關(guān)于厚壁焊縫TOFD 檢測分區(qū)的討論
2022-07-07 10:42:16周鳳革牟乃智趙振南
一重技術(shù) 2022年3期
周鳳革,牟乃智,趙振南
用TOFD 檢測厚壁焊縫時,應(yīng)采用多對TOFD探頭分區(qū)檢測。在JB/T 4730 標(biāo)準(zhǔn)、CEN/TS 14751標(biāo)準(zhǔn)中,對于厚度大于50 mm 的焊縫,TOFD 檢測應(yīng)至少分2 個檢測區(qū);同時,由于在JB/T 4730 和ASME 2235 中明確規(guī)定焊縫檢測區(qū)域應(yīng)包括焊縫、熱影響區(qū)及鄰近的一部分母材,這就對TOFD 檢測系統(tǒng)的有效檢測寬度提出要求。
1 焊縫深度上的分區(qū)方法
關(guān)于厚壁焊縫TOFD 檢測中的分區(qū)檢測問題,國內(nèi)、外標(biāo)準(zhǔn)提出兩種思路:第一種是等深度分區(qū)法。即不考慮探頭尺寸、頻率、波束擴散和盲區(qū)等,所分區(qū)域的厚度均相同,根據(jù)厚度和強制性的檢測區(qū)域覆蓋等因素去選擇探頭參數(shù),從而實現(xiàn)全深度的檢測,這種方法的代表有CEN/TS 14751;第二種是不等深度分層法。即在確定分層的深度時考慮探頭參數(shù)、聲束擴散和表面盲區(qū)的影響,所分區(qū)的厚度逐漸變化,一般是第一對探頭檢測深度較小,即采用較小的PCS,后面探頭檢測的深度范圍逐漸增大,這種方法的代表為最新版NB/T 47013.10-2015、ASTM2373 和ENV583-6。采用第一種方法分區(qū)計算及試塊設(shè)計比較簡單,充分考慮探頭檢測缺陷的深度范圍,檢測效果較好。經(jīng)試塊驗證,這種分區(qū)方法在試塊上檢測時每個通道的檢測效果都能達(dá)到令人滿意的水平,對各檢測區(qū)間的覆蓋也能被很好地驗證。但是采用此分區(qū)方法檢測厚壁焊縫時需要較大的PCS,此時近表面區(qū)的直通波一般較弱,有時上表面的盲區(qū)很大,需要采用其它檢測手段補充檢測。
采用第二種方法在分區(qū)計算時需要考慮的因素比較全面,由于第一對探頭的檢測深度范圍較小(一般為40 mm),PCS 較小,上表面的盲區(qū)小,對近表面缺陷的檢測靈敏度高,缺點是其它探頭需要覆蓋的深度范圍較大,在聲束邊緣區(qū)域的檢測范圍內(nèi)信噪比低,檢測厚壁焊縫時可能出問題。因此,需要調(diào)整探頭參數(shù),并在試塊上驗證。如果對焊縫質(zhì)量的要求是從表面到內(nèi)部越來越嚴(yán)格(如采用AWS 標(biāo)準(zhǔn)電鏟產(chǎn)品),采用這種分區(qū)方法效果較好。
