基于HP濾波法的數控銑削加工誤差波動特征分析
2022-07-09 13:54:24黃勝王祖金
機電信息 2022年13期
黃勝 王祖金





摘 要:數控銑削加工是現代加工技術的重要手段和方法,研究其加工誤差的波動規律和特征,有利于提高數控加工的精度和質量。現以表面粗糙度為例,采用HP濾波法對數控銑削加工誤差的波動特征進行分析,結果表明,表面粗糙度隨進給速度、每齒進給量的增加而增加,隨主軸轉速的增加而減小;表面粗糙度隨進給速度、每齒進給量和主軸轉速的變化而產生波動性,其波動程度受主軸轉速的影響較大,受每齒進給量的影響較小;在主軸轉速為620 r/min時表面粗糙度波動性隨進給速度的增加而呈現出穩定性。
關鍵詞:數控銑削加工;加工誤差;波動;HP濾波法
中圖分類號:TH161+.5? 文獻標志碼:A? 文章編號:1671-0797(2022)13-0074-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.13.021
0??? 引言
數控銑削加工技術是數字控制技術中較為廣泛的產業化應用技術,也是現代加工技術的重要手段和方法。數控銑削的加工誤差直接影響到零件的加工精度和質量,為此研究其加工誤差具有重要的意義[1-2]。目前,部分學者對數控銑削加工誤差進行了研究[3-4],但是研究其加工誤差波動特征的報道較少。
本文選用進給速度、主軸轉速、每齒進給量三個數控銑削加工的主要參數為基礎,研究其對表面粗糙度的波動影響。采用HP濾波法建立數控銑削加工誤差波動特征模型,分析其在三個參數影響下的波動特征和規律,旨在提高數控銑削加工精度,為減少加工誤差提供決策依據。
1??? 系統建模方法
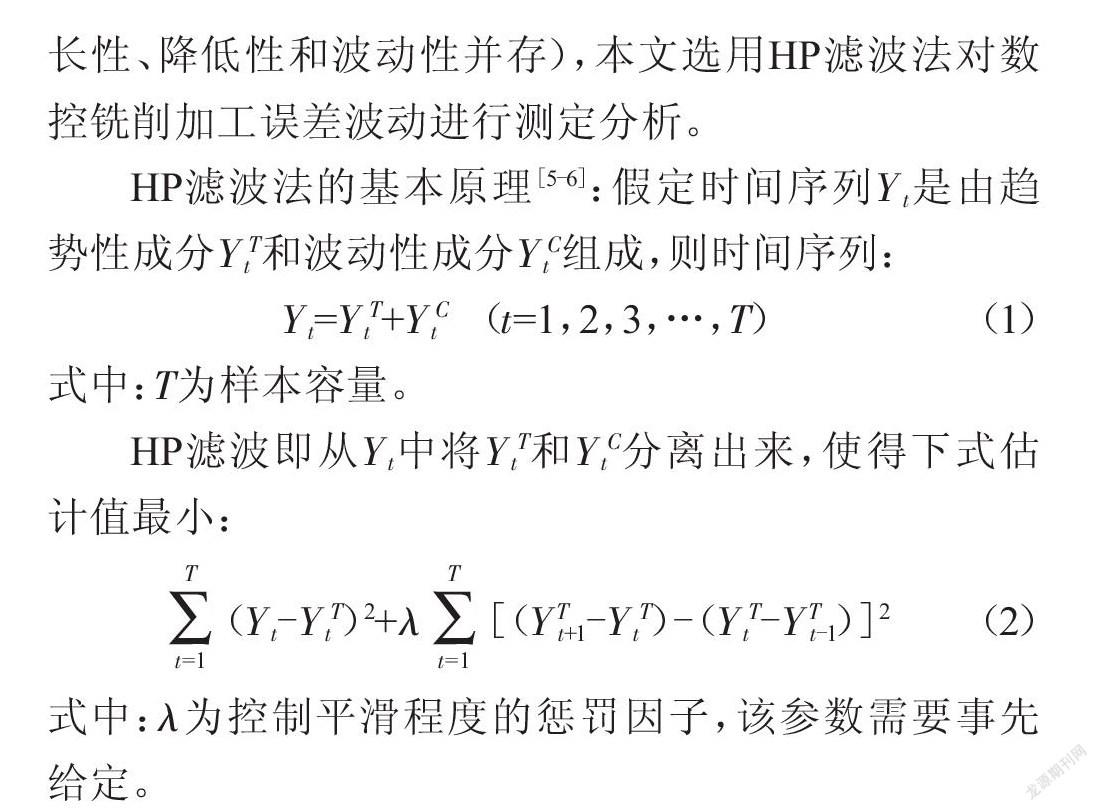
HP濾波法是進行波動測量分析的一種有效的方法,具有理論完善、運用靈活、擬合效果較好等特點。它是趨勢的擬合效果和平滑程度的折中,其擬合效果要優于線性回歸法。考慮到數控銑削加工過程中加工誤差變化的復雜性(在不同的加工參數下,加工誤差的增長性、降低性和波動性并存),本文選用HP濾波法對數控銑削加工誤差波動進行測定分析。
