基于粉末成形的激光增材制造陶瓷技術研究進展
2022-06-28 02:06:46曹繼偉王沛劉志遠劉長勇吳甲民陳張偉
無機材料學報 2022年3期
曹繼偉, 王沛, 劉志遠, 劉長勇, 吳甲民, 陳張偉
基于粉末成形的激光增材制造陶瓷技術研究進展
曹繼偉1,2, 王沛1,2, 劉志遠1,2, 劉長勇1,2, 吳甲民3,4, 陳張偉1,2
(1. 深圳大學 增材制造研究所, 深圳 518060; 2. 廣東省電磁控制與智能機器人重點實驗室, 深圳 518060; 3. 華中科技大學 材料科學與工程學院, 材料成形與模具技術國家重點實驗室, 武漢 430074; 4. 華中科技大學 增材制造陶瓷材料教育部工程研究中心, 武漢 430074)
陶瓷以其優異的熱物理化學性能在航空航天、能源、環保以及生物醫療等領域具有極大的應用潛力。隨著這些領域相關技術的快速發展, 其核心零件部件外形結構設計日益復雜, 內部組織逐步走向定制化、梯度化。陶瓷具有硬度高、脆性大等特點, 較難通過傳統的加工成形方法實現異形結構零件的制造, 最終限制了陶瓷材料的工程應用范圍。激光增材制造技術作為一種快速發展的增材制造技術, 在復雜精密陶瓷零部件的制造中具有顯著優勢: 無模、精度高、響應快以及周期短, 同時能夠實現陶瓷零件組織結構靈活調配, 有望解決上述異形結構陶瓷零件成形問題。本文綜述了多種基于粉末成形的激光增材制造陶瓷技術: 基于粉末床熔融的激光選區燒結和激光選區熔化; 基于定向能量沉積的激光近凈成形技術。主要討論了各類激光增材陶瓷技術的成形原理與特點, 綜述了激光選區燒結技術中陶瓷坯體后處理致密化工藝以及激光選區熔化和激光近凈成形技術這兩種技術中所打印陶瓷坯體基體裂紋開裂行為分析及其控制方法的研究進展, 對比分析了激光選區燒結、激光選區熔化以及激光近凈成形技術成形陶瓷零件的技術特征, 最后展望了激光增材制造陶瓷技術的未來發展趨勢。
激光增材制造; 激光選區燒結; 激光選區熔化; 激光近凈成形技術; 陶瓷; 綜述
陶瓷材料具有優異的機械性能、熱穩定性能以及其他物理性能, 在航空航天、能源環保、生物醫療等領域具有廣泛的應用前景。隨著各應用領域的發展, 對陶瓷構件的制造技術水平提出了更高的要求: 日益復雜的結構設計、性能的定制化以及組織功能梯度化等。陶瓷材料硬度高、脆性大, 采用減材加工技術對刀具性能要求較高、成本昂貴, 且通常很難實現零件定制化以及組織與性能的靈活調配。增材制造(Additive manufacturing, AM)也稱3D打印, 通過累加成形原理, 能夠實現復雜結構零件成形及組織性能調控[1-2]。目前該技術已廣泛應用于聚合物、金屬、陶瓷等材質零部件的制造, 并發展演變出各具特色的增材制造技術。其中, 激光增材制造技術具有能量密度高、打印速度快、后處理工藝少等特點, 國內外科研機構與學者圍繞該技術展開了大量深入的科研探索。
激光增材制造陶瓷技術通常基于粉末燒結原理, 利用大功率激光束提供熱能, 對含有松散堆積陶瓷/固態黏結劑顆粒的粉床表面進行選區燒結/熔化, 或利用激光在沉積區產生熔池, 通過同軸噴頭送粉方式將陶瓷顆粒熔化/沉積, 最后基于層層堆疊原理實現陶瓷零件的成形。依據陶瓷送粉方式, 激光增材制造陶瓷技術分為鋪粉式的粉末床熔融(Powder bed fusion, PBF)和送粉式的定向能量沉積(Directed energy deposition, DED)技術。按照激光對陶瓷粉末的加熱程度, 粉末床熔融技術又包括激光選區燒結(Selective laser sintering, SLS)和激光選區熔化(Selective laser melting, SLM); 定向能量沉積技術也稱為激光近凈成形技術、激光熔化沉積技術、激光立體成形技術, 本文中統稱為激光近凈成形技術(Laser engineered net shaping, LENS)[3-4]。
本文主要介紹SLS、SLM以及LENS這三種基于粉末成形的激光增材制造陶瓷技術成形原理與國內外研究現狀, 重點分析討論了SLS技術中陶瓷致密化工藝以及SLM和LENS 技術中陶瓷裂紋控制方法研究進展, 對比了SLS、SLM以及LENS技術成形陶瓷的技術特征與優劣勢, 最后探討了各激光增材陶瓷技術目前存在的問題及未來發展趨勢。
1 激光增材制造陶瓷技術現狀
1.1 陶瓷激光選區燒結技術(Selective laser sintering, SLS)
陶瓷粉末一般具有很高的熔點, 直接燒結陶瓷顆粒所需激光能量較大, 燒結溫度較高。一種可行的方法是在基質陶瓷粉末上涂上或混合其他熔點/軟化點較低的材料作為陶瓷粉末的黏結劑。SLS技術[5]就是通過激光束加熱粉床表面, 使得黏結劑熔化并在陶瓷顆粒周圍形成玻璃相, 對陶瓷顆粒實現低溫黏結。隨后在前一打印層表面涂覆新的粉末層以備打印下一層, 如此往復循環直到完整打印設計的三維零件。SLS過程中已打印成形的結構始終被粉床中的粉末支撐, 所以無需額外設計和制造支撐結構。圖1所示為SLS工藝原理。
