智能熱水壺主體復(fù)雜抽芯及隨形水路注塑模設(shè)計(jì)
2022-06-28 07:42:14胥永林張維合馮國樹宋東陽魏海濤
中國塑料 2022年6期
關(guān)鍵詞:模型
胥永林,張維合*,馮國樹,宋東陽,杜 海,王 靖,魏海濤
(1.廣東科技學(xué)院機(jī)電工程學(xué)院,廣東 東莞 523000;2.廣東華睿智連電子科技有限公司,廣東 東莞 523777)
0 前言
注塑模具中,側(cè)向抽芯機(jī)構(gòu)是最復(fù)雜結(jié)構(gòu)之一。模具每增加一個(gè)側(cè)向抽芯機(jī)構(gòu),其設(shè)計(jì)和制造成本將提高30%左右[1]。智能熱水壺主體注塑模具共有9個(gè)側(cè)向抽芯機(jī)構(gòu),其數(shù)量之多,結(jié)構(gòu)之復(fù)雜堪稱模具中的經(jīng)典。傳統(tǒng)模具冷卻水路以2D的形式分布,主要通過鉆削工藝加工。金屬3D打印的隨形水路,幾乎不受冷卻水路形狀的限制,水路分布可以更貼近型腔表面,達(dá)到均勻冷卻和快速冷卻的目的,從而大大提高成型塑件的精度和模具的勞動生產(chǎn)率。智能熱水壺注塑模具定模型芯和動模型芯采用隨形水路溫度控制系統(tǒng),取得了良好的經(jīng)濟(jì)效益。
1 塑件結(jié)構(gòu)分析
成型塑件為某款智能熱水器主體,見圖1,材料為ABS(鎮(zhèn)江奇美D-1000),收縮率0.5%[2]。塑件結(jié)構(gòu)特點(diǎn)及成型技術(shù)要求如下:(1)塑件尺寸較大,最大外圓直徑為φ136 mm,最大高度尺寸為239 mm。最小壁厚2.4 mm,最大壁厚8 mm,平均壁厚2.8 mm。(2)塑件結(jié)構(gòu)復(fù)雜,倒扣多。其中塑件外側(cè)面有3個(gè)垂直于開模方向的倒扣S1、S7、S8和1個(gè)與開模方向成19°的斜向倒扣S2,塑件內(nèi)側(cè)面有5處倒扣,包括小端內(nèi)側(cè)面倒扣S3、S4、S5、S6和大端內(nèi)側(cè)面倒扣S9。(3)塑件對模具的包緊力較大,成型塑件脫模困難。
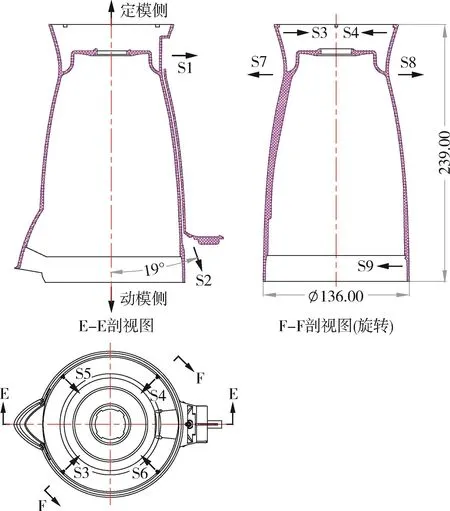
圖1 智能熱水壺主體塑件圖(單位:mm)Fig.1 Smart kettle shell
2 模具結(jié)構(gòu)設(shè)計(jì)
一模一腔,采用非標(biāo)模架,模具最大外形尺寸:600mm×500 mm×702 mm,重1.6 t,屬于中偏大型注塑模具[3]。模具結(jié)構(gòu)復(fù)雜,共有4個(gè)分型面,采用順序側(cè)向抽芯機(jī)構(gòu)和延時(shí)側(cè)向抽芯機(jī)構(gòu),溫度控制系統(tǒng)采用隨形水路。
2.1 澆注系統(tǒng)設(shè)計(jì)