HP濾波法的基本原理[5-6]:假定時間序列Yt是由趨勢性成分Yt T和波動性成分Yt C組成,則時間序列:
Yt=Yt T+Yt C?? (t=1,2,3,…,T)(1)
式中:T為樣本容量。
HP濾波即從Yt中將Yt T和Yt C分離出來,使得下式估計值最小:
(Yt-Yt T)2+λ[(YT t+1-Yt T)-(Yt T-YT t-1)]2(2)
式中:λ為控制平滑程度的懲罰因子,該參數需要事先給定。
λ越大,估計出的趨勢線越光滑,反之越彎折。參考資料發現,當采用λ=6.25進行濾波時,趨勢線所反映的波動更加細致,它既能反映大的波動變化,也能顯示較小的波動起伏,故本文采用λ=6.25進行HP濾波分析。短期波動用變異率RV進行描述,其計算公式為:
RV=Yt C/Yt T×100%(3)
RV反映了變量在特定時間上對長期趨勢的偏離幅度。
以進給速度、主軸轉速、每齒進給量三個參數的變化作為時間序列,以表面粗糙度為例,建立數控銑削加工誤差波動特征模型。
基于HP濾波法的數控銑削加工誤差波動特征分析流程如圖1所示。
2??? 數控銑削加工誤差波動特征
本文選用參考文獻[7]中的實驗數據作為研究樣本,應用Eviews6.0作為計量工具,以進給速度、主軸轉速、每齒進給量三個參數的變化作為時間序列,對數控銑削加工的表面粗糙度進行波動特征分析。
2.1??? 長期波動分析
對主軸轉速分別為620 r/min和1 250 r/min時不同進給速度下的表面粗糙度,以及進給速度恒定為50 mm/min時不同主軸轉速和進給量下的表面粗糙度進行HP濾波,分別計算不同參數下的HP趨勢值,并給出表示長期波動的平滑趨勢圖。
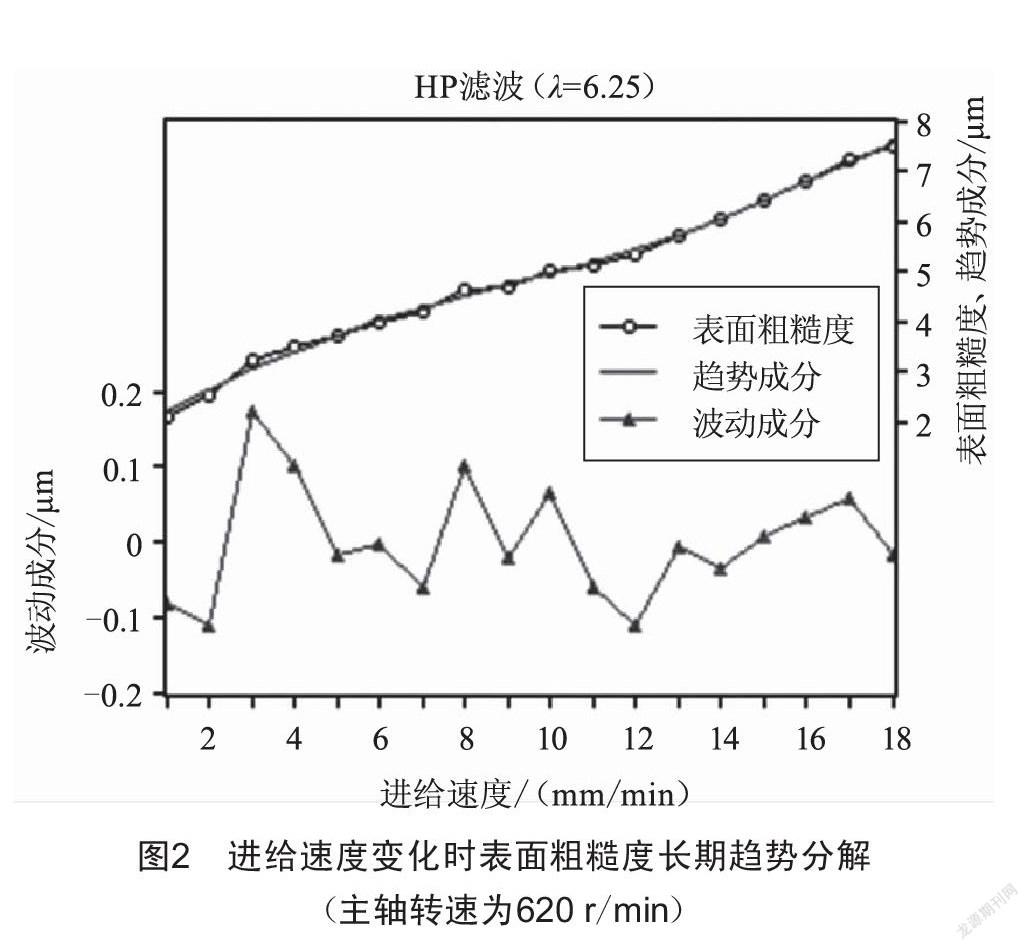
2.1.1??? 主軸轉速恒定時,不同進給速度下的表面粗糙度波動特征
