數控系統數據備份重要性分析及管理策略
2022-07-11 03:38:50王浩宇
設備管理與維修 2022年5期
劉 清,王浩宇
(中國石油集團濟柴動力有限公司成都壓縮機分公司,四川成都 610100)
0 引言
數控機床是現代制造業重要基礎。它為國民經濟各個部門的發展提供高效、高質的技術裝備。NC(Numerical Control System,數控系統)是數字控制系統的簡稱。數控系統是數控機床的高配置的大腦,是決定機床裝備性能、功能、可靠性和成本的關鍵因素。國產的數控系統在可靠性、穩定性上和國外的數控系統存在著較大差距。特別是“高、精、尖”的數控機床配套的數控系統90%以上是國外的系統,而國外企業在數控系統方面,仍對我國進行技術封鎖限制。造成數控機床在使用過程中的運行和維修成本居高不下。
收集整理企業內部采集到的數控機床維修數據,通過FMECA(Fault Mode Effects And Criticality Analysis,故障模式影響及其危害性分析)分析計算方法,找到數控系統的薄弱環節,了解各個故障模式對數控系統的整體影響程度,突出數據丟失對數控系統的危害,強調數控系統的數據備份作為應對該故障的積極手段,具有重要意義。通過以某公司數控機床的維修數據作為研究對象,收集到公司為期3年的數控機床數控系統故障統計數據,通過對該數據進行詳細分析,找出機床數控系統易發生故障的具體原因,并針對分析結果提出相應的數據管理策略,以保障數控系統數據的安全性,提高數控機床的運行可靠性。
1 數控系統的FMECA分析
在系統可靠性分析中,采用以下最常用的兩種分析方法:
(1)FMEC分析計算方法。利用FMEC分析方法,對數控機床可靠性進行研究,找出數控系統的薄弱環節。
(2)RPN(Risk Priority Number,風險優先數)可以衡量系統的危害程度,RPN由“嚴酷度S”“檢測難度D”和“發生率O”三者乘積組成。RPN值越大,則發生該故障對機床數控系統的危害度就越大。
根據收集到的維修數據,整理數控系統的FMECA報告見表1,RPN分析見表2。按照傳統的RPN分析方法從表2可得故障模式危害度:F1>F6>F2>F3>F4>F5>F7,但是S、O、D三個參數取值受主觀因素影響比較大,不能客觀公正評價每個故障模式的危險性,為了進一步驗證所得出的數據的準確性,采用改進的RPN分析方法進行再次驗證。通過采集分析數控機床的故障數據,統計出每項故障模式發生的次數,并且統計出該故障發生所產生的停工時間,用故障次數乘以多次故障平均停機時間,來替代S、D兩個參數。因為,檢測方法越復雜,查找故障原因,制定維修方案的時間就會越長,故障嚴酷度越高,維修難度也會越高,兩者都會影響機床的停機時間。停機時間越長,對公司的損失就會越大,危害度也會越大。統計各個故障模式,在3年內對應的故障次數及每次故障停工檢修時間,改進后的RPN分析見表3。
