熱軋支承輥邊部剝落失效分析
2022-07-07 10:41:58韓笑宇
一重技術 2022年3期
關鍵詞:裂紋
郭 峰 ,韓笑宇
邊部剝落是熱軋支承輥的主要失效形式,占熱軋支承輥失效的50%以上。熱軋機(包括連軋機及中寬厚板) 一般為四輥軋機,支承輥在軋制過程中承受著巨大的交變彎曲應力和扭矩,并伴隨有劇烈的沖擊和震動,支承輥工作表面溫度可達幾十至上百度,工況條件較為惡劣。近年來,隨著鋼鐵產能的不斷釋放,支承輥單周期過鋼量不斷提升,支承輥剝落事故發生的頻率也隨之增加,為鋼鐵企業的正常生產帶來諸多困擾。
本文通過對國內某鋼企熱軋支承輥剝落事故的探究,旨在形成一套熱軋支承輥邊部剝落規范分析流程,并對剝落原因進行概括總結,同時結合實際生產提出處理建議、預防與改進措施,對現場工作人員處理類似失效事故具有重要的指導作用。
1 典型失效案例簡介
邊部剝落是熱軋支承輥失效的主要形式,一般始發于支承輥輥身邊部300~500 mm 以內,剝落層沿輥身周向呈連續或斷續分布;或以上述位置作為初始裂紋源在輥身內部周向擴展,造成輥身大面積剝落(見圖1)。在典型失效案例中,表現為邊部大面積掉肉(見圖1(a)),且邊部殘留部分仍然可見前期小剝落坑(見圖1(c)),以及輥身整體大面積剝落(見圖1(b),(d))。

圖1 熱軋支承輥邊部剝落典型案例現場
2 典型失效分析流程
鑒于熱軋支承輥大面積剝落失效往往會造成支承輥提早報廢,所以精準分析原因所在,判定質量責任、處理事故及采取預防措施意義重大。本文以某支承輥典型失效分析流程為范例,為類似事故的標準化分析處理提供指導。
2.1 宏觀現場勘查
現場宏觀勘查是處理所有零件失效問題必不可少的首要步驟,根據相關文獻資料,熱軋支承輥典型剝落都伴隨著疲勞裂紋的萌生及擴展,故類似“海灘”狀疲勞擴展痕跡是宏觀現場勘查的主要對象。此外,剝落的形貌、位置、尺寸等也是現場勘查的重要關注點。
國內某廠熱軋支承輥大面積剝落導致早期失效現場勘查如下:該支承輥輥身大面積剝落,幾乎遍布整個輥身軸向所有區域。距輥身非字端操作側方向450 mm 處可見明顯的“海灘”狀疲勞裂紋擴展軌跡,通道寬120 mm(見圖2)。
2.2 超聲波探傷
宏觀勘查僅能辨別肉眼可見的缺陷形貌、尺寸等信息,對于未剝落的輥身部位應輔助以超聲波探傷,掌握失效支承輥整體缺陷情況。
將上述失效支承輥輥身旋轉一周詳細探傷,發現疲勞擴展通道由距輥身端面250 mm、距輥面30 mm 深起周向螺旋擴展一周至70 mm 深,直至圖2中可見的疲勞擴展通道(見圖3)。

圖2 熱軋支承輥大面積剝落現場勘查

圖3 超聲波探傷定位疲勞擴展通道
該疲勞擴展通道由表面部位至30 mm 深處的輥面已剝落,表面裂紋源已隨大面積剝落一起掉落,但“海灘”狀擴展痕跡及方向清晰可見(見圖4)。經測量,表面裂紋源發生在距輥身邊部200 mm 范圍內。在此范圍內,沿裂紋源周向500 mm未剝落部位可見聚集性小剝落坑,進一步證明輥身邊部缺陷頻發的事實,而此聚集性小剝落坑即為本次大面積剝落裂紋源的早期缺陷形態。