模具采用熱流道和普通流道相結(jié)合的澆注系統(tǒng),熔體由熱射嘴進(jìn)入普通流道后經(jīng)四個(gè)潛伏式澆口,從塑件小端內(nèi)側(cè)圓周面進(jìn)入型腔,詳見圖2。這種澆注系統(tǒng)可以自動切斷澆口,且不會影響外觀和裝配[3]。
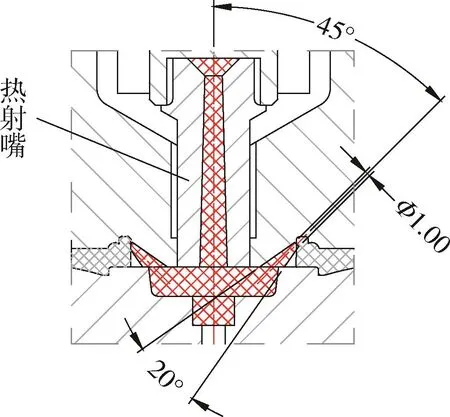
圖2 模具澆注系統(tǒng)(單位:mm)Fig.2 Gating system of the mold
2.2 側(cè)向抽芯機(jī)構(gòu)和定距分型機(jī)構(gòu)設(shè)計(jì)
成型塑件存在9處與開模方向不一致的倒扣,模具必須設(shè)計(jì)9個(gè)側(cè)向抽芯機(jī)構(gòu)。既有外側(cè)抽芯,又有內(nèi)側(cè)抽芯;既有與開模方向垂直的抽芯,又有與開模方向不垂直的傾斜抽芯。側(cè)向抽芯機(jī)構(gòu)不但數(shù)量多,而且結(jié)構(gòu)復(fù)雜。為了防止在側(cè)向抽芯過程中塑件受力變形,模具分3步進(jìn)行側(cè)向抽芯,側(cè)向抽芯順序?yàn)椋孩賁1、S3、S4、S5和S6;②S2和S9;③S7和S8。
倒扣S1由滑塊40成型,滑塊40上端面有T形槽,在定模A板3內(nèi)滑動,驅(qū)動滑塊40側(cè)向抽芯的是帶T型扣的鎖緊塊41,它既起驅(qū)動作用,又起鎖緊作用,鎖緊面與開模方向成30°夾角。鎖緊塊41固定在定模面板1上[4-5]。
倒扣S3、S4、S5和S6由4塊形狀相同的定模內(nèi)側(cè)滑塊30成型,驅(qū)動和鎖緊內(nèi)側(cè)滑塊30的是帶T形扣的4塊形狀相同的鎖緊塊29,鎖緊塊29也固定在定模面板1上,詳見圖3(d)。
當(dāng)分型面I打開時(shí),鎖緊塊41和29分別帶動外側(cè)滑塊40和內(nèi)側(cè)滑塊30,同時(shí)向外和向內(nèi)進(jìn)行側(cè)向抽芯。在限位釘45控制下,分型面I開模距離15 mm,滑塊40抽芯距離為8.7 mm,滑塊30的抽芯距離為3 mm,詳見圖3(b)和(d)。
倒扣S2由斜向滑塊38成型,固定于框板48上的導(dǎo)向塊37既起導(dǎo)向作用,又起驅(qū)動作用和鎖緊作用,即1件3用[6]。分型面II打開時(shí)導(dǎo)向塊37拉動斜向滑塊38進(jìn)行斜向抽芯。分型面II開模距離為15 mm,由彈簧13和限位釘14控制,斜向抽芯距離為15.9 mm,詳見圖 3(b)。
分型面II打開時(shí),倒扣S9同時(shí)完成動模內(nèi)側(cè)抽芯。倒扣S9由小滑塊33成型,驅(qū)動和鎖緊滑塊33的零件是固定于框板48上的帶T形扣的鎖緊塊34。