1990年, 德克薩斯大學奧斯汀分校的Laksh-minarayan等[6-7]基于氧化鋁的混合粉末體系, 首次論證了采用SLS制造復雜結構3D陶瓷零件的可行性。該研究將磷酸銨(NH4H2PO4)和氧化硼(B2O3)作為低溫黏結劑(熔點分別為190和460 ℃), 最終成功制作了齒輪、鑄造模具等三維陶瓷零件。SLS打印所需的黏結劑可以是有機聚合物材料[8-10]也可以是無機材料, 如金屬基低熔點材料和玻璃[7,11-16]。當黏結劑為有機聚合物時, 可將SLS陶瓷打印件放入高溫爐進行脫脂工藝來分解/去除有機黏結劑, 繼續升溫燒結成陶瓷零件; 當黏結劑為無機材料時, 依靠熱處理工藝無法完全去除黏結劑, 黏結劑只能殘留在基體中, 但可通過其與基質粉末反應轉化形成新的所需復合陶瓷材料。

圖1 陶瓷激光選區燒結技術(SLS)示意圖[1]
SLS成形的陶瓷零件坯體性能主要與材料自身特性以及激光–材料的相互作用有關。一方面, 陶瓷基質和黏結劑粉末要具有良好的流動性, 球形度較高的微米級顆粒, 其流動性能較好[17]。研究發現, 涂有黏結劑的復合粉末比混合黏結劑的復合粉末的零件強度更高。主要原因是黏結劑涂在陶瓷表面時復合粉末的分散性更好, 最終陶瓷制件中的缺陷更少, 強度也更高[18-20]。另一方面, SLS打印中激光束與材料之間的反應是一個非常復雜的過程。在激光快速燒結熔合過程中局部微觀相互作用的各種瞬態情況會影響所制造零件的微觀結構、機械性能和幾何尺寸, 必須予以重視。其中一個關鍵因素是作用于粉床的激光能量, SLS打印時, 所需的激光能量取決于混合粉末成分、粉末的熱力學性能, 如材料的熔點和導熱系數以及粉床的填充密度等條件。激光能量過低時, 黏結劑熔化不足, 會引起相鄰層粘合不牢, 進而導致生坯強度低; 而激光能量過高則容易引起黏結劑過度熔化甚至蒸發, 將會產生較大的幾何尺寸誤差, 最終導致零件打印失敗[21-22]。
SLS打印陶瓷零件時, 最終零件的燒結收縮率和孔隙率均較高。眾所周知, 結構陶瓷必須接近完全致密才能達到最佳的機械性能。為提升陶瓷件致密度, 可在SLS打印后使用浸漬、浸滲或冷/熱等靜壓等工藝對打印工件進行致密化處理[23]。圖2為提高陶瓷零件密度和機械強度的后處理工藝流程圖。
為提高零件致密度, Shahzad等[24-28]通過高溫準等靜壓工藝獲得了致密度高達94%的氧化鋁陶瓷[25]。而在制備ZrO2陶瓷零件時, 該團隊將 SLS與溫等靜壓(Warm isostatic pressing, WIP)結合, 最終零件致密度達到92%。圖3所示為致密化前后的零件[28]及其微觀組織, 可以看到經過一系列致密化工藝處理后, 零件尺寸收縮十分顯著, 內部組織經過等靜壓處理之后, 孔隙數量顯著減少。Wang等[29]將SLS成形的Si3N4陶瓷經過冷等靜壓(Cold isostatic pressing,CIP)處理, 也實現了打印陶瓷致密度和強度的提高。
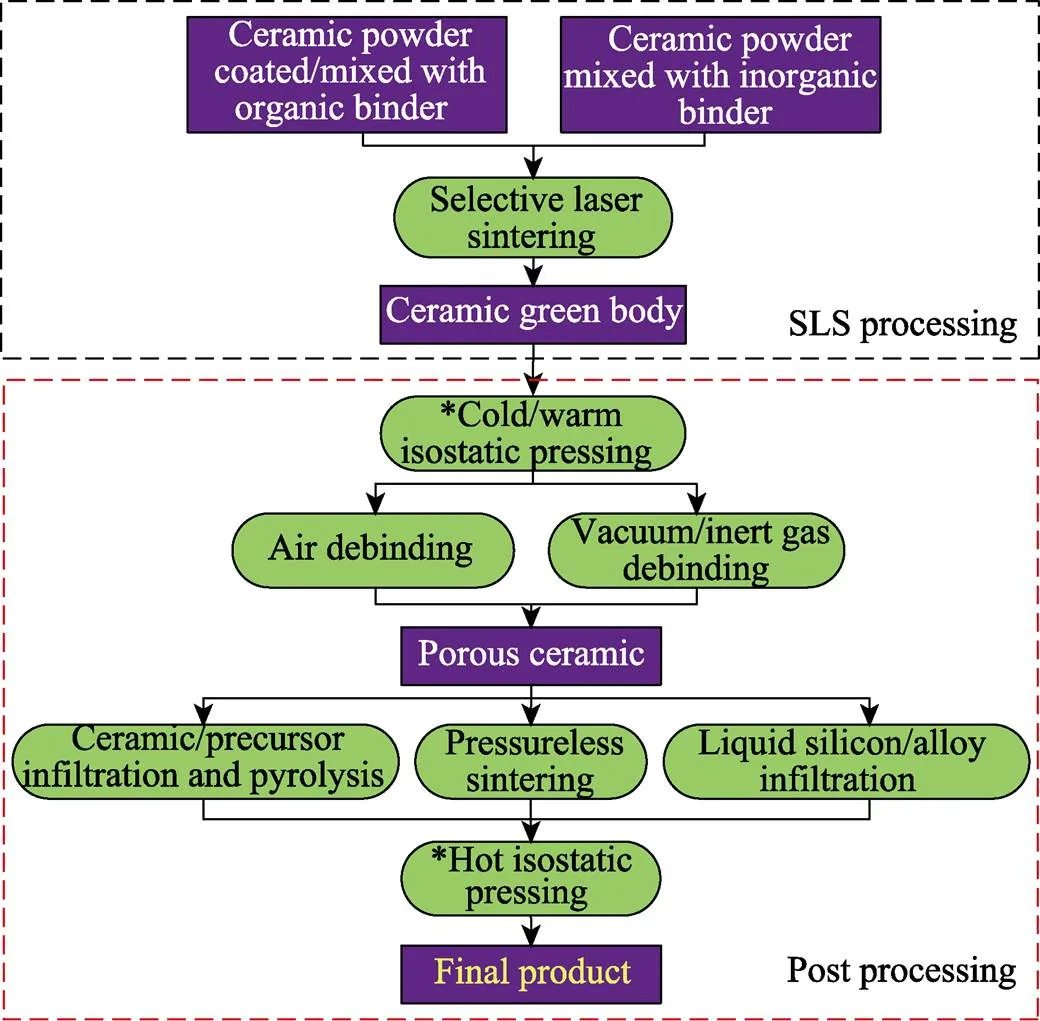
圖2 陶瓷零件SLS工藝流程及其它后處理工藝[1]
The process marked with asterisk * is optional. SLS: Selective laser sintering
華中科技大學史玉升團隊[16, 30-32]研究了冷等靜壓工藝對SLS打印的Al2O3陶瓷坯體致密度的影響。研究表明: 壓力越大, 陶瓷顆粒排布越密實, 陶瓷坯體的孔隙在很大程度被消除, 最終燒結后Al2O3陶瓷致密度可達92%。除通過復合等靜壓工藝提高SLS陶瓷致密度, 熔體浸滲方法也可以提高陶瓷坯體的致密度。該研究團隊在制備SiC陶瓷時, 首先采用SLS技術實現碳纖維預制體(Carbon fiber (Cf) preform)的成形, 如圖4(a~d)所示, 隨后進行液硅反應熔滲(Liquid silicon infiltration, LSI), 纖維預制體通過硅碳反應燒結成SiC陶瓷基復合材料, 其致密度可達99%以上[33-34]。采用反應熔滲工藝不僅能夠提高陶瓷坯體致密度, 而且陶瓷基體在熔滲前后幾乎無收縮(<1%)。然而, 反應熔滲工藝僅適合特定陶瓷復合材料, 同時在滲硅過程中基體內部和表面會引入脆性相的游離Si, 進而降低成形陶瓷零件的表面質量與力學性能。哈爾濱理工大學成夙 和汕頭大學曾濤等[35-37]通過SLS成形SiC等陶瓷基坯體后, 再經過多次先驅體浸漬裂解(Precursor infiltration pyrolysis, PIP)工藝完成了對SiC陶瓷零件的致密化(圖4(e~h))。與前述反應燒結SiC陶瓷工藝相比, PIP工藝制備的陶瓷零件表面質量較好, 但內部閉氣孔隙率較高, 制備周期較長。為降低氣孔率, 該團隊在SLS成形的SiC陶瓷坯體進行PIP工藝前, 引入冷等靜壓工藝。最終所制備的SiC陶瓷氣孔率從28.95%降低至22.03%。