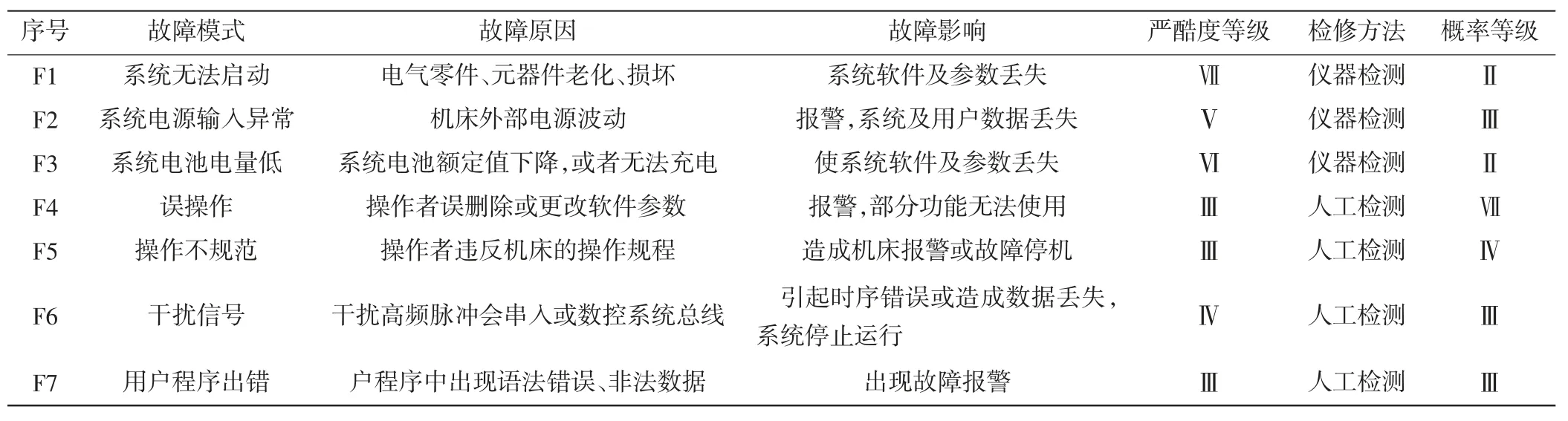
表1 數控系統的FMECA報告
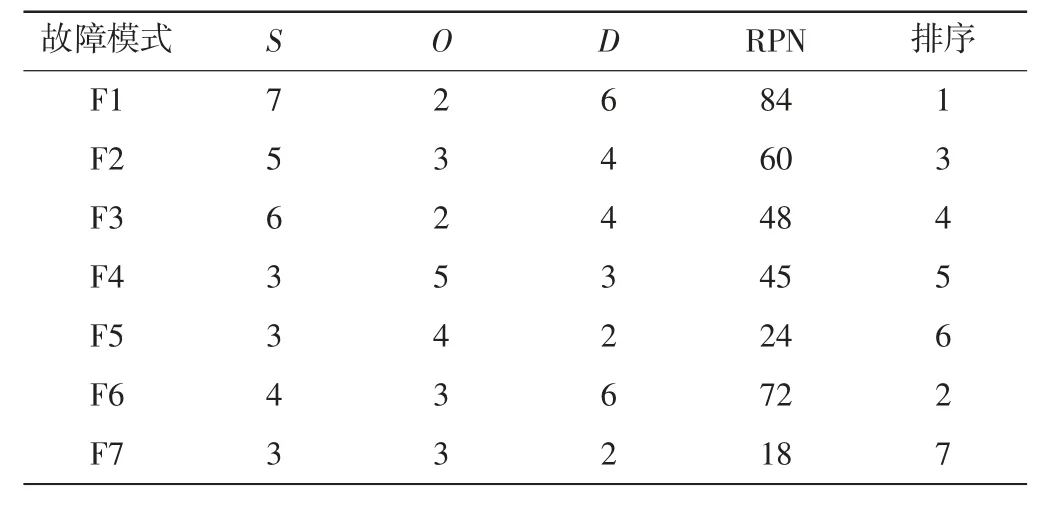
表2 傳統RPN分析
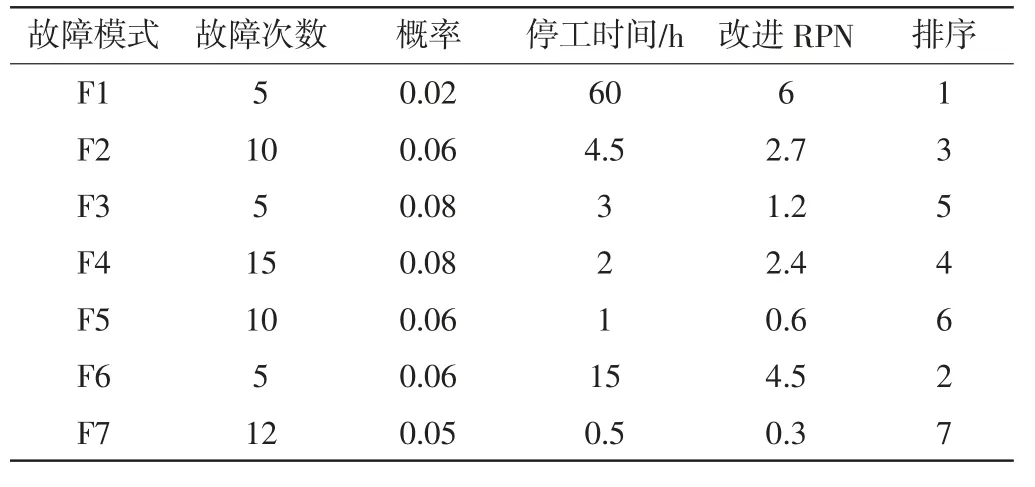
表3 改進后RPN分析
通過改進RPN法[4]計算可得故障模式危害度:F1>F6>F2>F4>F3>F5>F7,兩次分析數據基本吻合,與現場實際生產過程中的故障情況相吻合,即“系統硬件無法啟動”與“干擾信號”兩個故障模式對數控系統的安全性和可靠性影響最大,應該優先考慮必要的防范措施,以便提高數控系統的穩定性,這兩個故障模式產生的危害最大的根本原因,是造成數控系統的內部程序和參數大量丟失、恢復難度大、時間長,給企業造成的損失也大。
2 數控系統數據備份的意義
通過對維修數據FMECA分析可知,數控系統的故障原因,除了硬件方面的損壞以外,其余的多是因為外界原因(人或者環境)造成數控系統的參數和程序丟失,使數控系統不能正常運行,這種故障占比達到85%以上。
如果個別參數被更改,可以根據系統報警,查找系統參數,再對比原來的備份,將參數進行調整,就能消除報警;如一臺KVC1400MA的立式加工中心,由于操作者不慎修改刀庫參數,造成刀庫數據混亂,換刀時,機械手和刀具發生碰撞,造成一定的經濟損失。查找到相關參數,修改為出廠設置,機床恢復正常。
如果丟失的參數和程序太多,只能將數控系統進行NC和PLC總清,用備份數據進行回裝。一般情況都能解決問題。如一臺TK6516型數控刨臺臥式鏜銑床,由于系統接地老化,在一次運行過程中,受到外部高頻干擾,數控系統內部程序丟失,無法開機。在處理好系統接地,并作好系統的保護屏蔽后,重新回裝機床數據,機床恢復正常。如果再嚴重一點,比如出現CF卡損壞、PCU系統崩潰藍屏的極端情況(圖1),只要數控機床有相關數據的備份,更換硬件、回裝數據,就能很快恢復機床運行。一臺CK43160C數控曲軸連桿軸頸車床采用SIEMENS 802D系統,由于長時間斷電,造成數據完全丟失,數控系統黑屏,無法開機。該機床由于沒有做數據備份。最后只能花高額的維修費用,找專業人士編寫程序和設置參數,機床停機時間長達數月,給公司造成不小的損失。
圖1 數控系統PCU藍屏
所以做好數控系統的數據備份和保管的基礎工作,對數控機床具有重要意義。
3 數控系統數據的管理策略
數控系統的數據對于數控機床非常重要。為加強數控設備數據檔案管理,完整保存并科學管理數控設備數據檔案,保證數控設備的正常運轉,提高設備使用壽命,減少設備停機時間,需要制定完備的數控設備數據檔案管理策略。
3.1 數控設備數據檔案管理原則