塑件的外側(cè)面倒扣S7和S8由兩個(gè)大斜滑塊8和24成型,兩個(gè)大斜滑塊在定模A板3內(nèi)滑行,耐磨塊29和撥動及導(dǎo)向塊47則裝在動模B板9上,詳見圖3(c)。撥動及導(dǎo)向塊寬度比斜滑塊側(cè)面槽寬度小5 mm,裝配后,驅(qū)動塊驅(qū)動面和斜滑塊槽的被驅(qū)動面有3 mm的間隙,這個(gè)3 mm間隙可以做到延時(shí)抽芯,保證分型面IV打開12.4 mm后才驅(qū)動斜滑塊進(jìn)行側(cè)向抽芯,詳見圖4。這樣設(shè)計(jì)的目的是在抽芯之前使塑件先脫離動模型芯10,以消除成型塑件對型芯10的包緊力。這樣抽芯完成后,推桿就可以輕松地將塑件推出模具,避免成型塑件脫模時(shí)受力變形。

圖3 智能熱水壺主體注塑模具結(jié)構(gòu)圖(單位:mm)Fig.3 Injection mold stracture of the smart kettle shell
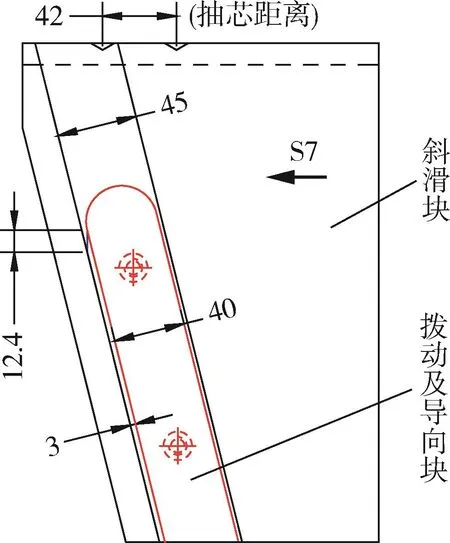
圖4 模具延時(shí)側(cè)向抽芯結(jié)構(gòu)(單位:mm)Fig.4 Delayed lateral core-pulling mechanism
順序側(cè)向抽芯和延時(shí)側(cè)向抽芯是模具結(jié)構(gòu)設(shè)計(jì)的創(chuàng)新點(diǎn)之一。
2.3 定距分型機(jī)構(gòu)設(shè)計(jì)
智能熱水壺主體注塑模具共有4個(gè)分型面,開模順序?yàn)椋悍中兔鍵→分型面II→分型面III→分型面IV。開模距離分別為:15、15、10、500 mm。為了控制4個(gè)分型面的開模順序和開模距離,模具設(shè)計(jì)了定距分型機(jī)構(gòu),該機(jī)構(gòu)包括尼龍塞39、開模彈簧42、限位釘45、限位釘46以及開模彈簧13、限位釘14,詳見圖3。分型面IV的開模距離則由注塑機(jī)控制。詳細(xì)的開模過程見第3節(jié)“模具工作過程”。
2.4 隨形水路溫度控制系統(tǒng)設(shè)計(jì)
成型塑件體積較大,且壁厚不均,成型過程中大量熱量傳給了動模型芯10和定模型芯2,傳統(tǒng)的冷卻水路采用鑲拼結(jié)構(gòu)不但會嚴(yán)重影響型芯的強(qiáng)度和壽命,而且無法將這些熱量及時(shí)傳出,嚴(yán)重影響成型周期和成型塑件的尺寸精度,成型塑件達(dá)不到設(shè)計(jì)要求和裝配要求,見圖5(a)。而且采用傳統(tǒng)水路時(shí)動模型芯10中間無法布置推桿,增加了脫模難度和取件時(shí)間。為此我校聯(lián)合廣東華睿智聯(lián)電子科技有限公司對智能熱水壺主體注塑模具溫度控制系統(tǒng)進(jìn)行了改良設(shè)計(jì),在動模型芯10和定模型芯2內(nèi)各設(shè)計(jì)了一種先進(jìn)的隨形水路溫度控制系統(tǒng),詳見圖5(b)。這種隨形水路根據(jù)型腔形狀等距離建構(gòu)3D隨形冷卻水道,無冷卻盲區(qū),所以模具各處溫度均勻[7-8],與傳統(tǒng)水路比較成型塑件的變形量由0.8 mm降至0.2 mm,減小了75%,尺寸精度提高了2級,達(dá)到了MT3(GB/T 14486—2008)。隨形水路不僅冷卻均勻,而且冷卻效率高,注射成型周期由34 s縮短至28 s,模具勞動生產(chǎn)率提高了約18%。采用隨形水路后,動模型芯無須鑲拼,這樣就方便布置推桿,成型塑件脫模困難的問題也解決了。