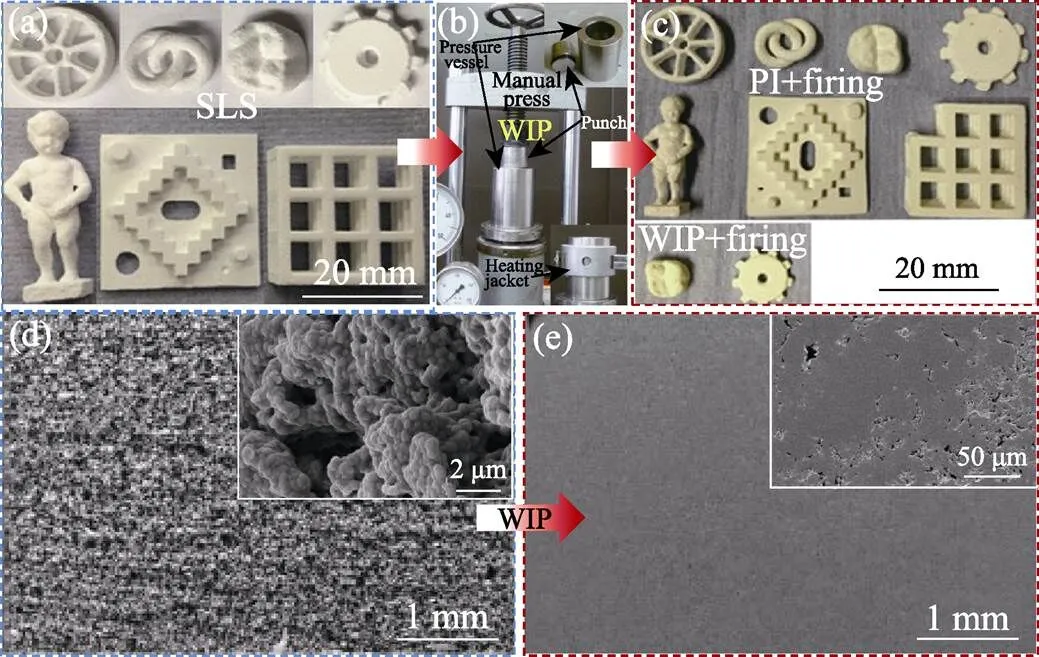
圖3 SLS結合等靜壓制備ZrO2陶瓷零件及其微觀形貌[28]
(a, d) ZrO2ceramic green bodies and their morphologies printed by SLS; (b) Warm isostatic pressure equipment; (c, e) ZrO2ceramics and their microstructures after warm isostatic pressing sintering. SLS: Selective laser sintering; WIP: Warm isostatic pressing
為保證結構承載陶瓷零件強度, 需要保證其較高的致密度, 因此SLS成形坯體后需要大量的后處理致密化工藝。然而, 對于多孔功能、功能–結構陶瓷, 功能性往往依賴于其多孔結構特點, 而對其強度要求較低。因此, 在燒結多孔陶瓷時往往并不需要后續繁多的致密化工藝。華中科技大學報道了多孔莫來石(Mullite)、Al2O3、Si3N4陶瓷SLS成形方法的研究[38-40], 如圖5所示。該研究中, 通過表面改性等方法在陶瓷顆粒表面制備各種有機、無機涂層, 最終獲得具有核殼結構的可打印陶瓷粉末。其中, 有機涂層不光能夠實現SLS過程中粘結陶瓷顆粒的作用, 脫脂后有機涂層脫除后會形成新的孔道結構, 提高了多孔陶瓷的孔隙率與比表面積。而無機涂層在SLS過程中會形成晶須納米線, 有望提高多孔陶瓷的機械性能。
與其他增材制造多孔陶瓷一樣, SLS打印的多孔陶瓷在生物醫學應用中也越來越受歡迎, 特別是在組織工程中打印具有一定生物相容性的復雜結構支架, 如圖6所示, 其中黏結劑含量體積分數可達60%。例如由陶瓷–聚合物混合粉末制成的骨植入物, 如羥基磷灰石–磷酸三鈣(HA-TCP)[10], 羥基磷灰石–聚碳酸酯(HA-PC)[42], 碳酸鈣–聚乳酸(CC-PLLA)[43], 羥基磷灰石–聚醚醚酮(PA-PEEK)[9]和二氧化硅–聚酰胺(SiO2-PA)[44]; 以及陶瓷–玻璃復合材料如羥基磷灰石–磷酸鹽玻璃[45], 磷灰石–莫來石[46-47]和磷灰石–硅灰石[14]。在SLS打印過程中, 這些材料的黏結劑一般選擇低熔點聚合物和玻璃。
在結構陶瓷領域, 盡管SLS打印的陶瓷坯體孔隙率較高, 但通過優化打印工藝參數, 并結合浸漬和等靜壓以及反應熔滲等后處理工藝, 仍能夠制造出具有較高強度和高致密度的陶瓷零件。而在多孔陶瓷領域, 尤其是多孔生物陶瓷, SLS打印件所需后處理工藝較少, 且可打印材料種類較多。因此, 在功能和結構多孔陶瓷制造中均有廣泛的應用。
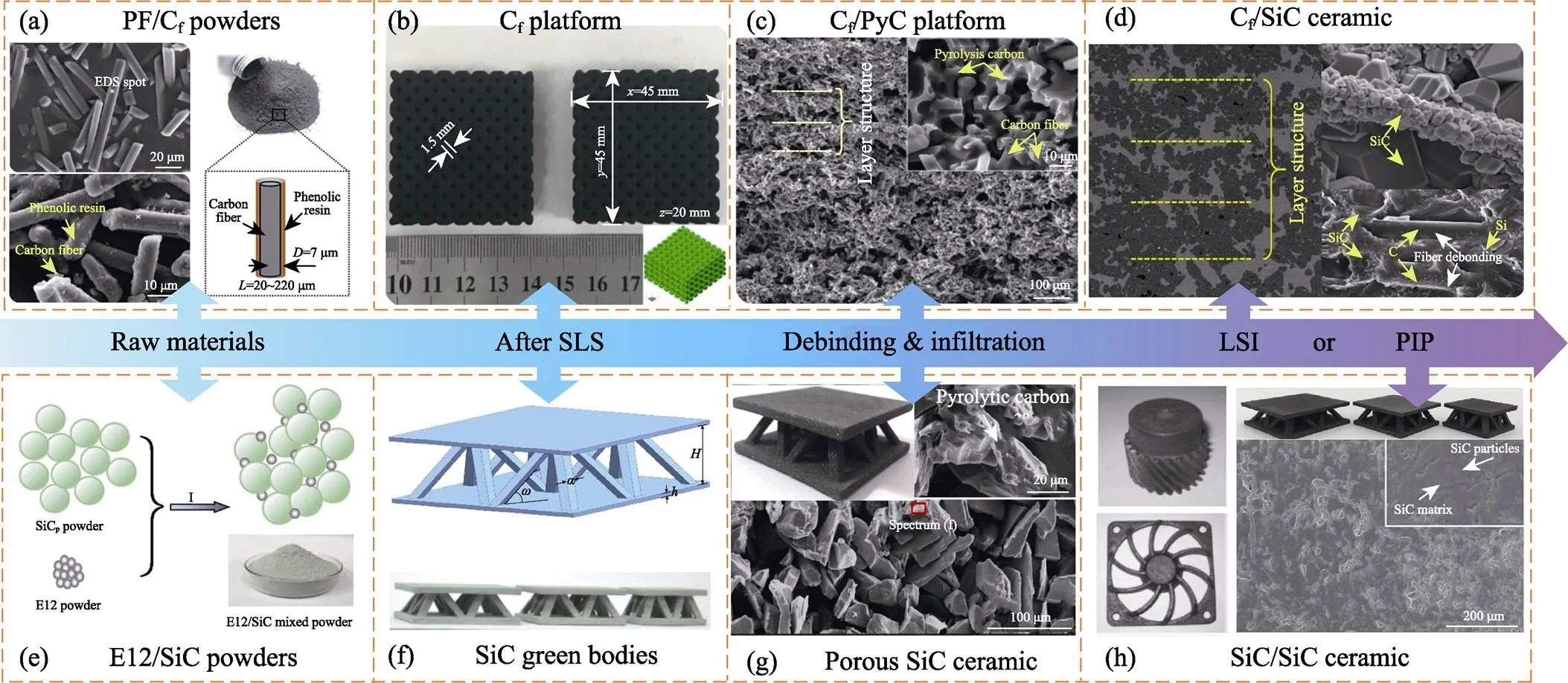
圖4 SiC陶瓷及其復合材料零件SLS制備過程[33,36-37]
(a-d) Reaction sintering of Cf/SiC ceramic matrix composites by SLS technology; (e-h) SLS preparation process of SiC/SiC ceramics
PF: Phenolic resin; Cf: Carbon fiber; SLS: Selective laser sintering; LSI: Liquid silicon infiltration; PIP: Precursor infiltration pyrolysis
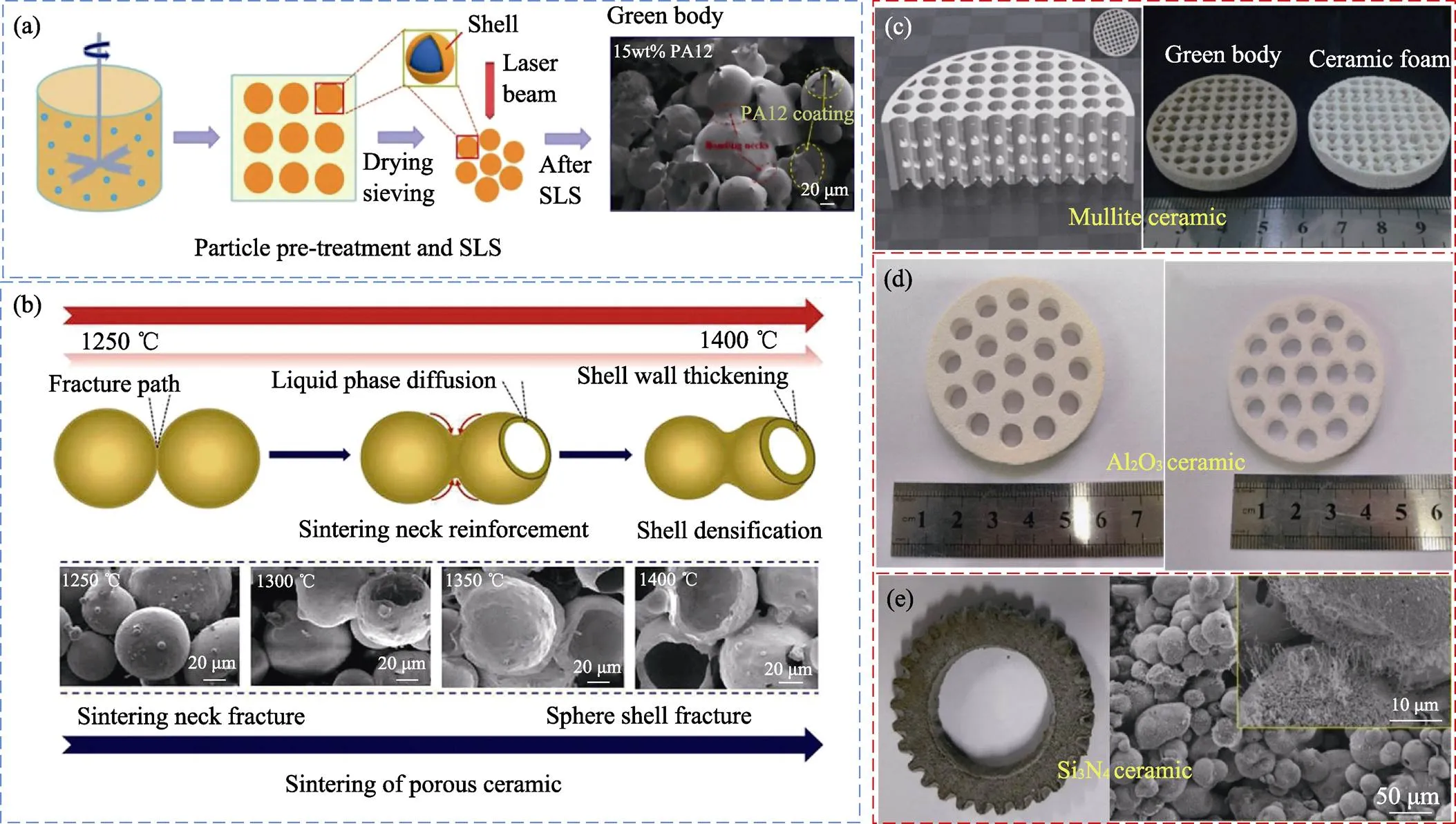
圖5 多孔陶瓷SLS制備方法[38-41]
(a) Pre-treatment of ceramic particles and SLS; (b) Sintering of porous ceramic; (c) Porous mullite ceramic; (d) Porous Al2O3ceramic; (e) Porous Si3N4ceramic SLS: Selective laser sintering

圖6 SLS打印的多孔陶瓷在生物醫學上的應用