2 深度上分區(qū)的依據(jù)
以確定擴散角向固定方向輻射超聲波的特性稱為波束指向性。由于半擴散角限定波束范圍,超聲波的能量主要集中在主波束,即2 倍半擴散角范圍內(nèi),只有當(dāng)缺陷位于主波束范圍內(nèi)時才可以被發(fā)現(xiàn)。

筆者以40 mm 厚工件為例,選用5 MHz、70°、晶片尺寸?6 mm 的縱波探頭,將檢測深度設(shè)置在工件厚度的2/3 處,計算PCS(見圖1)。
以厚90 mm 工件為例,選用5 MHz、70°、晶片尺寸?6 mm 的縱波探頭及5 MHz、60°、晶片尺寸?10 mm 的縱波探頭,將檢測深度設(shè)置在需檢測區(qū)域的厚度2/3 處,計算PCS(見圖2)。
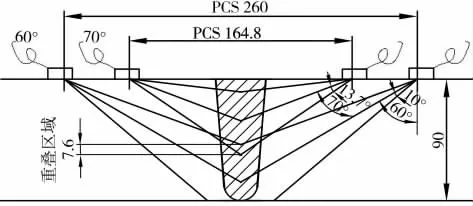
圖2 90 mm 厚工件檢測示意圖
以此類推,工件厚度越大,需要的通道數(shù)越多。因此設(shè)定各對探頭中心間距,即檢測深度范圍時,應(yīng)確保每對TOFD 探頭所檢測區(qū)域與相鄰分區(qū)的檢測區(qū)域,在主聲束-12 dB 的聲束覆蓋深度范圍重疊25%以上,從而實現(xiàn)對整個深度的有效檢測。
3 工藝參數(shù)的選擇
經(jīng)過計算可知,按照上表選用極限情況,則不符合-12 dB 的選用要求。因此,每次編制工藝時應(yīng)根據(jù)各對探頭的有效檢測區(qū)域計算并用試塊驗證。
筆者給出實際檢測厚度350 mm 以下焊縫時經(jīng)常使用的設(shè)置參數(shù)(見表2)。
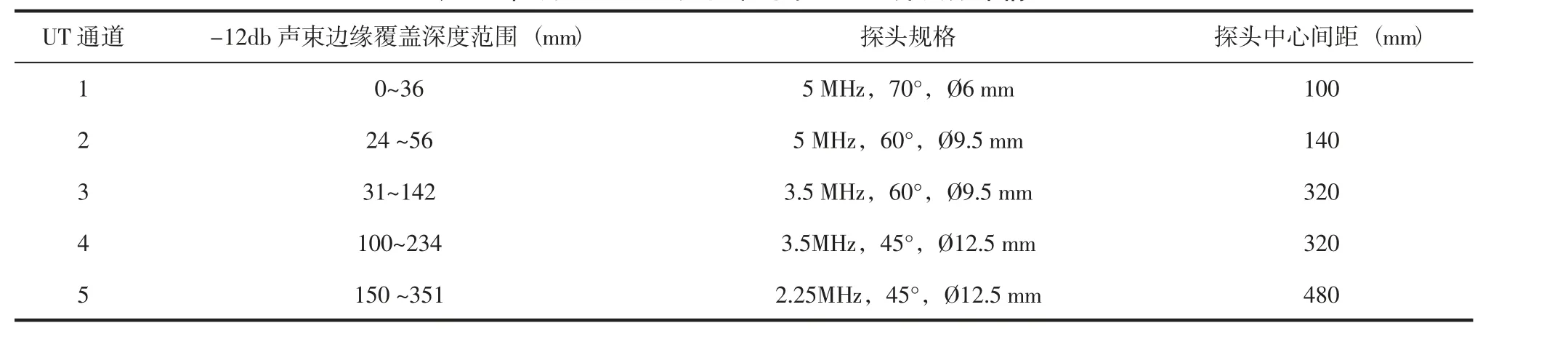
表2 檢測350 mm 以下焊縫時TOFD 探頭分布情況
雖然實際檢測參數(shù)與推薦值不符,但無論在理論計算還是試塊驗證均能滿足檢測區(qū)域重復(fù)覆蓋要求。鑒于表1 的分區(qū)數(shù)量在試塊驗證時有時滿足不了要求,實際檢測中的分區(qū)通常會比推薦值多一個。
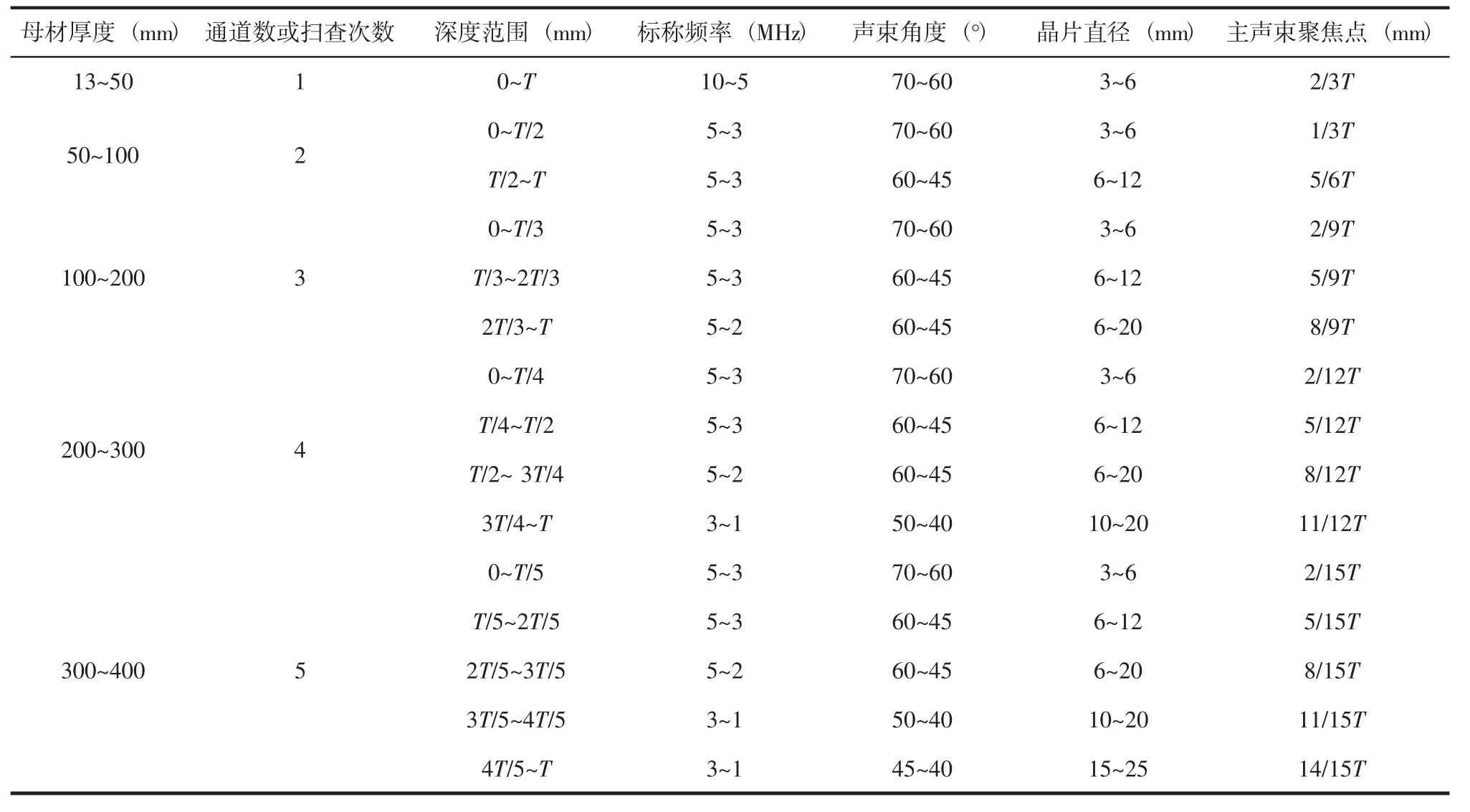
表1 推薦采用的TOFD 探頭設(shè)置
4 上、下表面盲區(qū)
