航空機電零件數(shù)控加工快速編程技術(shù)研究與開發(fā)
2022-07-09 13:54:24王榮祥黃斌達龐宇超
機電信息 2022年13期
關(guān)鍵詞:數(shù)控加工
王榮祥 黃斌達 龐宇超

摘 要:針對目前航空機電零件數(shù)控加工編程過程中存在的對編程人員編程經(jīng)驗和知識依賴度較高、編程效率低下、編程質(zhì)量參差不齊等問題,研究了航空零件數(shù)控加工快速編程技術(shù)及系統(tǒng),運用加工模板定制技術(shù)實現(xiàn)了編程知識和流程的固化封裝,并基于NX OPEN/API開發(fā)了模板快速重用界面,用戶依據(jù)界面引導即可快速完成數(shù)控加工編程,從而提高了編程的效率和質(zhì)量穩(wěn)定性。
關(guān)鍵詞:航空機電零件;數(shù)控加工;快速編程
中圖分類號:TG659? 文獻標志碼:A? 文章編號:1671-0797(2022)13-0081-03
DOI:10.19514/j.cnki.cn32-1628/tm.2022.13.023
0??? 引言
航空機電零件結(jié)構(gòu)比較復雜,品種和數(shù)量眾多,其制造工藝也因其特殊的結(jié)構(gòu)和嚴格的要求而十分復雜[1-2]。將數(shù)量繁多、結(jié)構(gòu)復雜的零件按規(guī)定的技術(shù)要求進行加工制造,使之成為合格品的零件制造工藝過程,是數(shù)控加工工藝關(guān)注的重難點。
目前航空機電零件數(shù)控加工編程主要依賴于設(shè)計人員自身的編程知識和編程經(jīng)驗,很多優(yōu)秀的編程經(jīng)驗沒有得到有效管理,編程規(guī)范性差,編程質(zhì)量參差不齊;且由于多采用純手工編程模式,編程人員需重復設(shè)定數(shù)控加工方法、刀具、操作等步驟,重復工作量大,影響整體效率的提升[3-4]。本文針對以上問題,運用基于模板的數(shù)控加工編程技術(shù),開發(fā)航空機電零件數(shù)控加工快速編程系統(tǒng),為航空機電零件的數(shù)控加工快速編程提供整體解決方案。
1??? 航空機電零件數(shù)控加工模板庫構(gòu)建
同類型航空機電零件的加工工藝通常也較為相似,因此,將同類型零件的加工方法、參數(shù)提煉總結(jié)后形成統(tǒng)一的模板,再基于此變形出新的編程策略,可以有效提升編程質(zhì)量一致性。