(a, b) CC-PLLA porous skull scaffolds and their mechanical properties[43]; (c, d) Porous biological ceramic scaffolds and their micromorphologies[48]
SLS: Selective laser sintering
1.2 陶瓷激光選區熔化技術(Selective laser melting, SLM)
1996年, 德國弗勞恩霍夫激光技術研究所(ILT)研發成功SLM技術[49], 該技術通常被認為是基于SLS技術演變而來。與SLS成形陶瓷的工作原理相似, SLM也是通過高能束激光加熱粉床粉末實現零件打印。不同的是, SLM使用的激光源能量密度更高, 激光逐層掃描將粉床中陶瓷粉末完全熔化再凝固成形, 整個成形過程不需要借助低熔點黏結劑的融合作用。由于陶瓷粉末被完全熔化, 因此也不需要經過后處理加熱燒結工藝。圖7所示為SLM工藝示意圖。
影響SLM陶瓷零件整體質量的因素也很多, 如陶瓷粉末特性、打印工藝參數、打印策略和取向、后處理工藝以及打印過程中激光–粉末和粉末–粉末之間相互的物化作用等。在打印工藝參數中, 分層厚度是一個重要的因素, 它對零件的打印總時長和表面質量有很大影響。較小的分層厚度會降低零件表面粗糙度, 但會使零件打印總時間更長; 而較大的分層厚度盡管能提高打印效率, 但會導致顯著的臺階效應。而分層厚度設置依賴于熔化深度, 這與光固化增材制造過程中分層厚度與透射深度的關系類似。因此, 為兼顧打印質量與效率, 仍需要對SLM各種打印工藝參數進行優化組合。
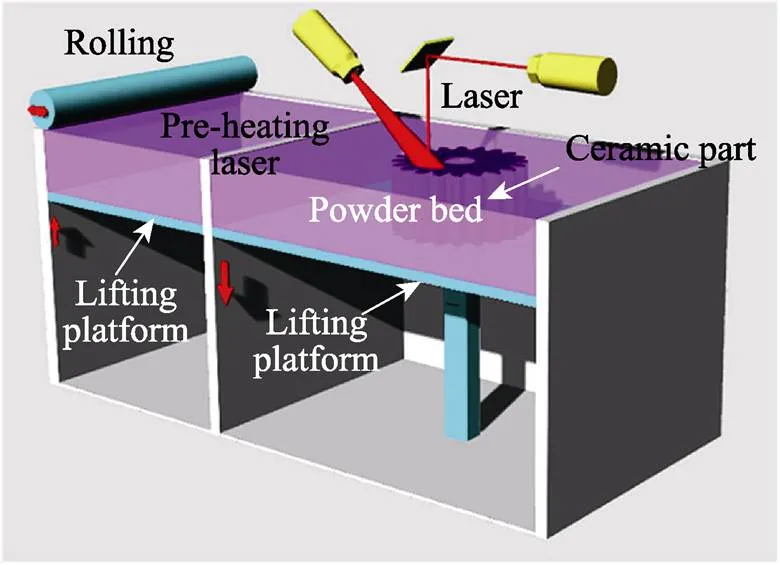
圖7 陶瓷激光選區熔化技術(SLM)示意圖[1]
SLM技術存在一個重要問題: 激光掃描時每次極短的局部劇烈升溫和急速冷卻會導致打印件基體內產生較大的熱應力[50]。陶瓷材料的抗熱震性能有限, 因此, 其燒結件極易在熱應力的作用下產生裂紋和變形。Shishkovsky等[51]報道了使用SLM制造ZrO2零件的研究, 結果在陶瓷基體上出現了明顯的裂紋和變形(圖8(a))。Deckers等[52]使用SLM制造Al2O3零件, 其相對密度僅為85%。盡管對粉末涂覆處理, 并優化了激光掃描參數, 最終陶瓷組織產生較大的殘余氣孔, 基體內出現較大裂紋, 如圖8(b, c)所示, 且打印過程中粉末完全熔化(圖8(d))。Bertrand等[53]報道了采用SLM制造ZrO2-Y2O3陶瓷零件, 最終零件相對密度也極低, 僅為56%, 即使經過進一步熱處理也無法改善。Mercelis等[50]研究了SLM制造零件中殘余應力的來源, 并建立了一個簡單的理論模型來預測殘余應力的分布。結果表明, 掃描方式對殘余應力有較大影響, 垂直于掃描方向的應力大于平行于掃描方向的應力。此外, 激光掃描時間過短也會導致粉末熔化不足, 最終陶瓷基體中產生較大的殘余氣孔, 零件表面質量較差。

圖8 SLM打印的陶瓷及其微觀缺陷[51-52]
(a) ZrO2sample; (b, c) Al2O3samples and cracks; (d) Un-melted alumina balls
西北工業大學蘇海軍團隊[54]采用SLM技術制備了Al2O3/GdAlO3/ZrO2三元共晶陶瓷, 并探索了SLM過程中陶瓷基體閉氣孔以及表面凹點的形成原因, 如圖9所示。陶瓷粉末本身含有大量的氣體, 在激光作用下, 陶瓷顆粒熔化成熔池的瞬間, 陶瓷顆粒周圍的氣體即被陶瓷熔池所包裹。而在陶瓷凝固時, 氣泡沿著固液界面向熔池中心與表面運動。當氣泡運動速率低于凝固速率時, 即在陶瓷基體內形成閉氣孔; 而當氣泡運動速率與凝固速率相當時, 氣泡隨著凝固界面一起發展到試樣表面, 最終在試樣表面形成凹坑。該研究最終通過優化打印工藝發現, 當掃描速度小于12 mm/min時, 可有效抑制這些閉氣孔、凹坑等缺陷。
至今, 研究人員基于SLM打印工藝, 衍生發展了多種改進的增材制造方法, 并將其用于制造陶瓷零件。為了提高SLM的粉床堆積密度, 避免出現低燒結密度和開裂現象, 研究人員還開發了基于泥漿的SLM[55-56]技術, 如漿體形態, 以代替干粉涂覆。相比于粉末形態, 漿體形態具有更高填充率和均勻性的優點, 應用前景較好。Gahler等[56]已經制備了固相含量體積分數高達63%的高流動性Al2O3-SiO2混合陶瓷水基漿料, 打印時, 使用刮刀刮平漿料表層。由于SiO2熔點低, 打印時產生液相, 因此最終制造的零件表面光滑, 相對密度高達92%。在隨后的發展中他們又通過相同工藝打印了各種結構陶瓷制品, 但均無法實現完全致密化[57-58]。