從圖2和圖3可知,當主軸轉速分別恒定為620 r/min和1 250 r/min時,表面粗糙度隨著進給速度的增加而增加。當主軸轉速為620 r/min,進給速度以10 mm/min和30 mm/min的遞增速率在10~300 mm/min范圍內遞增時,表面粗糙度趨勢值的平均遞增率為7.62%;當主軸轉速為1 250 r/min,進給速度以20 mm/min的遞增速率在20~300 mm/min范圍內遞增時,表面粗糙度趨勢值的平均增長率為8.47%;同時隨著進給速度的增加,其增長率均呈現先減小后增大的趨勢。
2.1.2??? 進給速度恒定時,不同主軸轉速和進給量下的表面粗糙度波動特征
從圖4和圖5可知,在進給速度恒定時,表面粗糙度隨著主軸轉速的增高而遞減,平均遞減率為12.27%;隨著每齒進給量的增加而遞增,平均增長率為6.44%。同時其趨勢值在遞減或遞增的過程中,出現小幅振蕩的現象。
2.2??? 短期波動分析
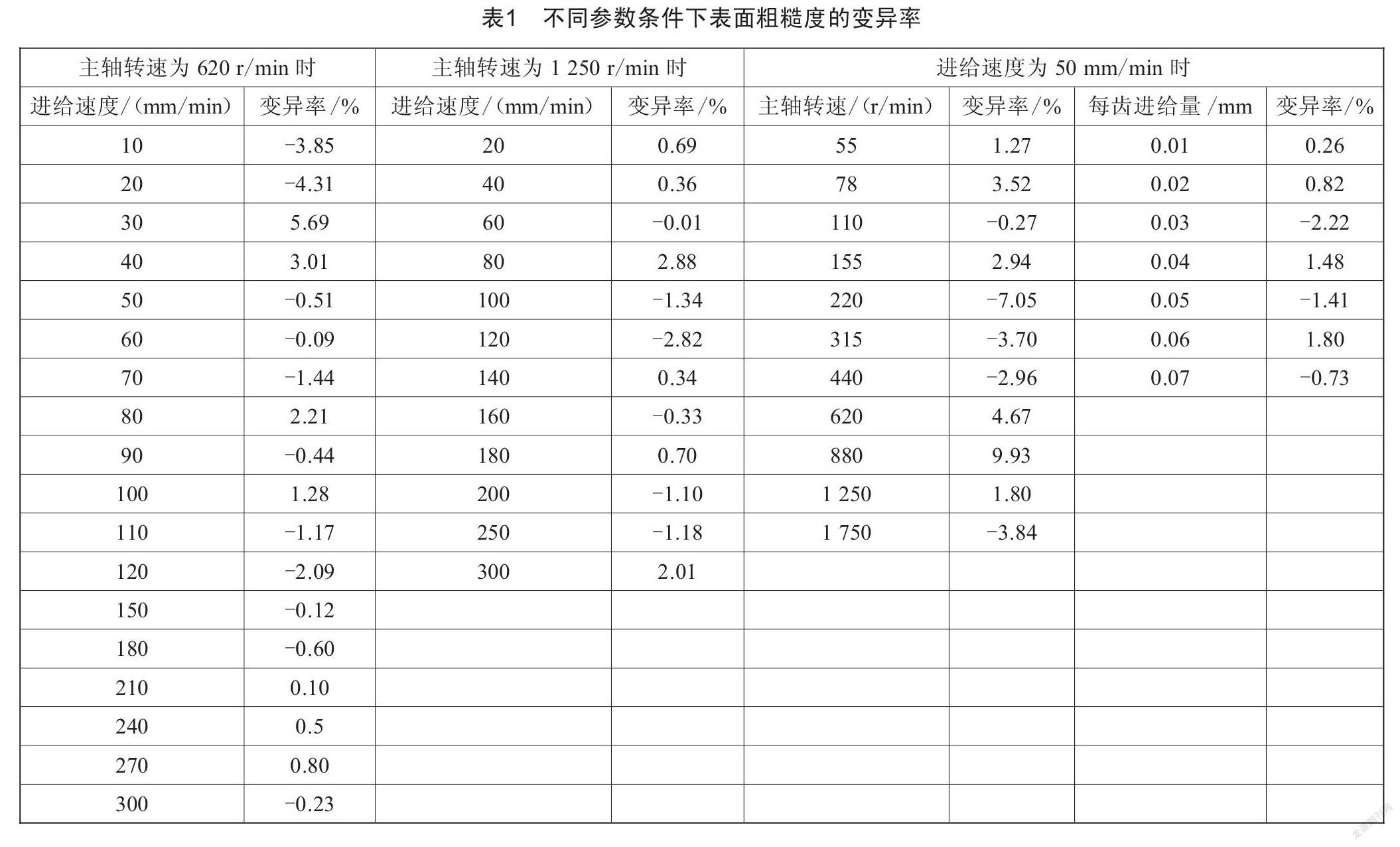
利用公式(3)及剔除長期趨勢后的數據計算出不同參數情況下表面粗糙度的變異率RV,如表1所示。
根據周期波動理論,按照“峰—谷—峰”的形態特征,對不同參數情況下的表面粗糙度進行周期劃分,結果如表2所示。
由表1和表2可知,當主軸轉速為620 r/min,進給速度在10~300 mm/min范圍內變化時,表面粗糙度發生了4次周期波動,波動的平均間距為72.5 mm/min,最小間距為20 mm/min,最大間距為150 mm/min,表明表面粗糙度較易受到進給速度的影響而產生波動。隨著進給速度的增大,其波動周期的間距逐漸增大,表明表面粗糙度波動頻率降低,即其波動性受進給速度的影響程度隨著進給速度的增加而降低。4個周期的平均波幅為5.36%,最大波幅為9.54%,最小波幅為1.40%,波幅呈現遞減趨勢,表明表面粗糙度波動的幅度隨進給速度的遞增而逐漸減小。
當主軸轉速為1 250 r/min,進給速度在20~300 mm/min范圍內變化時,表面粗糙度發生了3次周期波動,波動的平均間距為83.3 mm/min,最小間距為30 mm/min,最大間距為120 mm/min,且隨著進給速度的增大,其波動周期的間距逐漸增大,波幅呈現大小交替的現象,表明表面粗糙度的變化幅度較不穩定。