TOFD 檢測的上表面盲區(qū)可以在試塊上測試。由于影響上表面盲區(qū)的主要是探頭頻率和PCS,一般在試塊上通過變換探頭頻率和改變聚焦法則(即改變PCS) 就可以調(diào)整上表面盲區(qū)大小。如果選擇高頻探頭(如10 MHz) 和較小的PCS(40~50 mm),可以發(fā)現(xiàn)1 mm 深的表面刻槽,直通波上會有微弱下沉,此時可以認(rèn)為盲區(qū)小于1 mm。但該數(shù)據(jù)對實際檢測沒有意義,原因是工件表面狀況與試塊相差很大,實際檢測中直通波的變化很劇烈也很頻繁,根本無從確定是否是缺陷造成的。對于近表面的埋藏缺陷,由于脈沖寬度的原因,直通波信號和缺陷的衍射信號必然會混在一起,即使能發(fā)現(xiàn)缺陷,對缺陷高度測量也會有很大誤差。因此,筆者認(rèn)為對于表面區(qū)域進(jìn)行補充檢測是必要的。
為解決上表面盲區(qū)的問題,可以按照J(rèn)B/T 4730 利用交流磁軛磁粉檢測和雙晶斜探頭超聲檢測,交流磁軛可以檢出最深2.5 mm 處的?1 mm×6 mm 的短橫孔,雙晶斜探頭可以檢出最淺1.5 mm處的?1 mm×6 mm 的短橫孔,采取這兩種方式進(jìn)行補充檢測,就可以解決因為PCS 增大造成的上表面盲區(qū)問題。
TOFD 檢測的下表面盲區(qū)可以用橢圓方程解釋。橢圓之內(nèi)所有點的衍射信號傳播時間小于2 t,信號可以出現(xiàn)在底波和直通波之間;橢圓之外的所有點的信號傳播時間大于2 t,信號會出現(xiàn)在底波之后,即為盲區(qū)。理論計算的盲區(qū)很小。正常來說,在兩探頭垂直平分面上的缺陷一定能發(fā)現(xiàn),但實際測量時很淺的下表面刻槽也不能檢出。對此,可以用不同深度的刻槽來檢測下表面盲區(qū)。
實際檢測時,可以利用偏置掃查方法測量焊縫寬度范圍內(nèi)的下表面盲區(qū)。一般來講,大厚度焊縫均采用窄間隙埋弧自動焊,焊縫下表面很窄,即使不用偏置掃查,下表面盲區(qū)也是可以忽略的。
5 檢測試塊設(shè)計
對需要分區(qū)掃查的厚壁焊縫,設(shè)置工藝參數(shù)需要在試塊上驗證。TOFD 檢測的試塊主要起到以下幾個方面的作用:調(diào)整檢測的靈敏度,調(diào)整儀器的線性,驗證相鄰深度區(qū)域的掃查是否有重復(fù)覆蓋,通過偏置掃查確定檢測是否在焊縫寬度方向上覆蓋,驗證檢測工藝的有效性。
試塊應(yīng)依據(jù)檢測標(biāo)準(zhǔn)設(shè)計,同時考慮下列因素:
1) 試塊寬度應(yīng)使各對探頭的PCS 達(dá)到要求的聚焦深度,同時還留有余量;
2) 同一檢測區(qū)內(nèi)的側(cè)孔應(yīng)盡量在試塊的一側(cè),以便能夠同時觀察一個區(qū)域的檢測效果,也方便比較各區(qū)域的覆蓋效果;