盡管研究人員已經在陶瓷SLM方面做了大量工作, 但目前來看該技術成形的陶瓷零件應用領域仍然十分有限。主要原因是所成形陶瓷零件仍然有較多缺陷: 較大孔隙率、較粗糙表面及較大精度誤差等。同時SLM很難實現致密、各向同性陶瓷零件的制造。因此, 還需要進一步在初始粉末材料設計、打印制備工藝等方面做更多的研究, 為實現真正無缺陷、高精度、全致密陶瓷零件的制造提供理論與技術指導。
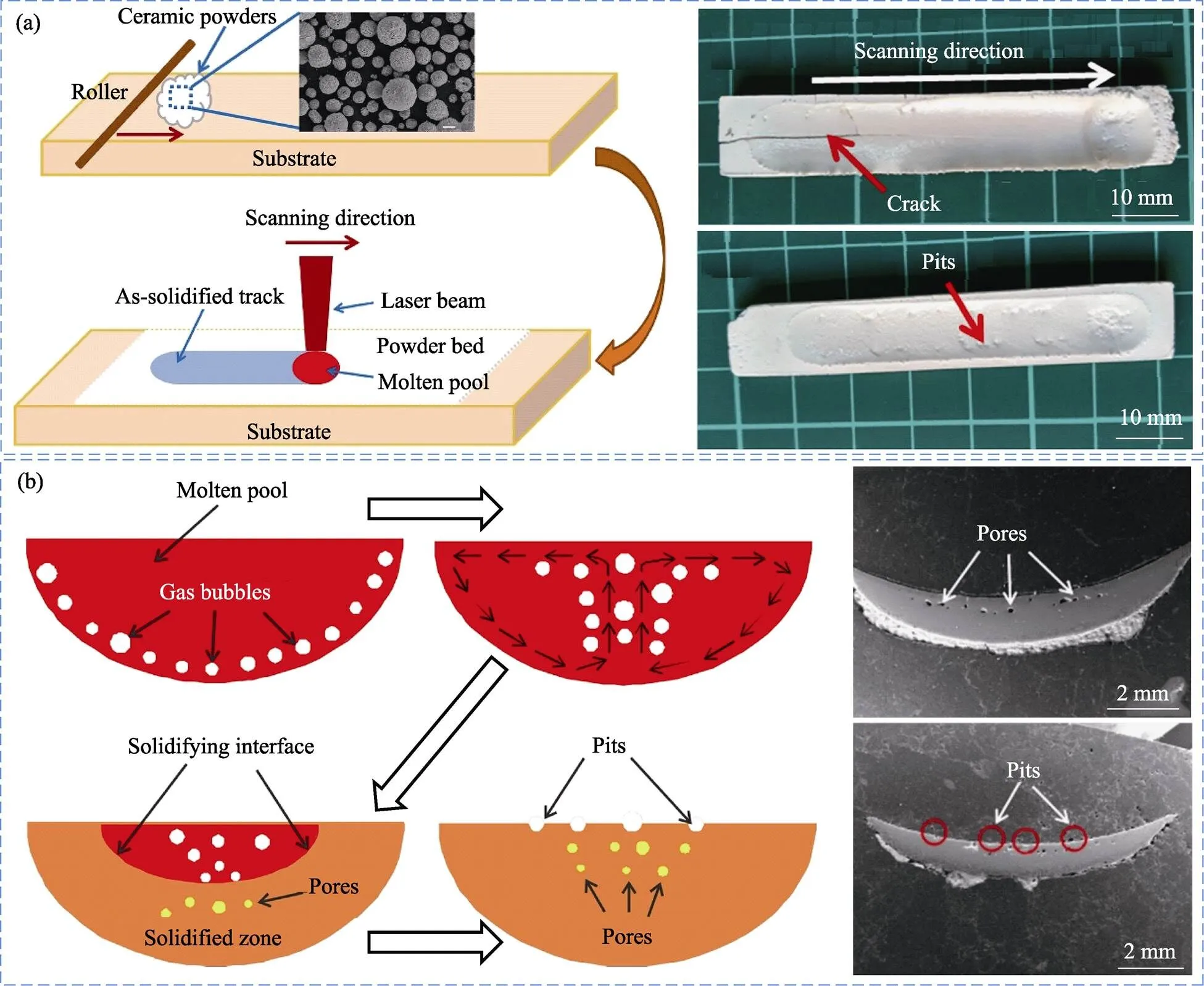
圖9 SLM陶瓷基體內部閉氣孔和表面凹點形成的原因[54]
(a) SLM printing process and Al2O3/GdAlO3/ZrO2ternary eutectic ceramics; (b) Formation process of the closed pores and pits
1.3 陶瓷激光近凈成形技術(Laser engineered net shaping, LENS)
美國Sandia 國立實驗室于1998年將激光增材制造和激光溶覆工藝相結合提出激光近凈成形技術(LENS)[59-60]。在LENS打印過程中, 激光束移動的同時, 陶瓷粉末被同軸/單側沉積到指定的激光光斑區域, 隨即形成陶瓷熔池[61]并進行打印, 如圖10所示。
Balla等[60]利用LENS制備了圓柱形、立方體和齒輪狀的Al2O3零件, 其相對密度達到94%, 但獲得的陶瓷力學性能具有各向異性。盡管后續采用了熱處理工藝, 但未能改變其強度和各向異性特質, 晶粒尺寸反而從6 μm增大到200 μm。當施加拉伸載荷時發現陶瓷沿柱狀晶界出現裂紋。大連理工大學吳東江團隊[62, 64-68]利用LENS打印了具有微晶結構的全致密簡單形狀Al2O3-YSZ/YAG零件。在快速升溫熔化與冷卻凝固過程中, 片狀集落的共晶間距達到100 nm, 最終所制備陶瓷的力學性能與傳統燒結方法制備的陶瓷相當, 如圖11所示。
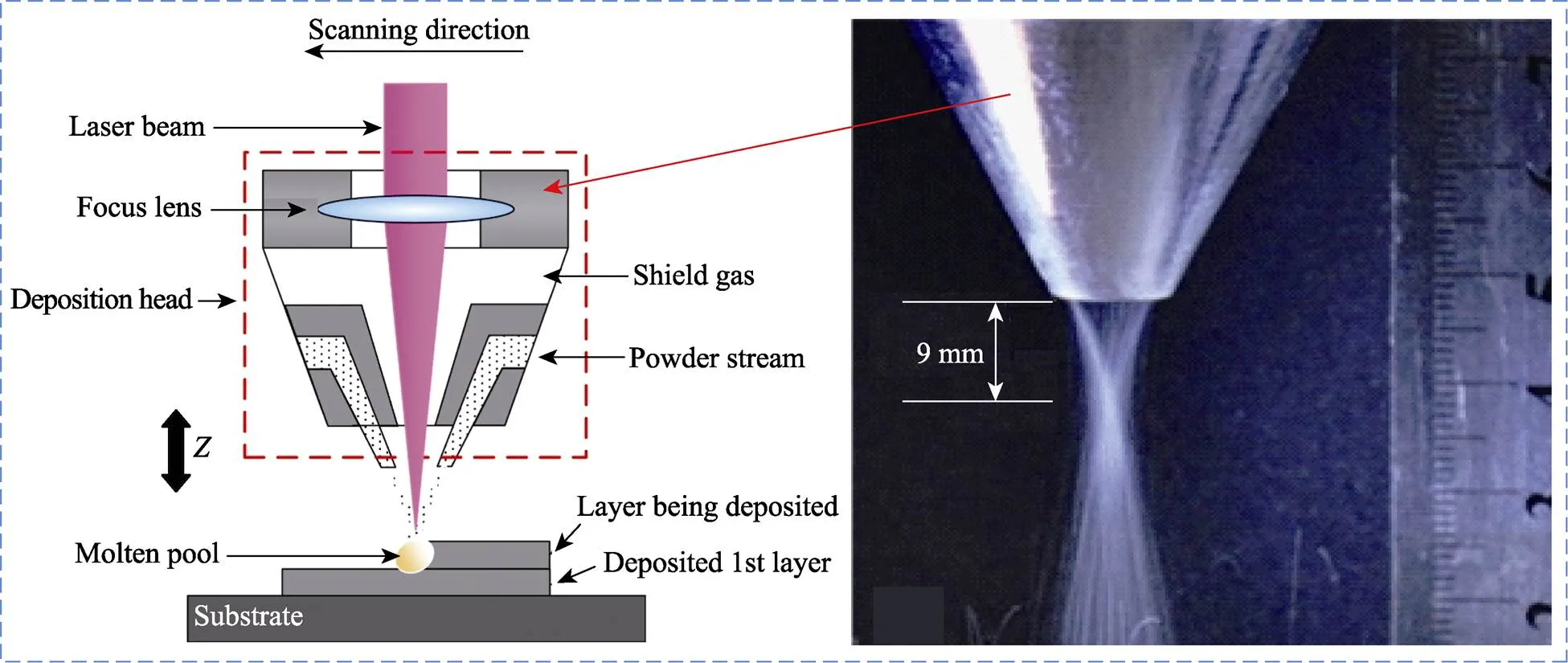
圖10 陶瓷激光近凈成形技術(LENS)示意圖[62-63]

圖11 LENS打印的陶瓷試樣[62,67]
(a) Al2O3spherical particles; (b, c) Large-sized cylindrical Al2O3ceramic, stress-strain curve and fracture morphology of Al2O3ceramic; (d) Single-bead wall part fabricated with different laser power; (e) Typical geometry of the cross-section of a single-bead wall part
西北工業大學蘇海軍團隊[69-71]研究了Al2O3- YAG、Al2O3/GdAlO3/ZrO2等Al2O3基多元共晶陶瓷的LENS成形工藝以及所制備陶瓷材料微觀組織特征形成機制及力學性能。目前, 該研究團隊采用LENS技術已制備了直徑為45 mm、高度大于250 mm的大型Al2O3/GdAlO3/ZrO2三元共晶陶瓷棒(圖12), 并通過熱處理的方法消除了沉積態共晶陶瓷的組織不均一性。研究發現共晶陶瓷的粗化行為符合Graham-Kraft模型, 共晶間距隨熱處理時間呈線性增大。不過, 從已報道的文獻中可以看出, LENS技術尚處于研發初期階段, 目前均是完成了對棒狀以及單道陶瓷薄壁制件的成形, 其對異形結構零件的成形能力仍較低。
2 激光增材制造陶瓷過程中的熱致裂紋控制
采用立體光固化、材料噴射/擠出等增材制造技術打印陶瓷零件時, 陶瓷漿料/粉末處于常溫/低溫且溫差變化較小的條件下, 因此成形的陶瓷坯體沒有熱致裂紋的問題。然而在基于粉末成形的激光增材制造技術中, 陶瓷粉末經歷高能激光束的瞬態加熱和冷卻, 在固–液–固轉化過程中存在收縮變形效應, 進而在成形構件內部產生復雜應力。而陶瓷材料自身的硬脆特性最終在應力的作用下極易產生裂紋。由于SLS技術使用的陶瓷–黏結劑復合粉末對溫度梯度的耐受性更為良好, 因此在打印陶瓷零件時較少產生裂紋。然而采用SLM和LENS技術打印陶瓷零件時, 陶瓷層之間瞬間溫差急劇變化會產生巨大的梯度熱應力進而在陶瓷基體中誘發裂紋。因此, SLM和LENS成形陶瓷過程中的熱應力控制與裂紋抑制是目前研究的重點與難點。
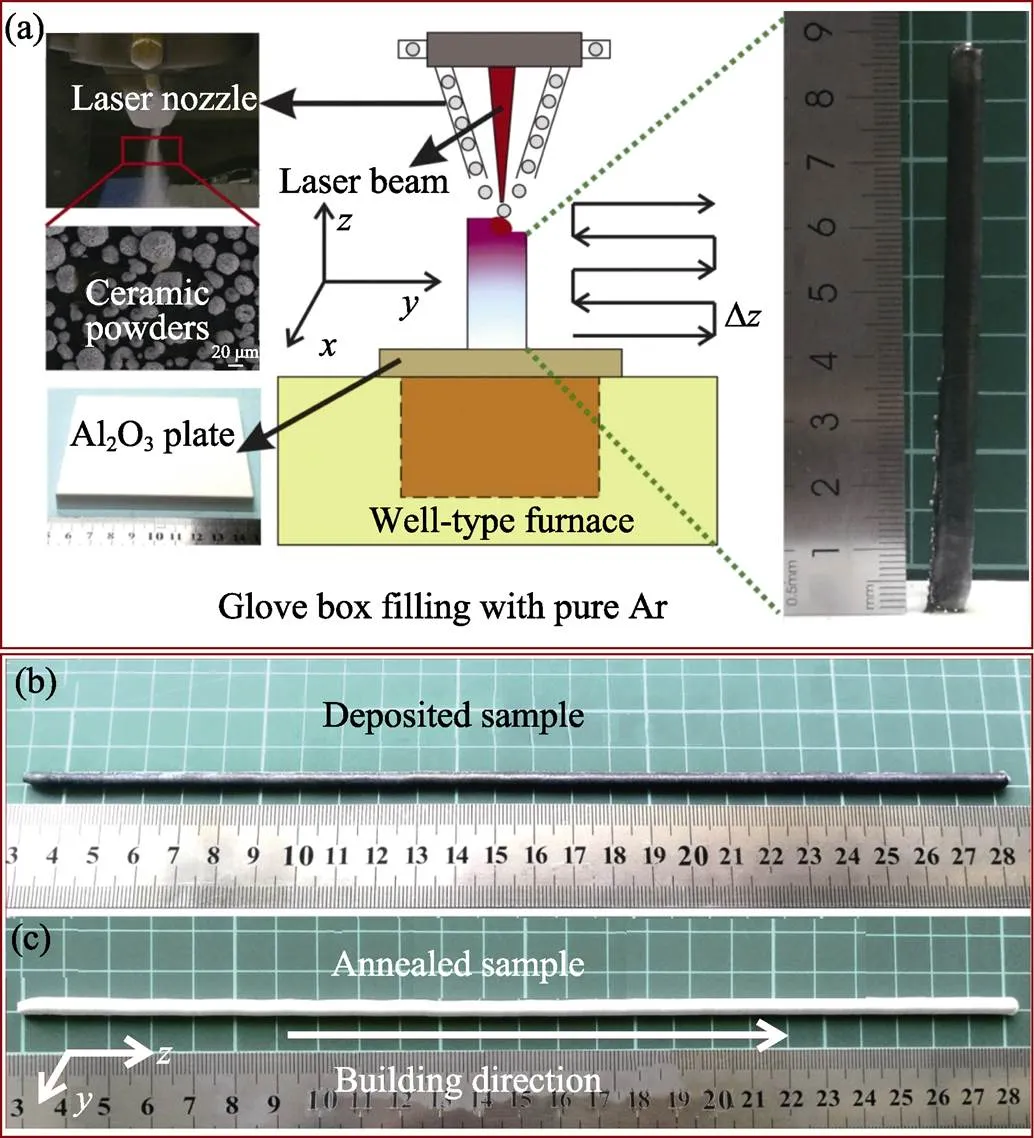
圖12 Al2O3/GdAlO3/ZrO2共晶陶瓷[70]
