內孔內凹臺階厚壁短筒體成形工藝模擬分析
2022-07-07 10:42:06王光明張紅穎宋嘉瑋
一重技術 2022年3期
王光明,張紅穎,宋嘉瑋
內孔內凹臺階厚壁短筒體廣泛應用于機械、石油工程、發電設備、交通運輸業及新能源領域和重型裝備中,其產品質量直接影響整臺設備的性能。在大型筒體臺階內孔加工過程中,鍛造工藝通常是以內孔臺階中最小直徑為基準設置鍛造余量,鍛造成內、外孔徑一致的直筒體,再通過機械加工獲得臺階內孔。這種方案不但增加材料損耗及機械加工量,而且質量較好的鍛造層被完全加工掉,嚴重影響產品的質量及壽命。近些年,直接鍛造成形帶臺階內孔的近凈成形工藝逐步成為主流[1~4]。如在鍛造筒體臺階內孔時,在完成初步內孔鍛造后,在常規芯棒上套接專用變徑套筒,鍛造出符合設計要求的大型筒體內孔臺階;采用帶錐形支撐的專用組合芯棒,預拔長成形帶外法蘭的預制鍛件,經收口得到臺階內孔筒體[1~5]。
上述方法多用于成形內孔內凹臺階的薄壁長筒體,以及近凈成形內孔內凹臺階的厚壁短筒體鍛件,但在成形內孔臺階落差較大時,經常出現局部缺肉等缺陷。本文根據實際生產經驗提出一種成形內孔內凹臺階厚壁短筒體方法,利用數值模擬對內孔內凹臺階厚壁短筒體成形過程及影響因素進行分析。
1 成形過程分析
某產品是內孔內凹臺階厚壁短筒體(見圖1)。該鍛件具有以下特點:(1) 內孔內凹臺階落差大,達到200 mm;(2) 最大壁厚930 mm;(3) 筒體高度較矮。