3) 由于TOFD 掃查器一般很大(尤其對于多通道設(shè)備),所以試塊一般應(yīng)裝焊引導(dǎo)板,保證邊緣區(qū)側(cè)孔的檢測效果,減輕試塊的重量;
4) 模擬試塊(驗證試塊) 可以和對比試塊做在一起,方便比較和設(shè)備調(diào)試,節(jié)約成本;
5) 模擬試塊(驗證試塊) 可以采用焊接結(jié)構(gòu),方便加工人工缺陷;
6) 人工缺陷可以預(yù)埋鎢絲,便于控制缺陷的高度和長度,或者制作出坡口未熔合,還能同時驗證偏置掃查的效果。
6 靈敏度設(shè)置
①檢測前應(yīng)設(shè)置檢測通道的靈敏度。
②靈敏度設(shè)置可在靈敏度調(diào)節(jié)試塊上進(jìn)行調(diào)試。
③當(dāng)采用靈敏度調(diào)節(jié)試塊上的標(biāo)準(zhǔn)反射體設(shè)置靈敏度時,需要將較弱的衍射信號波幅設(shè)置為滿屏高的40%~80%。
④若工件厚度不大于50 mm 時,可以直接在工件上進(jìn)行靈敏度設(shè)置。
⑤直接在工件上進(jìn)行靈敏度設(shè)置時,一般將直通波的波幅設(shè)定到滿屏高的40%~80%;若因工件表面狀況不適合采用直通波或直通波不可見,可將底面反射波幅設(shè)定為滿屏高以上18~30 dB;若直通波和底面反射波均不可用,可將材料的晶粒噪聲設(shè)定為滿屏高的5%~10%作為靈敏度。
7 應(yīng)注意的問題
當(dāng)焊縫厚度較大時(特別是大于300 mm),如果按照CEN/TS 14751 檢測的分區(qū)要求,通常檢測上表面第一區(qū)的探頭間距較大,此時距離上表面較近的缺陷容易被漏掉。如某反應(yīng)器的厚度為340 mm,筒體和焊縫內(nèi)表面有堆焊層,超聲波檢測只能從外表面進(jìn)行,當(dāng)嚴(yán)格按照CEN/TS 14751 的要求分區(qū)檢測時,沒有發(fā)現(xiàn)缺陷,但在射線檢測時發(fā)現(xiàn)有條狀缺陷顯示,后經(jīng)雙晶探頭手工超聲波檢測,在焊縫距外表面6 mm 處發(fā)現(xiàn)缺陷。經(jīng)過驗證是由于第一對探頭的中心距較大,所選參數(shù)對近表面缺陷檢出率較低造成的。后通過在第一區(qū)增加一對高頻70°探頭,避免此類事情的發(fā)生。