(a) Ceramic shaping process; (b) Eutectic ceramic sample; (c) Annealed eutectic ceramic sample
研究發現, 預熱陶瓷粉床可以有效減少由熱應力引起的裂紋和變形等[72-73]。德國弗勞恩霍夫激光技術研究所的Wilkes等[72, 74]采用SLM打印陶瓷時, 將純ZrO2和Al2O3粉末的共晶混合物作為初始粉末, 通過CO2激光高溫預熱系統對粉床進行預熱(預熱溫度可達1700 ℃), 使用Nd:YAG激光進行陶瓷粉床選區熔化(圖13(a)), 該方法可有效防止溫度梯度引起的裂紋, 并且無需后處理即可獲得抗彎強度大于500 MPa的全致密均勻微觀組織陶瓷零件。盡管如此, 高熔點陶瓷材料要求預熱溫度高于1000 ℃,而接近熔點的溫度將產生較大的熔池尺寸, 使得低粘度熔融陶瓷材料滲透到周圍未熔化的粉末間隙中, 最終導致打印件的尺寸誤差增大, 零件表面質量較差; 同時陶瓷零件在高度方向上的溫度梯度仍然存在, 這種自上而下的整體激光粉床預熱只能制造壁高<3 mm的小型零件。在LENS技術中, 為克服CO2激光預熱在高度方向上的溫度梯度, 第四軍醫大學和西北工業大學等[75]打印ZrO2/Al2O3陶瓷時, 提出了自下而上的感應預熱法(圖13(b)), 這種預熱方法在制造較大零件時可達到最小化溫度梯度的目的, 最終抑制了ZrO2/Al2O3陶瓷在凝固過程中產生的凝固缺陷和縮孔。此外, 在冷卻凝固過程中對陶瓷進行同步結晶可能會產生微晶結構, 引發晶界強化, 使打印陶瓷件獲得優異的力學性能[76]。
除了采用預熱方法外, 國內外研究團隊還通過打印掃描策略、引入超聲振動等方式來抑制打印陶瓷熱裂紋, 如圖14所示。Mishra等[78]采用激光直接沉積工藝打印Al2O3陶瓷塊體時發現, 當打印掃描角度=45°或者67°時, 陶瓷基體內雖然仍然有閉氣孔, 但內部的裂紋明顯減少。而Wu和Cong等[63, 66]在LENS技術上, 引入超聲輔助振動來減少打印過程中Al2O3-ZrO2陶瓷基體形成的裂紋, 并從晶體學角度討論了超聲細化晶粒的作用。研究發現, 在LENS工藝中引入超聲振動, 產生了非線性聲流和瞬態空化作用, 有助于均勻化材料彌散, 平滑熱梯度, 細化晶粒, 抑制了裂紋的萌生和沿沉積方向的擴展, 最終可提高陶瓷力學性能。未來的研究應集中在成形陶瓷零件的表面質量, 進一步提高機械強度等研究上, 并促進該技術從實驗室向工業應用轉化。
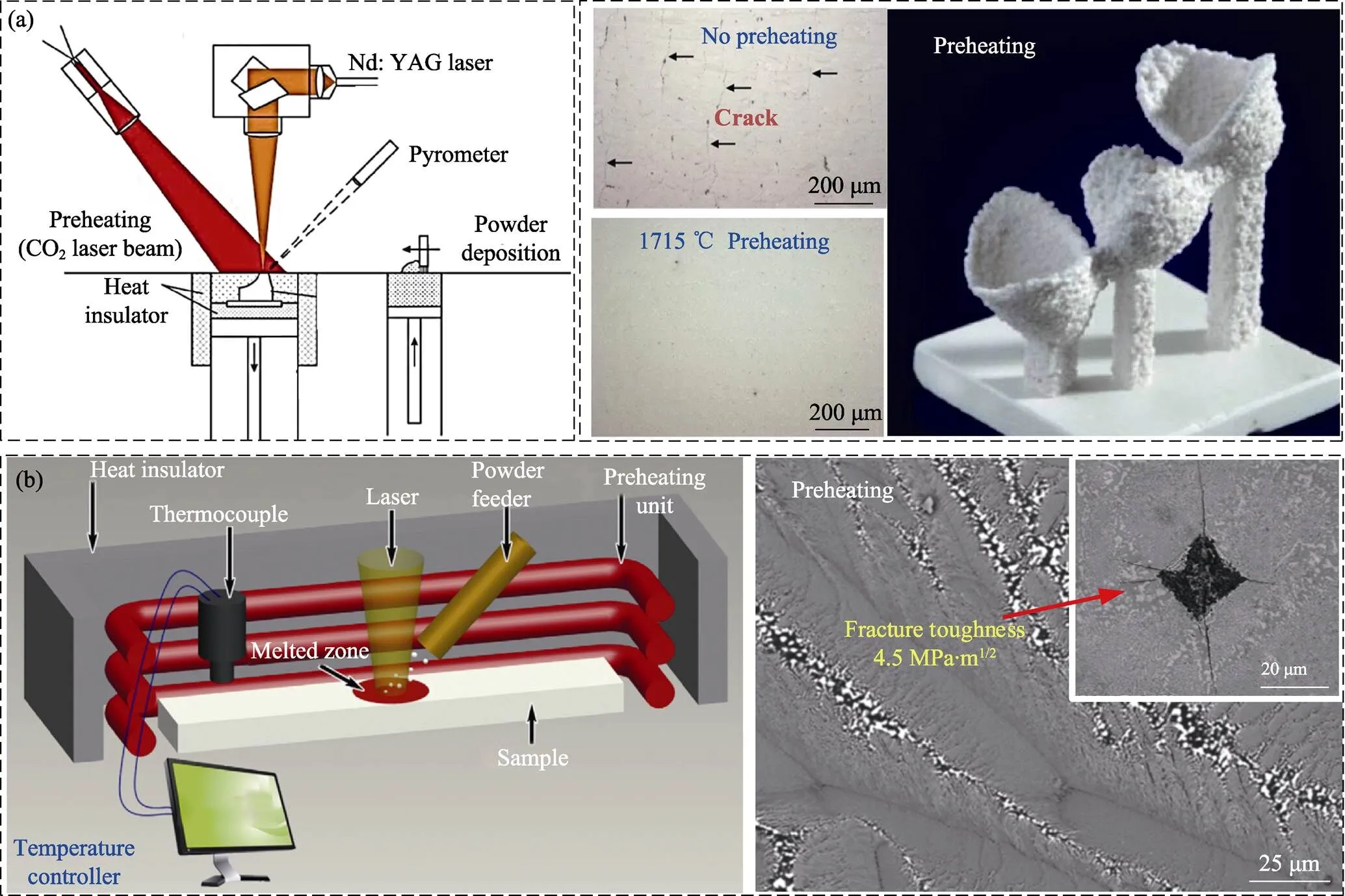
圖13 SLM-CO2激光預熱方式和LENS-感應預熱方式及其制備的陶瓷
(a) CO2laser preheating method and ZrO2/Al2O3ceramic prepared by SLM[77]; (b) Induction preheating method and ZrO2/Al2O3ceramic prepared by LENS[75]
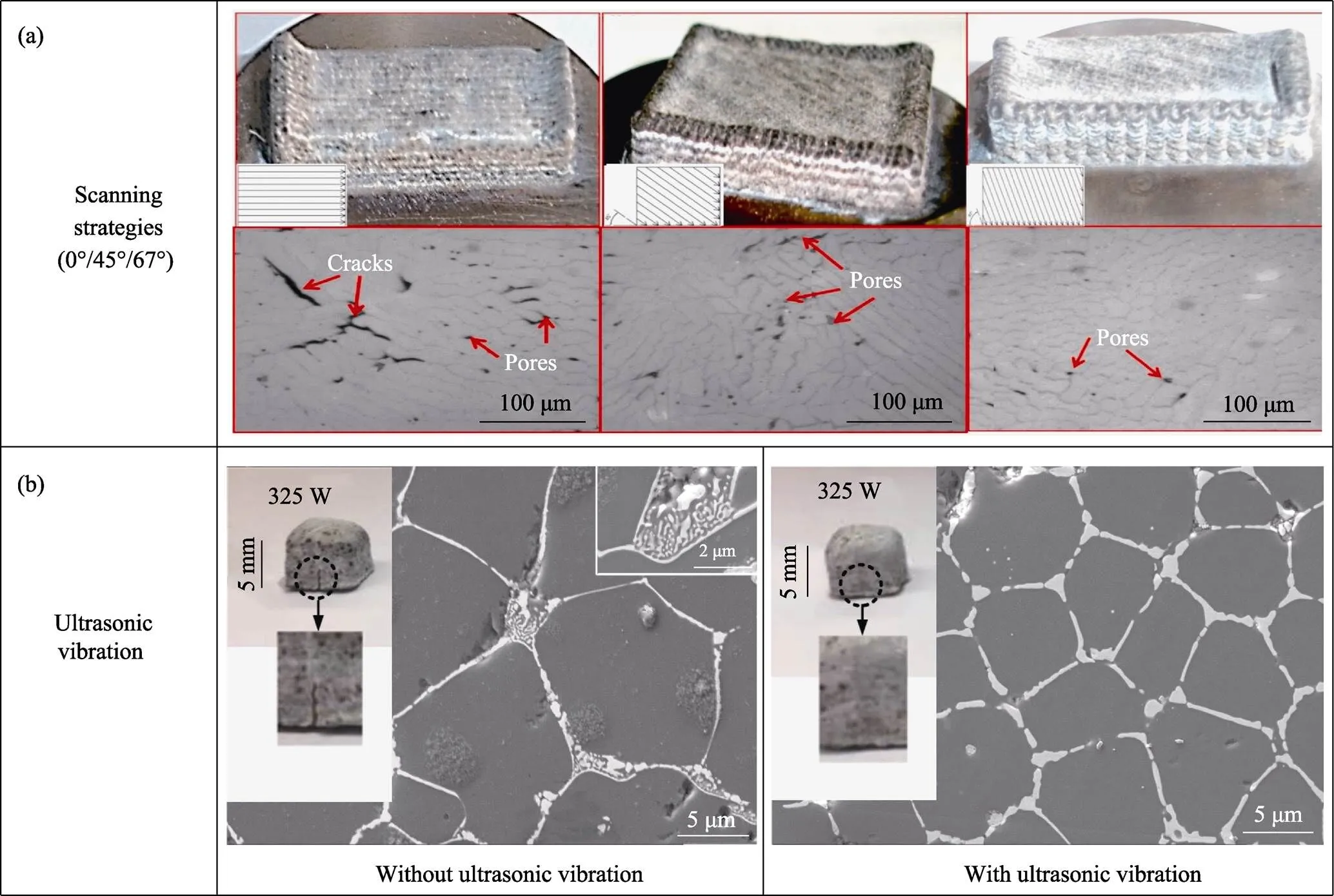
圖14 掃描策略和超聲振動對裂紋缺陷的影響[63,78]
(a) Scanning strategy; (b) Ultrasonic vibration
3 激光增材制造陶瓷技術對比
表1從可打印材料、后處理工藝以及打印質量等對比了鋪粉式的SLS/SLM技術和送粉式的LENS陶瓷增材制造技術。相比于SLM技術, SLS由于有較低的激光功率(打印溫度/溫度梯度)以及低熔點黏結劑復合作用, 因此打印陶瓷材料時產生的熱應力較低, 適合打印的陶瓷材料種類較多, 且成形后的陶瓷零件精度相對較高, 表面質量也較好。但SLS成形后的陶瓷尚處于生坯或多孔狀態, 仍需后處理工藝來實現陶瓷零件的致密化以保證結構陶瓷零件的機械性能。目前采用的致密化工藝制備周期長且成本較高。對SLS技術而言, 未來研究應沿著縮短SLS致密化工藝周期、提高零件致密度等方向進行。雖然SLM與LENS技術中陶瓷的送粉方式不同, 但陶瓷在打印過程中, 成形和致密化工藝均是同步完成, 因此無需引入過多的后處理致密化工藝, 打印效率更高、周期較短。這樣可加快陶瓷零件研制迭代速率。這兩種技術中, 陶瓷零件內部在激光快速加熱和冷卻下引起的殘余應力仍然是導致裂紋和變形等缺陷的主要因素, 同時陶瓷從疏松的粉體熔融成致密陶瓷時收縮率較大, 最終打印件尺寸精度較差、表面質量較低。后續應深入研究激光與陶瓷顆粒之間的動態作用和熔化過程, 這將有助于實現控制和制造陶瓷零件結構。目前, 這方面的工作還稍顯欠缺。
4 結束語