航空機電零件數(shù)控加工模板構(gòu)建主要包括數(shù)控加工工藝分析、標準工藝模板提取和標準加工模板構(gòu)建三部分。
1.1??? 數(shù)控加工工藝分析
航空機電零件數(shù)控加工工藝分析是進行加工模板定制的基礎(chǔ),主要內(nèi)容包括:
(1)在對零件模型和加工要求進行分析的基礎(chǔ)上,明確其中需要數(shù)控加工的特征;
(2)按裝夾方法、粗精排布、換刀策略確定加工方法和加工序列,在此基礎(chǔ)上形成加工工藝路線;
(3)設(shè)計定位夾緊方案,設(shè)置每道數(shù)控加工工序的切削用量、進給速度等加工參數(shù),注意針對特征尺寸、材料等先決條件,將加工參數(shù)變量化、系列化;
(4)設(shè)置加工補償,微調(diào)加工程序,提升工藝的準確度。
1.2??? 標準工藝模板提取
在建立數(shù)控標準工藝模板時,需要對典型零件的數(shù)控加工工藝過程進行提取。一個數(shù)控標準工藝模板就是對相同或者相似零件的加工方法進行提取,因此需要首先對加工零件進行總結(jié)分類。
以腰槽類零件加工為例,不同結(jié)構(gòu)、材料的腰槽零件的加工工藝路線是不同的。通過將不同類型的腰槽零件的工藝路線進行規(guī)范總結(jié)歸類后,可以得出具體分類的加工方式。因此,可以從中提煉出合適的通用模板來初始化數(shù)控編程環(huán)境。
1.3??? 標準加工模板構(gòu)建
運用NX_CAM模塊,構(gòu)建標準加工模板的步驟如下:
(1)構(gòu)建刀具模板。運用NX創(chuàng)建刀具命令,建立本類型零件數(shù)控加工過程中所需要的所有刀具對象,每個刀具對象需定義幾何參數(shù)(圓角直徑、切削刃長度等)、刀具切削參數(shù)(如刀具材料、使用其加工的零件材料、適用的轉(zhuǎn)速等)、刀具號。在標準加工模板中,刀具對象與零件對象綁定,以實現(xiàn)快速調(diào)用。
(2)建立工藝步驟。依據(jù)對零件加工工藝的分析結(jié)果,在NX_CAM中定義加工工藝路線,并設(shè)置每道工序的加工余量。
(3)設(shè)置加工參數(shù)。分析每部分加工區(qū)域,并在NX_CAM環(huán)境中定義對應的切削參數(shù)、走刀方式、進給速度等加工參數(shù)。
2?? ?航空機電零件數(shù)控加工刀具庫構(gòu)建
在NX_CAM編程時需要刀具資源來支撐,需建立刀具庫來完成刀路的編制,建立刀具庫后,工藝編程人員能快速在刀具庫中選擇刀具,提高編程效率,最重要的是,能對刀具資源做統(tǒng)一的維護與管理。
