硬度滿足技術要求。
2 試驗材料及方法
2.1 試驗材料及技術要求
異形軸材料為42CrMo鋼,其結構及淬火區域如圖1所示。淬火區域為圖1中位置82mm尺寸區域,共4齒,每齒淬火部位相同,淬火區域內要求硬度>50HRC,硬化層深度>5mm。
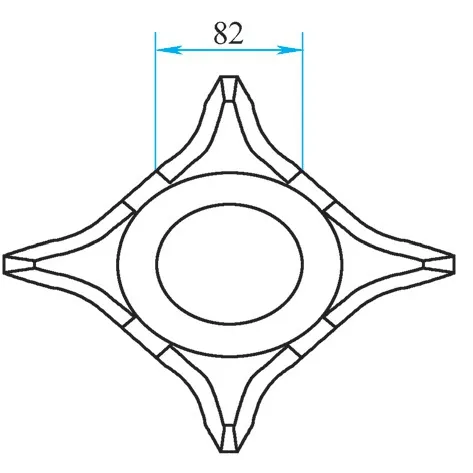
圖1 異形軸結構及淬火區域
2.2 第一次感應淬火試驗
(1)感應淬火感應器結構及工藝參數 根據淬火部位結構及淬火技術要求,第一次設計的感應器結構如圖2所示,采用的淬火工藝參數見表1。工件淬火時先加熱一段時間,待加熱到溫后工件旋轉至噴淋部位進行冷卻。
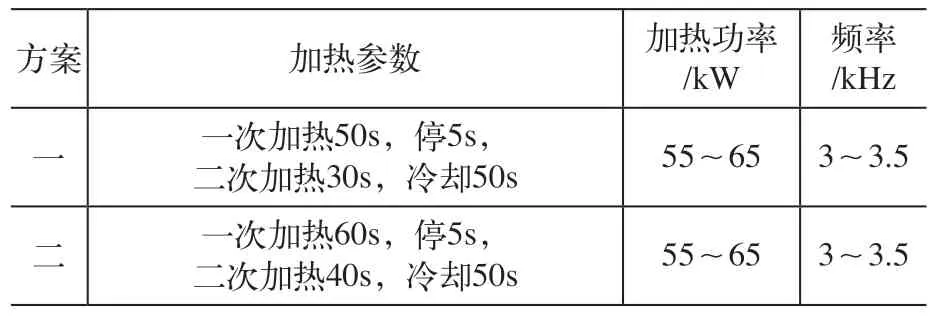
表1 試驗工藝參數
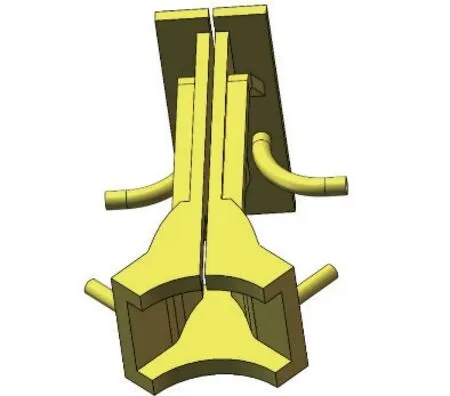
圖2 第一次試驗感應器結構
(2)感應淬火加熱情況 在試驗過程中,采用方案一工藝進行加熱,出現軸淬火區域加熱溫度不能滿足技術要求的情況,只有齒部尖角部位加熱溫度達到淬火溫度,兩側部位溫度未加熱,實際加熱區域如圖3所示。后延長加熱時間,采用方案二工藝進行加熱,加熱情況未有改善。說明淬火區域溫度不足主要是因為感應器結構不合理。通過對感應器結構進行分析,認為雖然感應器結構能夠覆蓋所有需要淬火區域,但感應器在兩側面產生的磁耦合效率較低,導致兩側面加熱溫度不足,因此為提高感應器的加熱效率,需重新設計感應器結構。

圖3 第一次試驗感應器加熱情況
2.3 第二次感應淬火試驗
(1)感應器結構改進 對感應器結構進行改進,主要是在感應器兩側面放置П形磁導體。圖4所示為導磁體在感應器中的應用。其中,圖4a所示為一個線圈上的電流分布;在加熱過程中,由于集膚效應,在工件一側的表面會形成圖4b所示的電流分布;增加導磁體后會形成圖4c所示的電流分布,顯然此時電流被“集中”在槽口面處,從而提高了磁耦合效率[2]。改進后的感應器結構如圖5所示。