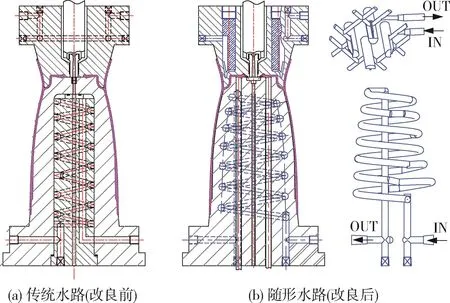
圖5 模具冷卻系統(tǒng)設(shè)計(jì)Fig.5 Cooling system of the injection mold
但隨形水路無法用傳統(tǒng)的鉆削加工工藝制造,必須采用先進(jìn)的3D打印技術(shù)制造。3D打印技術(shù)(增材制造)是基于離散材料逐層堆積成形的原理,依據(jù)產(chǎn)品的三維模型,不受復(fù)雜的隨形水路影響,能夠快速打印出模具零件。目前3D打印技術(shù)種類主要包括:立體光固化成型技術(shù)(SLA)、熔融沉積技術(shù)(FDM)、三維印刷技術(shù)(3DP)、選擇性激光燒結(jié)(SLS)等。動模型芯10和定模型芯2隨形水路采用選擇性激光熔化3D打印工藝制造[9-11],材料采用 Uddeholm AM Corrax?,它是奧鋼旗下的3D打印材料制造商開發(fā)的一款耐腐蝕3D打印模制鋼粉末材料,該材料可以防止冷卻通道中的沉積物堆積,從而防止腐蝕,能夠大大提高模具的壽命[12-13]。
熱水壺主體這類塑件的注塑模具以前均采用傳統(tǒng)水路,本次采用隨形水路并采用3D打印技術(shù)制造,雖然國內(nèi)隨著3D技術(shù)的成熟該技術(shù)用于模具越來越廣,但對于熱水壺主體這類注塑模具來說還是首次使用,是該模具結(jié)構(gòu)第二個(gè)創(chuàng)新點(diǎn)。
3 模具工作過程
(1)注射填充:熔體經(jīng)熱射嘴4進(jìn)入分流道,再由4個(gè)潛伏式澆口進(jìn)入型腔。(2)冷卻固化:熔體充滿型腔后,保壓、冷卻、固化。(3)開模:當(dāng)成型塑件固化至足夠剛性后,注塑機(jī)拉動動模底板20開模。①在定距分型機(jī)構(gòu)聚酰胺塞39和開模彈簧42的作用下,模具先從分型面I處打開,打開距離15 mm,由限位釘45控制。分型面I打開過程中,T形槽鎖緊塊41撥動定模滑塊40完成向外側(cè)向抽芯S1;同時(shí)T形扣鎖緊塊29(4件)拉動定模型芯30(4件)向內(nèi)完成S3、S4、S5和S6的側(cè)向抽芯。②接著在開模彈簧13的作用下,模具再從分型面II處打開,斜向滑塊38和內(nèi)側(cè)小滑塊33分別在T形槽滑座37和動模T形扣鎖緊塊34拉動下完成斜向抽芯S2和內(nèi)側(cè)抽芯S9。分型面II開模距離15 mm,由限位釘14控制。③在成型塑件對模具粘附力的作用下,模具再從分型面III處打開,打開距離10 mm,由限位釘46控制。