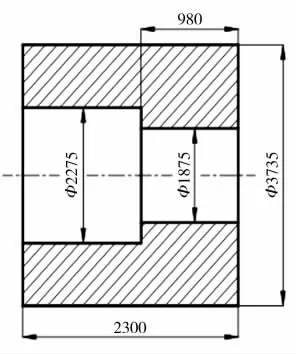
圖1 內孔內凹臺階厚壁短筒體形狀尺寸示意圖
考慮該厚壁短筒體的結構特點,初定其主要鍛造流程:鋼錠下料→鐓粗→拔長下料→鐓粗沖孔→芯棒拔長→馬杠擴孔→單側平整鐓粗→芯棒拔長(內孔成形凸臺) →馬杠擴孔出成品。
1.1 單側平整鐓粗
單側平整鐓粗輔具上模采用寬平砧,下模采用回轉臺。數值仿真采用deform-3D 軟件進行模擬(見表1)。

表1 單側平整鐓粗數值仿真邊界條件設置
根據仿真結果,當平整量ΔH=300 時,平整一側端部外徑由?3 750 mm 增長到? 4 050 mm,內徑基本不變;非平整一側端部外徑由?3 750 mm增長到?3 800 mm,內徑也基本不變;當平整量ΔH=600 時,平整一側外徑由?3 750 mm 增長到?4 450 mm,內徑由?2 100 mm 減小到?2 050 mm;非平整一側端部外徑由?3 750 mm 增長到?3 900 mm,內徑由?2 100 mm 增長到?2 200 mm(見圖2)。總之,平整量較小時,鍛坯內孔尺寸減小不明顯。當平整量較大時,僅在靠近平整側端面約400 mm 范圍內的內孔減小,而非平整側內孔增大。非平整側與平整側外徑都增大,但平整側外徑增大更加明顯,筒體截面呈現“Y”型。因此,為避免芯棒拔長內孔成形凸臺時的變形量過大,在單側平整鐓粗前,對鍛坯內徑應適當控制,保證能夠將成形收臺套順利放入鍛坯;此外,平整量也應適當增加。