目前, 國內外學者已針對基于粉末成形的激光增材制造陶瓷技術展開了一系列研究, 取得了一定的研究進展和成果。然而, 該技術尚處于研發階段, 所制造的大部分零件性能、質量以及精度遠未達到應用要求, 仍需開展大量的研究工作。SLS、SLM以及LENS技術發展進程因各自陶瓷零件的成形特征差異而有所區別, 其后續具體的研究方向也有很大不同。但在應用領域中, 隨著航天航空、能源環保、核能軍工以及生物醫療等領域的需求不斷擴大, 發展快速、高性能和低成本陶瓷零件制造技術變得尤為迫切, 其對各基于粉末成形的激光增材制造陶瓷技術提出了共同的發展方向。具體應著重關注以下三方面的研究:
1) 大型復雜結構陶瓷零件制造。
大型復雜結構陶瓷零件廣泛用于國家重大戰略裝備、核心支柱產業, 但其整體制造仍然為世界性技術難題。相比于其他增材制造技術, 激光增材制造技術以陶瓷粉末堆積成形、無需支撐設計制造, 在大尺寸零部件的成形中具有天然優勢。SLS技術在打印陶瓷時, 基體熱應力與收縮均較低, 非常適合大尺寸復雜結構零件的成形, 可成形零件尺寸由粉末床大小決定。但SLS成形后的大尺寸陶瓷零件坯體致密度較低, 其后處理致密化工藝不僅面臨周期較長、致密度低的挑戰, 且大型復雜結構陶瓷零件坯體在脫脂過程中的發氣量更大, 燒結過程中的收縮變形效應更為顯著, 表面質量與裂紋控制難度也更高。未來應以大型復雜結構陶瓷零件坯體為研究對象, 探索抑制脫脂開裂與燒結收縮變形的控制方法; 對于LENS技術, 其同步送粉的成形模式原則上對零件沒有尺寸限制。然而, LENS技術與SLM技術在陶瓷零件成形過程中產生的熱應力與裂紋, 制約了其在大型復雜結構陶瓷零件的應用。目前, 仍需進一步研究LENS與SLM成形陶瓷過程中裂紋形成與擴展機理, 發展有效的應力控制與裂紋抑制方法, 最終將該技術應用到高性能大型復雜結構陶瓷零件的制造。
2) 陶瓷復合材料與多材料激光增材制造。
目前, 國內外大多數增材制造研究往往圍繞著單一陶瓷材料的成形與制備。均質、單相的陶瓷性能單一, 且陶瓷脆性大的問題一直困擾著其在結構承載部件上的應用, 應發揮激光增材制造的技術優勢, 實現陶瓷零件材料的復合化以提高其損傷容限; 實現陶瓷零件的多尺度結構與多材料打印以拓寬其功能應用范圍。如將不同陶瓷顆粒混合、陶瓷顆粒與復合增韌相材料混合或陶瓷顆粒與金屬顆粒混合, 再經激光增材制造技術實現陶瓷復合材料與多材料打印; 將不同材料通過不同送粉方式進行打印, 如陶瓷LENS技術, 其特有的送粉方式能夠實現多種陶瓷材料在陶瓷層內與層間的打印工藝。
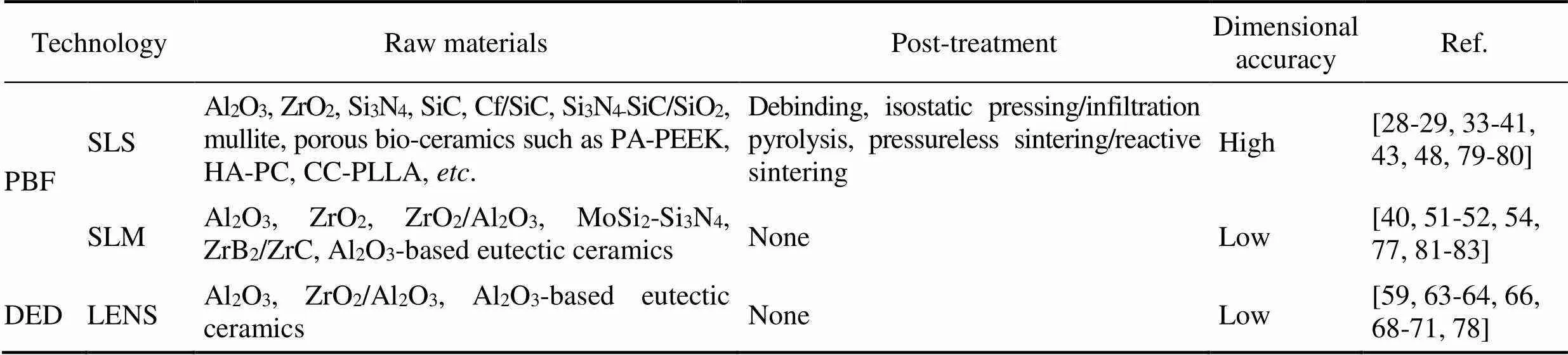
表1 基于粉末成形的激光增材制造陶瓷技術對比
3) 新型陶瓷激光增材制造裝備研發。
相比金屬材料, 陶瓷材料所需激光功率要求更高。陶瓷激光增材制造設備造價非常昂貴, 提高了激光增材制造陶瓷技術的研制門檻, 限制了該技術的推廣與應用。應在保證成形效率的同時, 研發新型激光增材制造裝備, 降低設備的成本。相比于傳統機加工工藝, 激光增材制造成形的陶瓷零件精度與表面質量仍較低, 后續仍需必要的精加工工藝, 為降低后續精加工難度, 縮短加工周期, 提高加工效率, 可將激光增材制造與傳統減材技術(磨銑削等)結合, 搭建新型陶瓷增減材設備, 統籌增減材加工優勢, 在實現異形陶瓷零件成形的同時克服零件表面質量較差的問題。
[1] CHEN Z, LI Z, LI J,3D printing of ceramics: a review., 2019, 39(4): 661–687.
[2] RASAKI S A, XIONG D, XIONG S,Photopolymerization- based additive manufacturing of ceramics: a systematic review., 2021, 10(3): 442–471.
[3] LU Z, CAO J, SONG Z,Research progress of ceramic matrix composite parts based on additive manufacturing technology., 2019, 14(4): 333–348.
[4] PFEIFFER S, FLORIO K, PUCCIO D,Direct laser additive manufacturing of high performance oxide ceramics: a state-of-the-art review., 2021, 41(13): 6087–6014.
[5] Deckard C R. Method and Apparatus for Producing Parts by Selective Sintering. U.S. Patent. No.4863538. 1989.09.05.