圖4 疲勞擴展通道由表面至30 mm 深部位詳細形貌
2.3 使用記錄查詢
在掌握失效支承輥缺陷情況的基礎上,還需了解支承輥的使用數據,對缺陷形成原因進行初步判定。
該支承輥近五次上機正常時間均在兩周左右,每次上機磨損量2 mm 以內,盡管粗軋機軋制噸位高于精軋機,但并未顯著增加支承輥的在機磨損量,可以認為支承輥在機磨損及軋制噸位均在正常范圍內。連軋機支承輥正常下機磨削量多控制在2~3 mm,而該支承輥每次下機磨削量明顯偏大。尤其第三次僅上機7 天,下機磨削卻超過10 mm,由此推測支承輥使用狀態不佳,由于在機磨損局部產生裂紋、壓痕、小剝落坑等輥面缺陷,為去除缺陷,故下機磨削量較大(見表1)。
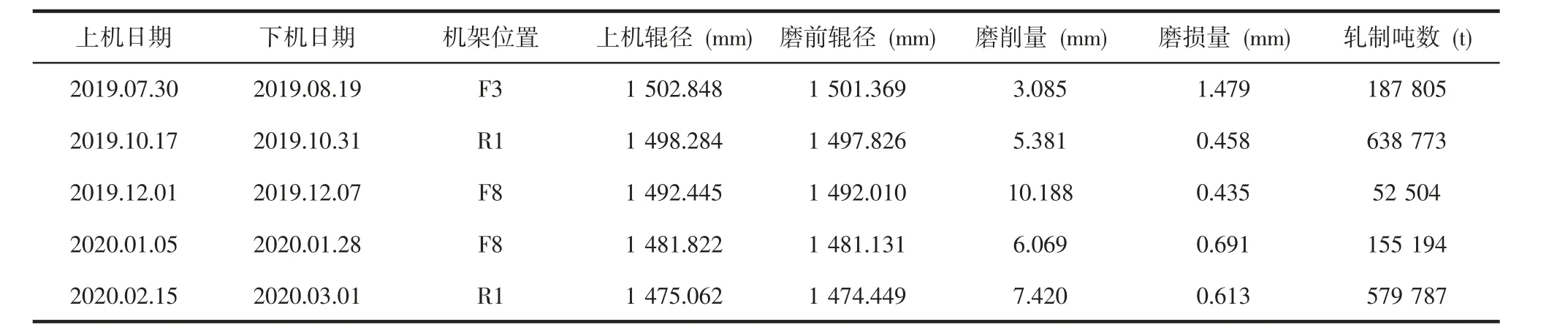
表1 失效支承輥近五次使用數據
綜上,筆者根據該支承輥失效表現出的疲勞裂紋擴展特性及使用記錄中磨削量的異常表現,初步判斷該支承輥大面積剝落失效的原因是輥身邊部在軋制過程中由于應力集中產生早期裂紋、小剝落坑等缺陷,這些缺陷在下機磨削時未除凈,而是作為疲勞裂紋源逐步向深處周向擴展,超過材料強度后輥面大面積脫落。
2.4 分析驗證
經確認該支承輥未發生過任何軋制事故,渦流歷史缺陷信號也未發現任何異常。為了驗證在距輥身端部200 mm 內是否存在應力集中現象,筆者分析各機架軋輥輥型及串輥情況:
該熱連軋機的工作輥均為凹輥輥型,輥身長度1 880 mm,F1~F7 工作輥均為正弦曲線(見圖5);F8 為CVC 曲線(見圖6)。圖中平滑曲線為工作輥磨后輥型;有明顯臺階的不平滑曲線為工作輥磨前輥型。可以發現,工作輥在每個軋制周期下機時,由于中間部位在機磨損而形成兩端280 mm 范圍內的高點,半徑落差可達0.2 mm。
圖5 正弦曲線工作輥輥型
圖6 CVC 曲線工作輥輥型
該支承輥輥身長1 700 mm,兩端各有150 mm長、深1.1 mm 的倒角,其余部位為平輥,輥系工作時無串輥。由此,在軋制過程中,隨著在機損耗,工作輥兩端280 mm 范圍內產生半徑方向0.2 mm 高點,在無串輥的情況下,支承輥兩端倒角150 mm 長略顯不足,即與支承輥輥面有280-150-90=40 mm 長的接觸區(見圖7),必然形成應力集中,加之整體軋制量偏大,疲勞硬化層逐漸累積,便在此部位形成了早期疲勞裂紋或小剝落(現場其他事故輥仍然可見),其作為裂紋源在軋制過程中持續向輥身徑向深處和周向擴展,最終導致大面積剝落事故的發生。
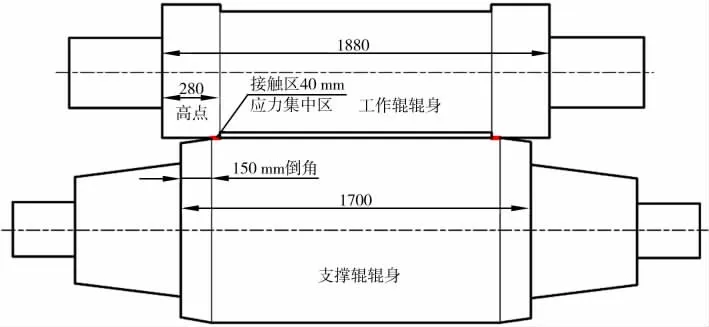
圖7 軋制過程中工作輥與支承輥輥面接觸情況示意圖
2.5 小結
本案例中工作輥與支承輥邊部接觸部位,隨著在機軋制磨損,會在支承輥輥身端面200 mm 左右形成應力峰值,在周期性軋制力的循環作用下,形成疲勞硬化,疲勞硬化層逐漸累積,導致早期小剝落的產生,并作為疲勞裂紋源在軋制過程中向深處周向擴展,最終導致大面積剝落事故。
3 預防與改進措施
(1) 建立良好的下機維護磨削制度,完善支承輥檢測手段,包括超聲波探傷及硬度檢測,一旦發現硬度偏高的現象,應加磨疲勞硬化層使輥身硬度降至技術要求的合理水平。
(2) 支承輥使用過程中一旦發現表面損傷應立即下機維護,去除表面缺陷,上機前應經過詳細表面波探傷或磁粉檢測等手段確保缺陷完全除凈,否則帶傷使用缺陷極有可能持續擴展,造成支承輥的提早報廢。
(3) 可根據板寬規格調整支承輥輥身兩端倒角長度,或設計卸應力型倒角,減少與工作輥接觸帶來的輥身邊部應力集中。
(4) 適當控制單周期軋制量有助于發現并及時處理早期剝落,避免大面積剝落失效的產生。例如某鋼廠1780 mm 不銹鋼熱軋控制制度,單周期過鋼量不超過20 萬t,對應軋制公里數不超過5 000 km。
4 結 語
(1) 以國內某熱軋支承輥大面積剝落事故為例,分析確定熱軋支承輥剝落事故原因是輥身邊部應力集中導致的疲勞裂紋擴展。
(2) 通過建立良好的下機維護磨削制度,上機前確保缺陷完全除凈;合理設計輥身倒角尺寸,適當控制軋制量,可有效預防熱軋支承輥輥身剝落事故的發生。
(3) 本文分析流程具有典型代表性,可為類似生產事故的規范化處理提供技術指導。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