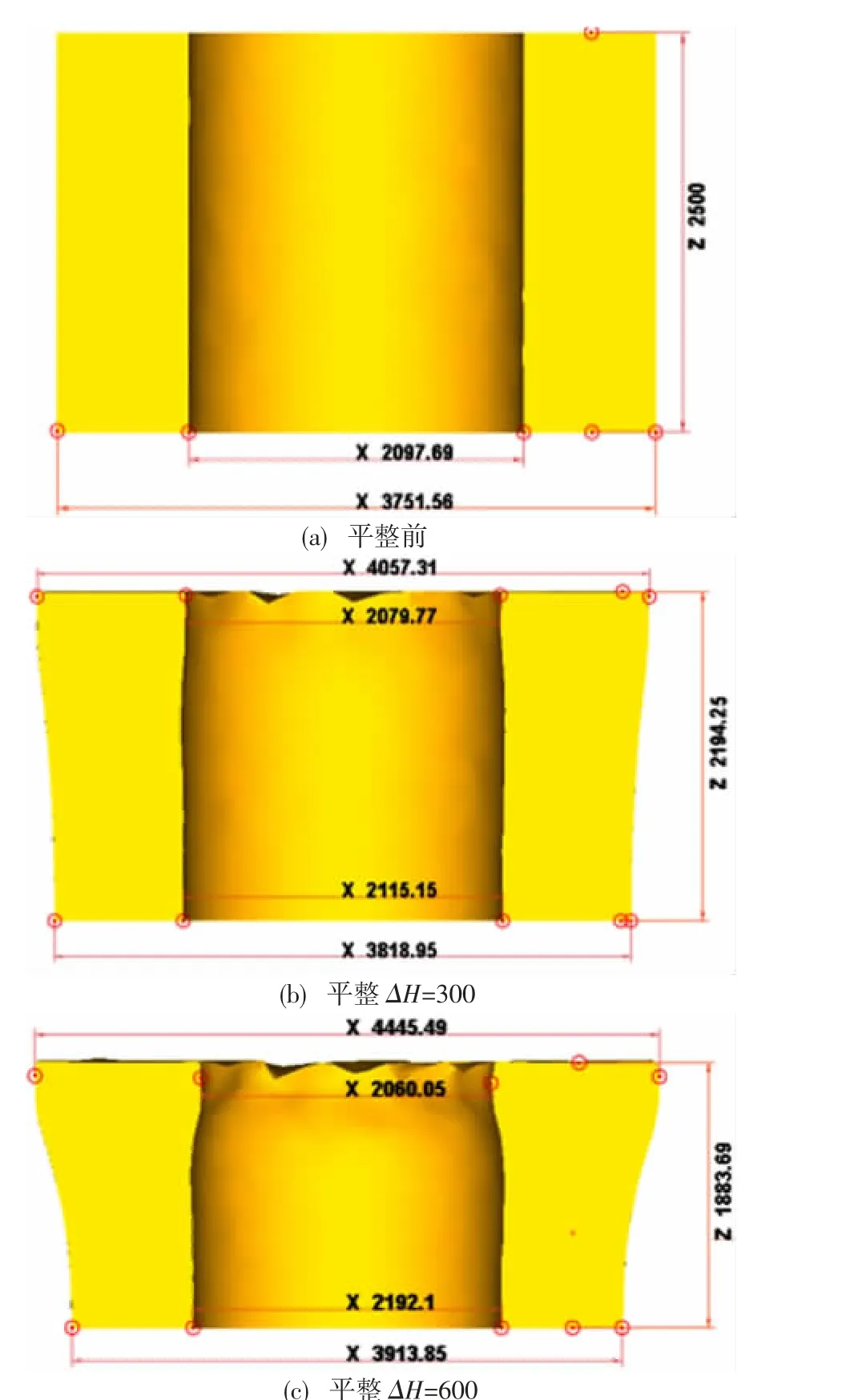
圖2 單側平整鐓粗前后對比
1.2 芯棒拔長內孔成形凸臺
單側平整鐓粗后,進行芯棒拔長,期望在此工序預成形內孔臺階。芯棒拔長時,輔具采用上模上平砧,下模V 型砧;通過數值模擬可知,鍛坯內孔臺階過渡區域容易出現缺肉缺陷(見圖3“A部”)。

圖3 芯棒拔長內孔成形凸臺數值模擬
因此,需要研究在不同工藝參數條件下內孔內凹臺階厚壁短筒體鍛件在單側平整鐓粗過程和芯棒拔長階段的金屬流動規律,設計合理的鍛坯形狀,提高最終產品的質量。
2 成形過程影響因素分析
2.1 鍛造溫度
選取950 ℃、1 050 ℃、1 100 ℃、1 150 ℃、1 200 ℃、1 250 ℃五個溫度,分別對坯料芯棒拔長內孔成形凸臺過程進行數值模擬。從數值模擬結果可知,在坯料不發生熱傳導的前提下,芯棒拔長收內孔凸臺時,缺肉量不會因鍛造溫度變化而出現明顯差別(見圖4),但成形力隨鍛造溫度的降低而急速增大,尤其是當鍛造溫度低于1 100 ℃以后,成形力急劇上升,當鍛造溫度高于1 100 ℃后,成形力變化趨緩(見圖5)。
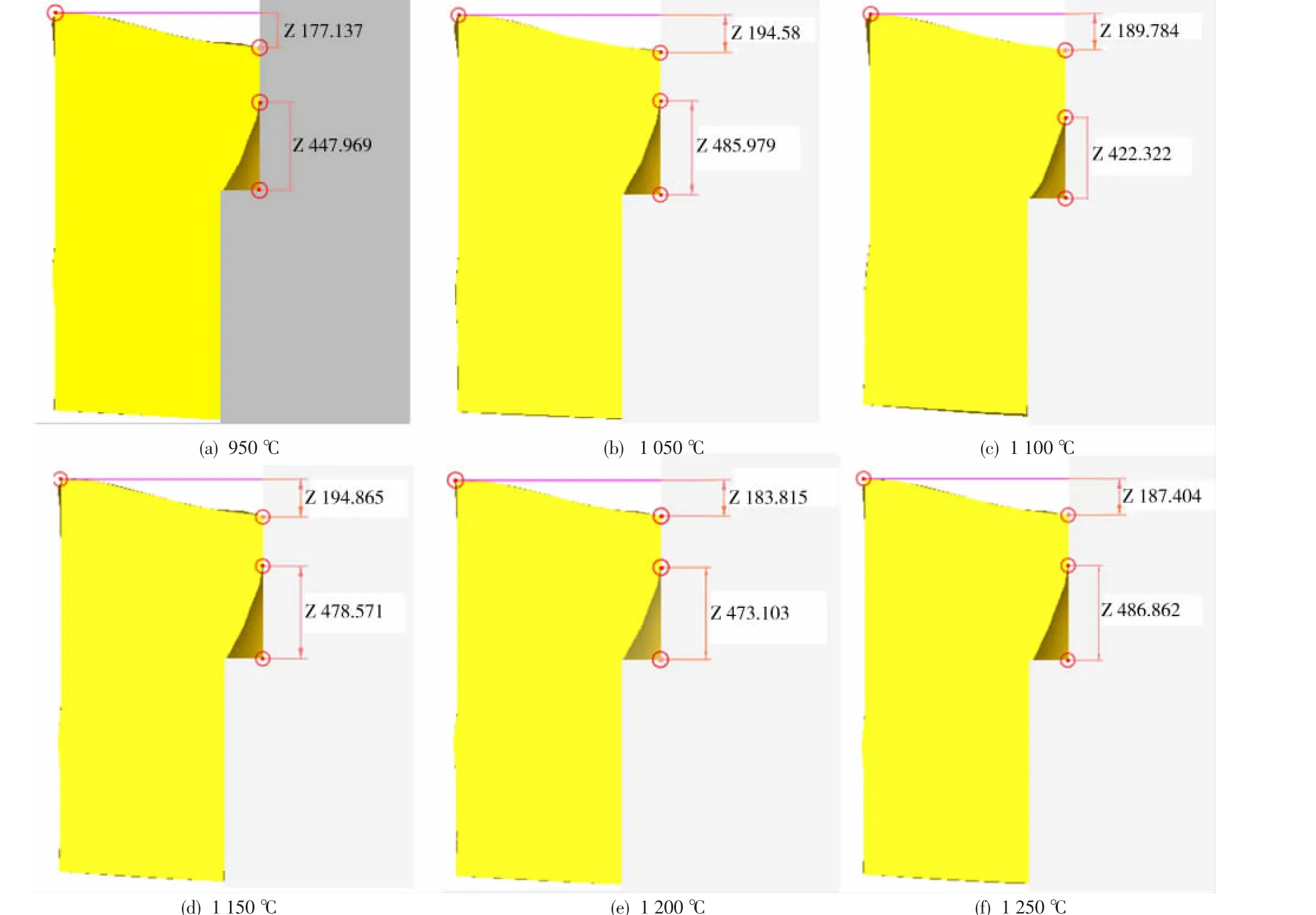
圖4 鍛造溫度對芯棒拔長內孔成形凸臺的影響

圖5 鍛造溫度對成形力的影響
2.2 寬平砧寬度對鍛件成形的影響