當進給速度恒定為50 mm/min,主軸轉速在55~1 750 r/min范圍內變化時,表面粗糙度共發生3次周期波動,波動間距隨主軸轉速遞增而增大,平均波幅為13.77%,表明隨著主軸轉速的增加,表面誤差穩定性增強。
當進給速度恒定為50 mm/min,每齒進給量在0.01~0.07 mm范圍內變化時,表面粗糙度共發生3次周期波動,波動間距均為0.02 mm/min,平均波幅為3.32%,其各個周期的波幅均接近平均波幅,表明每齒進給量對表面粗糙度波動的影響較小,表面粗糙度呈現穩定性波動。
3??? 結語
本文分別以進給速度、主軸轉速和每齒進給量三個參數為時間序列,研究了表面粗糙度的波動特征。結合不同參數條件下的表面粗糙度HP趨勢值和波動長期趨勢線可知,表面粗糙度隨著進給速度、每齒進給量的增加而增加,隨著主軸轉速的增加而減小。根據表面粗糙度周期分析,表面粗糙度的波動程度受到主軸轉速的影響較大,受到每齒進給量的影響較小;在主軸轉速為620 r/min時,其所受的影響程度隨著進給速度的增大而減小。
[參考文獻]
[1] 陳洪濤.數控加工工藝與編程[M].4版.北京:高等教育出版社,2021.
[2] 趙剛.數控銑削編程與加工[M].2版.北京:化學工業出版社,2019.
[3] 曾煜,裴圣華,易國華.基于數控銑削加工的自由曲面表面質量研究現狀[J].內燃機與配件,2019(24):95-96.
[4] 劉文靜,邢冠梅,靳嵐,等.基于模糊故障樹的數控龍門銑床加工誤差分析與試驗[J].組合機床與自動化加工技術,2020(1):67-70.
[5] 史代敏,謝小燕.應用時間序列分析[M].2版.北京:高等教育出版社,2019.
[6] 李乃乾,孫晨童.小波與傳統濾波方法提取周期信息的比較研究[J].統計與決策,2021,37(1):29-34.
[7] 陳偉珍,鄧岐杏,王祖金.數控銑削加工工藝參數研究[J].裝備制造技術,2007(2):7-8.
收稿日期:2022-04-15
作者簡介:黃勝(1985—),男,廣西崇左人,碩士研究生,工程師,主要從事自動控制、智能制造技術教學與研究工作。
王祖金(1963—),男,廣西南寧人,工程師,實驗師,主要從事實踐教學及研究工作。