2.1??? 刀具數(shù)據(jù)管理
根據(jù)目前航空機電零件使用刀具的類型、型號、品牌、裝夾方式等進行分類統(tǒng)計,刀具數(shù)據(jù)包括刀具名稱、刀具屬性、優(yōu)化數(shù)據(jù)、刀具模型、刀具相關(guān)文檔和資料等,如圖1所示。
2.2??? 刀具庫的構(gòu)建
在TC分類管理器中建立CAM刀具庫,對刀具做統(tǒng)一的維護與管理,在進行NX_CAM編程時,直接調(diào)用TC分類管理器中的刀具,而不是NX_CAM本地刀具。
3??? 基于模板的航空機電零件數(shù)控加工快速編程
3.1??? 加工模板查詢
在NX_CAM編程環(huán)境下,通過零件工藝、工序、工步等幾何信息和屬性信息內(nèi)容,實現(xiàn)數(shù)控加工模板的檢索與查詢。
3.2??? 加工模板應用
根據(jù)檢索,查詢得到數(shù)控編程加工模板,選擇調(diào)用后,系統(tǒng)自動加載模板定制的加工工序和加工參數(shù)數(shù)據(jù),編程人員根據(jù)具體零件的加工工藝要求再細化加工區(qū)域,針對模板設(shè)置的加工參數(shù)可進行優(yōu)化選擇,最后生成刀具路徑并后置仿真。
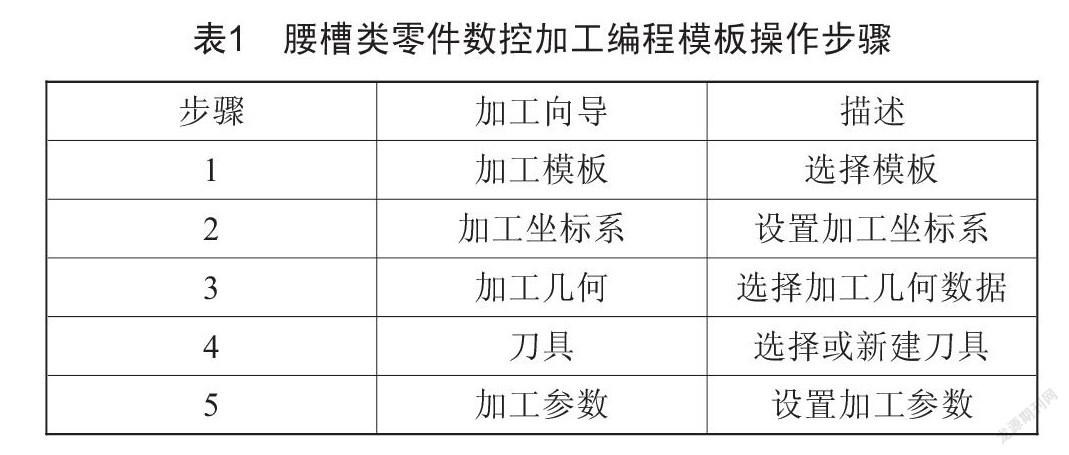
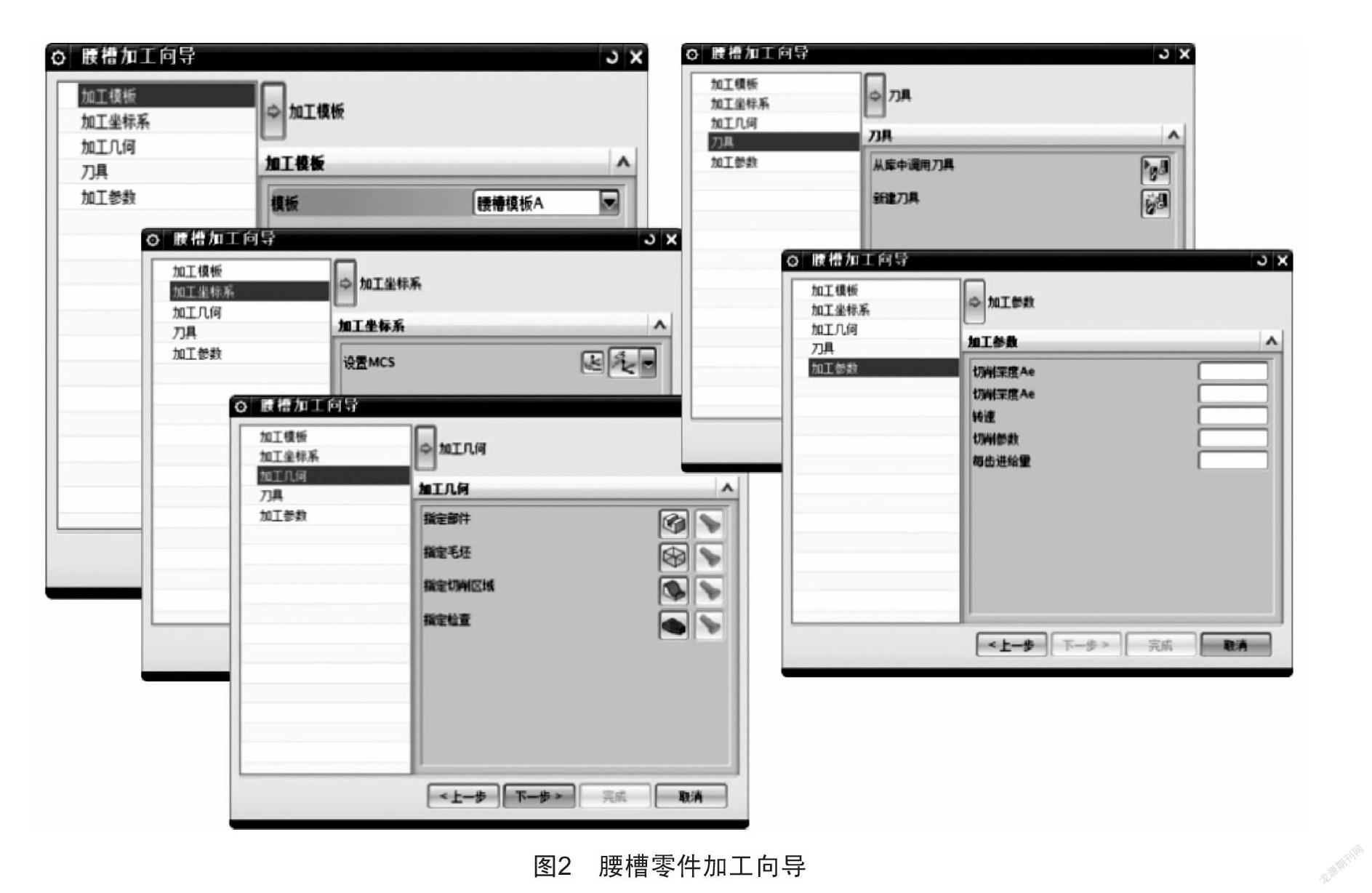
以腰槽類零件為例,通用加工工藝路線配置加工模板,再結(jié)合向?qū)郊庸みM行腰槽零件的數(shù)控編程,實現(xiàn)刀具路徑的快速生成。主要操作步驟如表1所示,相關(guān)界面如圖2所示。
4??? 航空機電零件數(shù)控加工后處理程序定制開發(fā)
通過NX/POST二次開發(fā)定制后處理器,結(jié)合企業(yè)的實際需求開發(fā)定制機床后置處理,工序操作加工坐標系特定位置代碼輸出,涉及機床包括80P、UCP800機床。通過NX/OPEN API二次開發(fā)定制后處理器調(diào)用對話框,即可實現(xiàn)后置處理程序的調(diào)用,并基于此自動生成NC程序。
5??? 與TC集成的航空機電零件數(shù)控加工編程仿真