故本文對上表面盲區(qū)采用5 MHz,晶片直徑?6 mm 的70°探頭。此外,當(dāng)一對TOFD 探頭的中心間距小于40 mm 時采用10MHz,晶片直徑?3 mm 的70°探頭,或者當(dāng)一對TOFD 探頭的中心間距小于50 mm 時,由于兩種情況下均能在試塊上清晰檢測出距表面3 mm,長度40 mm、孔徑?1.5 mm 的橫孔,所以不用對上表面盲區(qū)補充檢測。該設(shè)置參數(shù)的TOFD 探頭檢測與磁粉探傷相結(jié)合能夠消除表面及近表面盲區(qū)問題。但因該設(shè)置下探頭中心間距太近,在實際中由于焊縫兩側(cè)坡口邊緣蓋冒區(qū)域表面高低不平,如果探頭的耦合接觸效果不理想則難以實施檢測。
實際工作中,通常劃分檢測分區(qū)的數(shù)量和使用探頭的數(shù)量都多于標(biāo)準(zhǔn)要求。應(yīng)根據(jù)探頭中心距、頻率、晶片尺寸、角度參數(shù)計算聲束范圍和重復(fù)覆蓋區(qū)域編制檢測工藝,并通過試塊驗證,以免在深度上出現(xiàn)漏檢區(qū)域。
由于一重產(chǎn)品厚度較大且內(nèi)表面都有堆焊層,進(jìn)行TOFD 檢測時底面波較亂。而在產(chǎn)品技術(shù)條件中要求對堆焊層和堆焊層表面下一定區(qū)域的母材進(jìn)行100%手工超聲波檢測,所以對于厚壁焊縫底面盲區(qū)問題沒有太多經(jīng)驗。
在分區(qū)掃查圖像上,有時中間區(qū)域沒有直通波或底面反射波顯示。對此,在檢測中應(yīng)注意觀察噪聲信號,以免出現(xiàn)耦合不好等問題。
標(biāo)準(zhǔn)和檢測規(guī)程中對分區(qū)和探頭的配置要求僅是通用規(guī)定,實際檢測時應(yīng)根據(jù)需要有針對性地設(shè)置、掃查。
在試塊驗證時,不僅驗證深度區(qū)域的覆蓋,還應(yīng)進(jìn)行偏置掃查,以確定在焊縫寬度方向上的檢測也滿足要求。
在顯示不同分區(qū)時,時間軸上應(yīng)有足夠的重疊量。此時必須注意同一缺陷的上、下端點可能顯示在不同的區(qū)域。
8 結(jié) 語
TOFD 檢測能力強,缺陷定量精度高,實際檢測時,應(yīng)按照標(biāo)準(zhǔn)規(guī)范和技術(shù)要求合理分區(qū),應(yīng)注意表面盲區(qū)的補充檢測問題,在產(chǎn)品檢測之前應(yīng)在試塊上進(jìn)行靈敏度調(diào)校和驗證,對檢測數(shù)據(jù)應(yīng)及時儲存,方便調(diào)取。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