分型面III打開過程中,定模型芯44脫離塑件,實(shí)現(xiàn)定模自動脫模。④最后模具從分型面IV處打開,打開距離500 mm,由注塑機(jī)控制。這一過程分兩個(gè)階段,分型面IV打開12.4 mm之前斜滑塊8和24不動,成型塑件在倒扣S7和S8的作用下脫離動模型芯10,分型面IV打開12.4mm后,撥動及導(dǎo)向塊47(共4件)驅(qū)動斜滑塊8和24完成S7和S8外側(cè)抽芯,斜滑塊的抽芯距離42 mm,由擋銷7和定位珠26控制。(4)塑件取出:成型塑件脫離定模型芯、動模型芯及格側(cè)向抽芯后,注塑機(jī)頂棍通過連接柱17推動推桿35、36將成型塑件和流道凝料推出。設(shè)計(jì)最后由機(jī)械手或人工取出。(5)合模:注塑機(jī)推動動模底板合模,T形扣鎖緊塊41推動滑塊40復(fù)位,T形扣鎖緊塊29(4件)推動定模型芯30(4件)復(fù)位,T形槽滑座37推動斜向滑塊38復(fù)位,T形扣鎖緊塊34推動內(nèi)側(cè)小滑塊33復(fù)位,定模板3推動斜滑塊8和24復(fù)位,斜滑塊8和24推動復(fù)位桿21,推動推桿固定板15和推桿35、36復(fù)位。模具接著下一次注射成型。
4 結(jié)論
(1)模具采用3步依次側(cè)向抽芯機(jī)構(gòu),成功解決了側(cè)向抽芯機(jī)構(gòu)數(shù)量多,抽芯力大,成型塑件易受力變形的難題;
(2)智能熱水壺主體對動模型芯包緊力大,而側(cè)壁又無法加推桿;模具采用延時(shí)抽芯機(jī)構(gòu),在斜滑塊8和24夾持下成型塑件先脫離動模型芯10,之后斜滑塊8和24向外抽芯;脫模之前所有的包緊力和粘附力都都消除了,成功解決了深腔類塑件脫模難題,這是該模具結(jié)構(gòu)第一個(gè)創(chuàng)新點(diǎn);
(3)與傳統(tǒng)水路相比,隨形水路不僅冷卻均勻,而且冷卻效率高;采用金屬3D打印技術(shù)制造模具成型零件隨形水路是最先進(jìn)的模具制造技術(shù),也是3D打印技術(shù)的四大應(yīng)用之一;智能熱水壺主體注塑模具采用3D打印隨形水路后,模具鑲件溫差降低了50%,注射成型周期縮短了約18%,變形量減小了75%,尺寸精度提高了2級,達(dá)到了MT3(GB/T14486—2008)。除此之外還有效保證模具成型零件強(qiáng)度;利用3D打印隨形水路技術(shù)后,綜合產(chǎn)能提高了2倍以上,這是該模具結(jié)構(gòu)第二個(gè)創(chuàng)新點(diǎn);
(4)模具設(shè)計(jì)過程中采用了多項(xiàng)先進(jìn)的創(chuàng)新技術(shù),試模一次成功;投產(chǎn)后模具運(yùn)行平穩(wěn)安全,成型塑件的外觀質(zhì)量和尺寸精度均達(dá)到了裝配要求和功能要求。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19