航空機電零件在加工過程中多采用多軸聯(lián)動加工,極易出現(xiàn)碰撞,所以必須在正式加工之前進行機床仿真驗證,在虛擬的機床環(huán)境下,對NC代碼進行正確性驗證,將碰撞與潛在的碰撞問題發(fā)現(xiàn)在CAM編程階段;及時發(fā)現(xiàn)超程、限位情況,并對NC代碼的語法和格式進行檢查,避免相關(guān)問題流入下游環(huán)節(jié);減少或省去試切的環(huán)節(jié),提高生產(chǎn)效率。
為保證數(shù)控加工編程和數(shù)控加工仿真中機床資源、刀具資源的統(tǒng)一,將數(shù)控加工仿真軟件Vericut與TC集成,實現(xiàn)資源共享和流程統(tǒng)一,該集成環(huán)境下的數(shù)控加工仿真過程主要包括:
(1)仿真設(shè)備、控制系統(tǒng)調(diào)用。根據(jù)實際加工設(shè)備選擇對應的仿真設(shè)備,在仿真資源庫調(diào)用對應仿真數(shù)據(jù)文件,啟動Vericut軟件加載仿真設(shè)備。
(2)仿真模型調(diào)用。根據(jù)工藝數(shù)據(jù)的數(shù)控工序模型數(shù)據(jù),通過開發(fā)實現(xiàn)數(shù)據(jù)模型的自動加載,輸入至Vericut軟件仿真結(jié)構(gòu)樹對應的數(shù)據(jù)模型下,實現(xiàn)數(shù)據(jù)的自動調(diào)用與配置。
(3)仿真刀具調(diào)用。根據(jù)工藝數(shù)據(jù)下的刀具資源信息,自動匹配仿真資源庫對應的仿真刀具文件,加載到Vericut軟件仿真結(jié)構(gòu)樹對應的刀具數(shù)據(jù)節(jié)點。
(4)仿真程序調(diào)用。調(diào)用工藝數(shù)據(jù)結(jié)構(gòu)下的NC數(shù)控程序,加載到Vericut軟件仿真結(jié)構(gòu)樹下的程序節(jié)點,實現(xiàn)仿真程序的自動配置。
(5)仿真配置設(shè)置。針對仿真的特殊選項配置(如加工坐標系、工作偏置等),通過Vericut軟件環(huán)境下的手動配置實現(xiàn)。
(6)上傳仿真結(jié)果。在TC/Vericut集成環(huán)境下仿真完成后,Vericut系統(tǒng)輸出優(yōu)化NC代碼、仿真報告和視頻文件。系統(tǒng)通過開發(fā)接口按照文件類型上傳Vericut仿真結(jié)果至數(shù)控編程ITEM版本下,并更新VCProject文件。
6??? 數(shù)控工藝文檔生成
數(shù)控工藝文檔就是能從Part文件中提取對加工車間有用的CAM文本和圖形信息,這些信息包括數(shù)控程序中用到的刀具、操作和加工方法清單。NX系統(tǒng)默認的車間工藝文檔通常不能直接滿足企業(yè)的需求。