分別選取850 mm、1 200 mm、1 500 mm 寬平砧對單側平整鐓粗過程進行數值模擬。從模擬結果可知,采用850 mm 窄寬度平砧進行單側平整鐓粗時,鍛坯內孔縮小至約?1 850 mm,外徑增大至約?4 650 mm;而采用1 200 mm 和1 500 mm 寬平砧進行單側平整鐓粗時,鍛坯內孔縮小至約?2 050 mm,外徑增大至約?4 450 mm(見圖6)。可見,采用寬度較窄的平砧對坯料單側平整鐓粗時,金屬更容易往徑向流動。
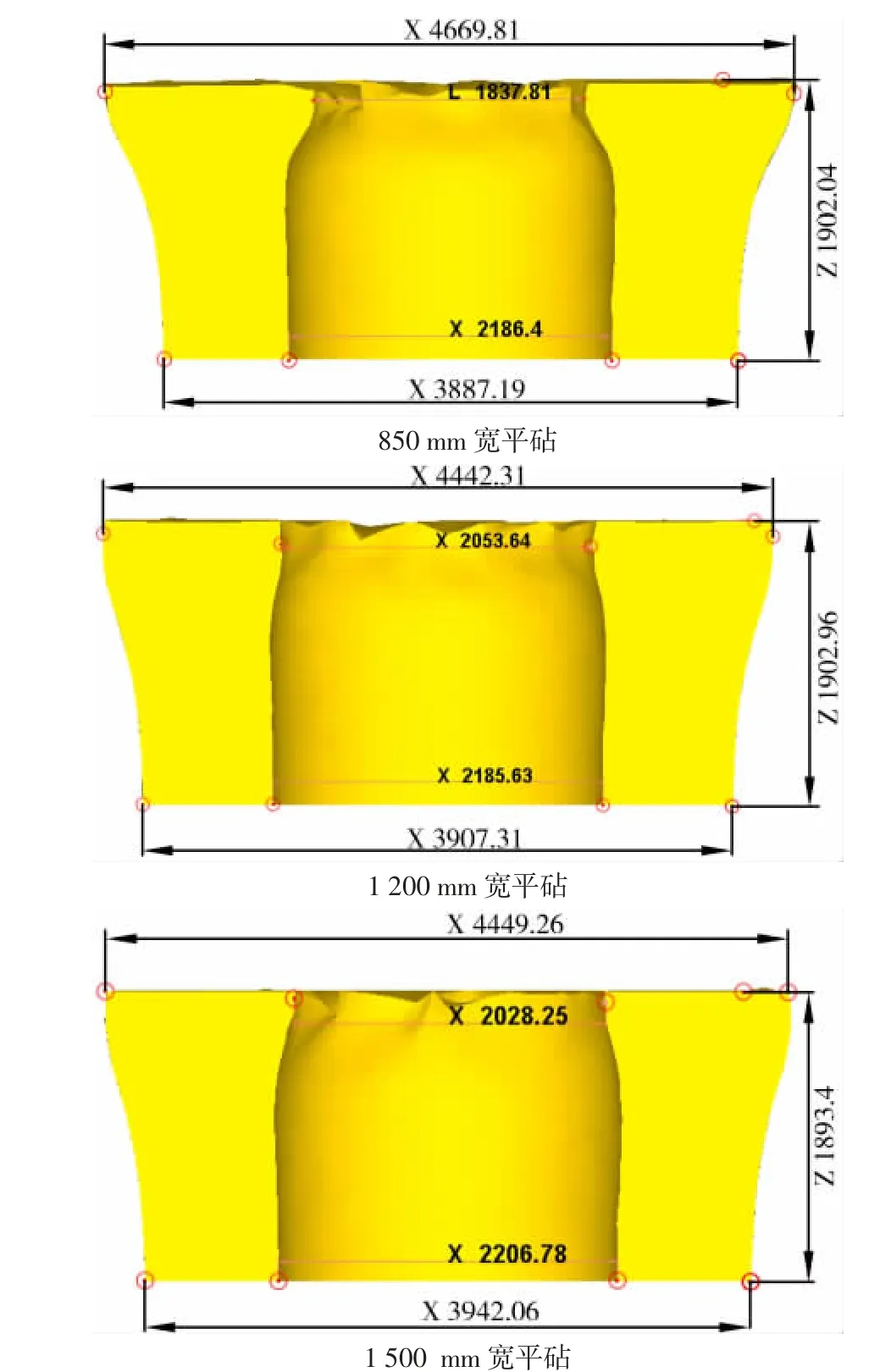
圖6 寬平砧寬度對鍛件成形的影響
3 結 語
(1) 內孔內凹臺階厚壁短筒體采用單側平整鐓粗成形內孔時,僅在靠近平整側端面附近的內孔有減小趨勢,而非平整側內孔有增大趨勢;采用寬度較窄的平砧對坯料單側平整鐓粗時,金屬更容易往徑向流動。
(2) 采用專用芯棒成形內孔,在收口時鍛坯內孔臺階過渡區域容易出現缺肉缺陷。為避免芯棒拔長內孔成形凸臺時變形量過大,在單側平整鐓粗前,應該適當控制鍛坯的內徑,保證成形收臺套能夠順利放入鍛坯。
(3) 在不考慮熱傳導的情況下,鍛造溫度與缺陷部位的缺肉量不會因鍛造溫度變化而出現明顯差別,但成形力隨鍛造溫度的降低急速增大,尤其當鍛造溫度低于1 100 ℃以后,成形力急劇上升,鍛造溫度高于1 100 ℃后,成形力變化趨勢明顯變緩。因此,筆者建議芯棒拔長內孔成形凸臺時的鍛造溫度大于1 100 ℃。
經過工藝參數優化,成功解決內孔內凹臺階厚壁短筒體局部嚴重缺肉問題,生產出合格鍛件。