數控設備數據檔案工作實行集中、統一管理的原則,以維護檔案的完整、準確、系統和安全,以便長久保存和利用。
3.2 數控設備數據歸檔范圍
數控設備數據檔案指企業購進的各種數控設備的數控系統的數據文件資料,包括數控設備的隨機光盤、U盤、CF卡、移動硬盤及其他移動存儲設備,內容包括:①數控系統NC與PLC數據;②數控系統PCU備份文件;③可編程控制器的內部程序;④數控系統自帶的CF卡數據;⑤其他數控系統正常運行需要的電子程序文件。
3.3 數控設備數據歸檔時間與要求
(1)歸檔時間:購進的設備,由使用單位在設備到場,完成數控設備調試、驗收后,通知設備管理部門,與生產商機床調試人員對接,清點數控設備數據資料,完成數據備份及保存工作,并做好記錄,參加人員對數據資料逐一進行確認并簽字。
(2)設備安裝、調試、維修、保養、事故處理、調撥、改裝及企業自制設備的所有數控設備數據資料,在項目完成后一個月內歸檔。
(3)歸檔要求:設備管理部門要將整理完畢的數控設備數據檔案及時向辦公室移交,各類歸檔資料經確認無誤,方可進行歸檔工作。歸檔資料要求一式兩套,用來存儲歸檔數據的存儲設備必須貼有標簽,標簽上須注明清楚數據信息,包括設備名稱、資料編號、登記時間等,數控設備數據檔案進行移交時,必須充分保證數據的準確性、完整性、有效性。
3.4 數控設備數據管理和利用
(1)建立數控設備數據檔案臺帳,做到帳、物相符,便于及時檢索,提供利用,確保設備檔案的完整性。
(2)檔案室要設置專門的防磁信息安全柜(圖2),電子檔案庫房應遠離強磁場、強熱源,并與有害氣體隔離。

圖2 防磁信息安全柜
(3)檔案管理人員要認真保管檔案,嚴防各種損毀檔案的因素產生,做好防磁、防盜、防火、防光、防潮、防塵及有害生物等安全措施,維護檔案的完整與安全。
(4)數控設備數據資料由設備管理部門,每年組織專業技術人員對所有的數控設備數據進行數據備份和更新,并作好登記。
(5)設備維修需借用或復制數控設備數據檔案的,必須嚴格履行查(借)閱手續,按照企業要求辦理,方可復制或借閱。
4 結語
數控系統數據通過高效的運算能力和可靠的處理能力,將數控機床的電氣部分和機械部分完美結合,發揮出數控設備的最大潛能。通過對數控機床的數控系統數據的收集和統計計算,編制出統計數據表格,利用FMECA與RPN系統危害性的綜合分析的方法,直觀地反映出數控系統的薄弱環節,強調數控系統數據備份的重要性,并對數控系統的數據管理制定詳細的策略,對數控機床的使用和管理,有重要的指導作用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年11期)2018-08-04 03:26:08
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39