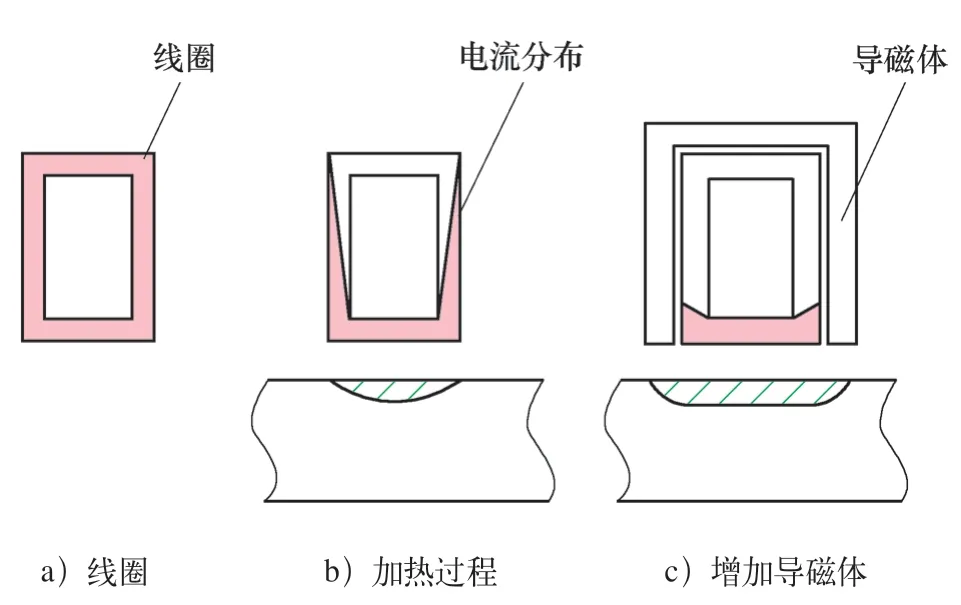
圖4 導磁體在感應器中的應用
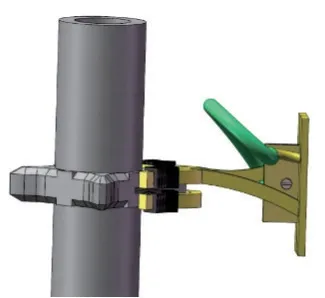
圖5 改進后感應器
(2)感應淬火試驗 采用改進后的感應器結構及方案一工藝進行感應加熱淬火,在加熱過程中,目測所要求加熱區域溫度達到淬火要求,后對淬火部位進行淬硬層深度、硬度檢測。
3 試驗結果與分析
對淬火部位采用里氏硬度計進行表面硬度檢測,表面硬度為55~57HRC,滿足技術要求。對淬火部位采用線切割進行取樣,經4%硝酸酒精腐蝕后觀察試樣宏觀形貌,如圖6所示。對淬火區域進行淬硬層深度檢測[3],結果見表2。
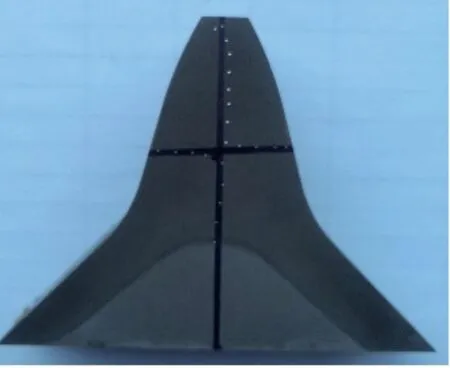
圖6 試樣宏觀形貌
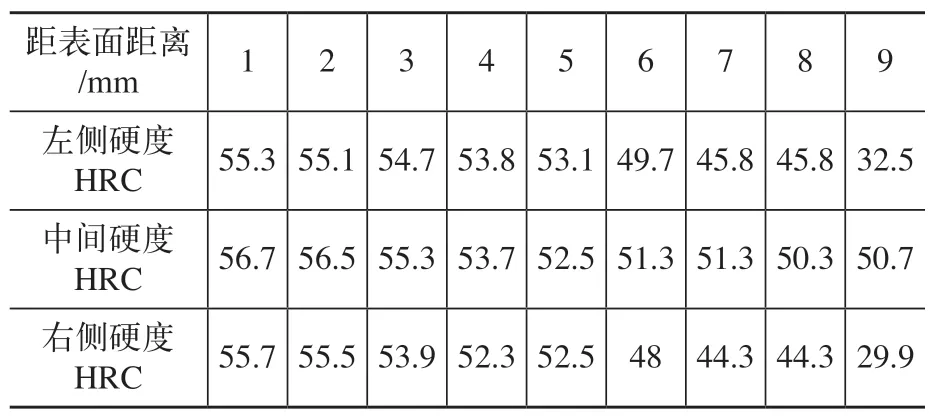
表2 試樣硬度檢測結果
從表2可看出,異形軸齒部感應淬火后,淬火區域表面硬度及淬硬層深度滿足技術要求,說明在感應器兩側增加導磁體后,提高了磁耦合效率,從而可明顯地提高兩側局部區域感應加熱溫度。
4 結束語
在感應淬火中,感應器結構的合理性是淬火的關鍵[4],感應器的設計、選用水平高低直接關系到工件的淬火質量。如感應器結構設計不合理,即使調整工藝參數也很難達到預想結果。在類似異形軸齒部感應淬火時,可以通過在感應器兩側銅管上增加導磁體來提高磁耦合效率,從而得到所需的淬火質量。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
電測與儀表(2015年5期)2015-04-09 11:30:52
現代企業(2015年9期)2015-02-28 18:56:50