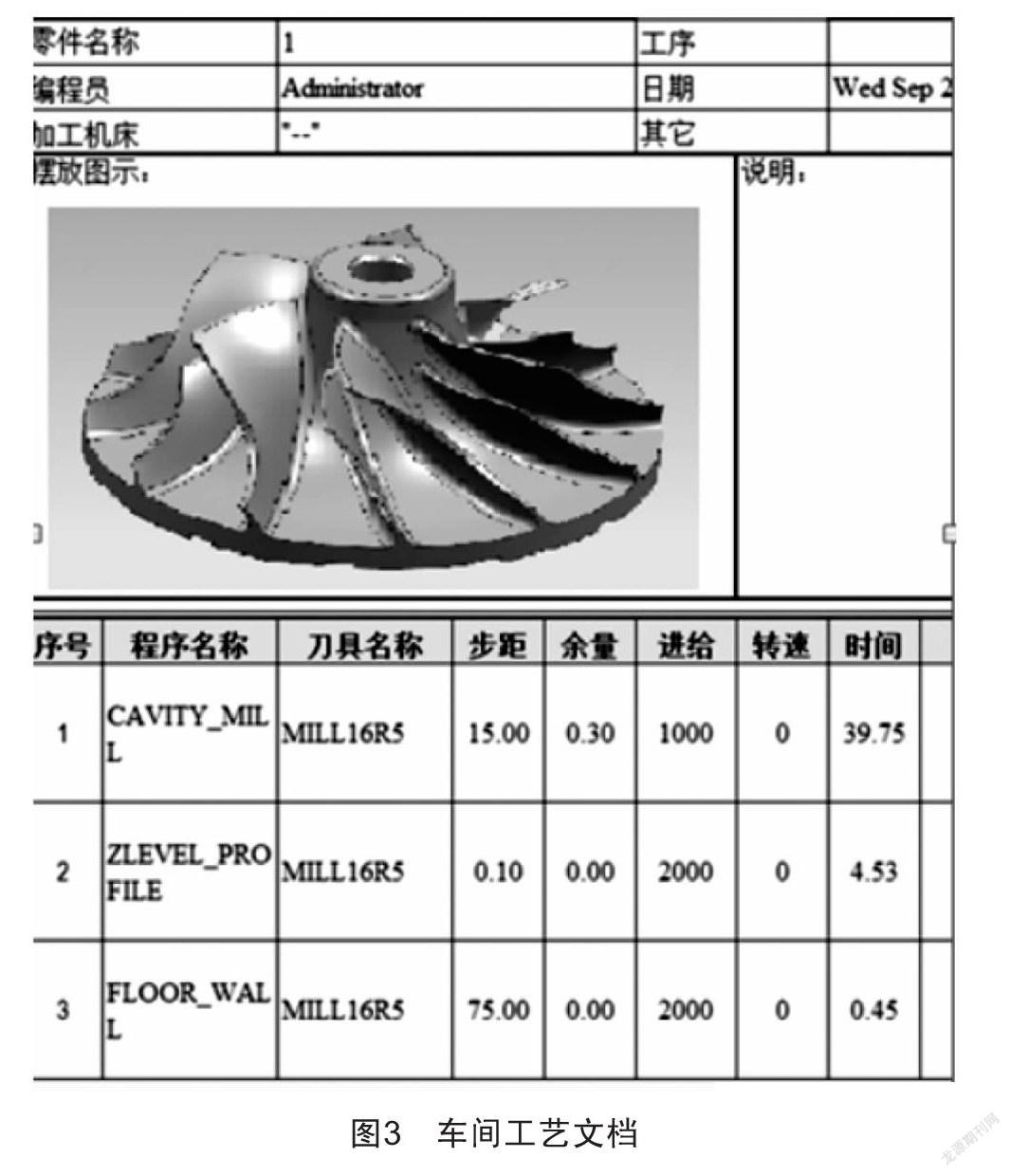
為適應數(shù)字化設(shè)計與制造任務形勢的要求,滿足企業(yè)的個性化管理需求,本文使用NX/OPEN開發(fā)CAM車間工藝文檔,可自動讀取零件中的加工工序信息、刀具信息,并列表展示;根據(jù)后處理器自動生成數(shù)控加工程序單中的程序代碼,同時提供用戶選擇當前Part中工件裝夾簡圖的功能;此外,提供了在初始說明書中用戶輸入信息的功能,以及對Part文件中存在的數(shù)控加工工序操作指導說明書進行信息修改的功能。最終在NX中按頁生成數(shù)控加工工序操作說明書的PDF文檔,生成的車間工藝文檔如圖3所示。
7??? 結(jié)語
針對目前航空機電零件典型加工方法,包括3~5軸銑加工、車加工等數(shù)控策略,以及進退刀方式、安全移動高度、步距、層切深度、拐角處理、加工公差、切削方式等加工設(shè)置參數(shù),歸納和整理形成符合企業(yè)數(shù)控編程經(jīng)驗的加工模板,利用加工模板進行數(shù)控編程,能有效減少參數(shù)重復輸入,提高編程效率,有利于數(shù)控工藝知識的重用。
[參考文獻]
[1] 呂冬.基于模板的數(shù)控加工智能編程系統(tǒng)研發(fā)[D].武漢:華中科技大學,2011.
[2] 吳奧嵩.基于UG和VERICUT的五軸數(shù)控加工仿真技術(shù)研究[D].沈陽:東北大學,2015.
[3] 劉勇,賴嘯,郭晟,等.基于NX的定模板數(shù)控編程技術(shù)的研究[J].模具制造,2017,17(8):76-79.
[4] 劉紅軍,傘雷,紀俐,等.基于UG特征識別的典型孔槽類零件數(shù)控加工技術(shù)[J].航空制造技術(shù),2014(23/24):100-102.
收稿日期:2022-05-03
作者簡介:王榮祥(1981—),男,江蘇揚州人,工程師,研究方向:機械制造工藝及裝備。
猜你喜歡
科技創(chuàng)新與應用(2016年34期)2016-12-23 18:55:29
職業(yè)·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術(shù)新產(chǎn)品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18