[6] LAKSHMINARAYAN U, OGRYDIZIAK S, MARCUS H. Selective Laser Sintering of Ceramic Materials. 1990 International Solid Freeform Fabrication Symposium, Austin, 1990: 16–26.
[7] LAKSHMINARAYAN U, MARCUS H. Microstructural and Mechanical Properties of Al2O3/P2O5and Al2O3/B2O3Composties Fabricated by Selective Laser Sintering. 1991 International Solid Freeform Fabrication Symposium, Austin, 1991: 205–212.
[8] CLARE A, CHALKER P, DAVIES S,Selective laser sintering of barium titanate-polymer composite films., 2008, 43(9): 3197–3202.
[9] TAN K, CHUA C, LEONG K,Scaffold development using selective laser sintering of polyetheretherketone-hydroxyapatite biocomposite blends., 2003, 24(18): 3115–3123.
[10] GAO C, YANG B, HU H,Enhanced sintering ability of biphasic calcium phosphate by polymers used for bone scaffold fabrication., 2013, 33(7): 3802–3810.
[11] LEE I. Densification of porous Al2O3-Al4B2O9ceramic composites fabricated by SLS process., 1999, 18(19): 1557–1561.
[12] HARLAN N, PARK S M, BOURELL D L,Selective Laser Sintering of Zirconia with Micro-scale Features. 1999 International Solid Freeform Fabrication Symposium, Austin, 1999: 297–302.
[13] TANG H H. Direct laser fusing to form ceramic parts., 2002, 8(5): 284–289.
[14] XIAO K, DALGARNO K, WOOD D,Indirect selective laser sintering of apatite-wollostonite glass-ceramic., 2008, 222(7): 1107–1114.
[15] LIU J, ZHANG B, YAN C,The effect of processing parameters on characteristics of selective laser sintering dental glass-ceramic powder., 2010, 16(2): 138–145.
[16] SHI Y S, CHENG D, LIU J H,Al2O3/SiO2composite ceramic parts by selective laser sintering., 2007, 35(11): 20–23.
[17] YVES-CHRISTIAN H, JAN W, WILHELM M,Net shaped high performance oxide ceramic parts by selective laser melting., 2010, 5: 587–594.
[18] VAIL N K, BALASUBRAMANIAN B, BARLOW J W,A thermal model of polymer degradation during selective laser sintering of polymer coated ceramic powders., 1996, 2(3): 24–40.
[19] CHEN A N, WU J M, LIU K,High-performance ceramic parts with complex shape prepared by selective laser sintering: a review., 2017, 117(2): 100–117.
[20] WU J M, CHEN A N, LIU M Y,Preparation of ceramic materials used for selective laser sintering and related forming methods., 2017, 36(Z1): 575–582.
[21] TANG H H, CHIU M L, YEN H C. Slurry-based selective laser sintering of polymer-coated ceramic powders to fabricate high strength alumina parts., 2011, 31(8): 1383–1388.
[22] FRIEDEL T, TRAVITZKY N, NIEBLING F,Fabrication of polymer derived ceramic parts by selective laser curing., 2005, 25(2/3): 193–197.
[23] WOHLERT M, BOURELL D. Rapid Prototyping of Mg/SiC Composites by a Combined SLS and Pressureless Infiltration Process.1996 Solid Freeform Fabrication Symposium, Austin, 1996: 79–88.
[24] DECKERS J, KRUTH J P, SHAHZAD K,Density improvement of alumina parts produced through selective laser sintering of alumina-polyamide composite powder., 2012, 61(1): 211–214.
[25] DECKERS J, SHAHZAD K, VLEUGELS J,Isostatic pressing assisted indirect selective laser sintering of alumina components., 2012, 18(5): 409–419.
[26] SHAHZAD K, DECKERS J, KRUTH J P,Additive manufacturing of alumina parts by indirect selective laser sintering and post processing., 2013, 213(9): 1484–1494.
[27] DECKERS J P, SHAHZAD K, CARDON L,Shaping ceramics through indirect selective laser sintering., 2016, 22(3): 544–558.
[28] SHAHZAD K, DECKERS J, ZHANG Z,Additive manufacturing of zirconia parts by indirect selective laser sintering., 2014, 34(1): 81–89.
[29] WANG K, BAO C, ZHANG C,Preparation of high-strength Si3N4antenna window using selective laser sintering., 2021, 47(22): 31277–31285.
[30] SHI Y S, LIU K, HE W T,Densification of alumina componentsindirect selective laser sintering combined with isostatic pressing., 2013(1): 7–12.
[31] DU Y Y, SHI Y S, WEI Q S. Technology and simulation of cold isostatic pressing of selective laser sintered parts., 2014, 38(1): 96–100.
[32] HE W T, WEI Q S, LIU K,The application of numerical simulation in the SLS/CIP process of alumina ceramics., 2014, 22(4): 56–60.
[33] ZHU W, FU H, XU Z,Fabrication and characterization of carbon fiber reinforced SiC ceramic matrix composites based on 3D printing technology., 2018, 38(14): 4604–4613.
[34] FU H, ZHU W, XU Z,Effect of silicon addition on the microstructure, mechanical and thermal properties of Cf/SiC composite preparedselective laser sintering., 2019, 792: 1045–1053.
[35] YU S, ZENG T, PAN X,Fabrication of Si3N4-SiC/SiO2composites using 3D printing and infiltration processing., 2021, 47(20): 28218–28225.
[36] JIN L, ZHANG K, XU T,The fabrication and mechanical properties of SiC/SiC composites prepared by SLS combined with PIP., 2018, 44(17): 20992–20999.
[37] ZHANG K, ZENG T, XU G,Mechanical properties of SiCp/SiC composite lattice core sandwich panels fabricated by 3D printing combined with precursor impregnation and pyrolysis., 2020, 240: 12060.
[38] WEI Z H, CHENG L J, MA Y X,Direct fabrication mechanism of pre-sintered Si3N4ceramic with ultra-high porosity by laser additive manufacturing., 2019, 173: 91–95.
[39] CHEN A N, LI M, WU J M,Enhancement mechanism of mechanical performance of highly porous mullite ceramics with bimodal pore structures prepared by selective laser sintering., 2019, 776: 486–494.
[40] WU J M, LI M, LIU S S,Preparation of porous Al2O3ceramics with enhanced properties by SLS using Al2O3poly-hollow microspheres (PHMs) coated with CaSiO3sintering additive., 2020, 46(17): 26888–26894.
[41] CHEN A N, GAO F, LI M,Mullite ceramic foams with controlled pore structures and low thermal conductivity prepared by SLS using core-shell structured polyamide12/FAHSs composites., 2019, 45(12): 15538–15546.
[42] SONG X, LI W, SONG P,Selective laser sintering of aliphatic-polycarbonate/hydroxyapatite composite scaffolds for medical applications., 2015, 81: 15–25.
[43] GAYER C, RITTER J, BULLEMER M,Development of a solvent-free polylactide/calcium carbonate composite for selective laser sintering of bone tissue engineering scaffolds., 2019, 101: 660–673.
[44] CHUNG H, DAS S. Functionally graded Nylon-11/silica nanocom-posites produced by selective laser sintering., 2008, 487(1/2): 251–257.
[45] LORRISON J, DALGARNO K, WOOD D. Processing of an apatite-mullite glass-ceramic and an hydroxyapatite/phosphate glasscomposite by selective laser sintering., 2005, 16(8): 775–781.
[46] GOODRIDGE R, DALGARNO K, WOOD D. Indirect selective laser sintering of an apatite-mullite glass-ceramic for potential use in bone replacement applications., 2006, 220(1): 57–68.
[47] GOODRIDGE R D, WOOD D J, OHTSUKI C,Biological evaluation of an apatite–mullite glass-ceramic producedselective laser sintering., 2007, 3(2): 221–231.
[48] DUAN B, WANG M, ZHOU W Y,Three-dimensional nanocomposite scaffolds fabricatedselective laser sintering for bone tissue engineering., 2010, 6(12): 4495–4505.
[49] SCHLEIFENBAUM H, MEINERS W, WISSENBACH K,Individualized production by means of high power selective laser melting., 2010, 2(3): 161–169.
[50] MERCELIS P, KRUTH J P. Residual stresses in selective laser sintering and selective laser melting., 2006, 12(5): 254–265.
[51] SHISHKOVSKY I, YADROITSEV I, BERTRAND P,Alumina-zirconium ceramics synthesis by selective laser sintering/ melting., 2007, 254(4): 966–970.
[52] DECKERS J, MEYERS S, KRUTH J P,Direct selective laser sintering/melting of high density alumina powder layers at elevated temperatures., 2014, 56: 117–124.
[53] BERTRAND P, BAYLE F, COMBE C,Ceramic components manufacturing by selective laser sintering., 2007, 254(4): 989–992.
[54] LIU H, SU H, SHEN Z,Effect of scanning speed on the solidification process of Al2O3/GdAlO3/ZrO2eutectic ceramics in a single track by selective laser melting., 2019, 45(14): 17252–17257.
[55] MüHLER T, GOMES C M, HEINRICH J,Slurry-based additive manufacturing of ceramics., 2015, 12(1): 18–25.
[56] GAHLER A, HEINRICH J G, GUENSTER J. Direct laser sintering of Al2O3-SiO2dental ceramic components by layer-wise slurry deposition., 2006, 89(10): 3076–3080.
[57] MüHLER T, GOMES C, ASCHERI M,Slurry-based powder beds for the selective laser sintering of silicate ceramics., 2015, 6(2): 113–118.
[58] TIAN X, GüNSTER J, MELCHER J,Process parameters analysis of direct laser sintering and post treatment of porcelain components using Taguchi's method., 2009, 29(10): 1903–1915.
[59] LI Y, HU Y, CONG W,Additive manufacturing of alumina using laser engineered net shaping: effects of deposition variables., 2017, 43(10): 7768–7775.
[60] BALLA V K, BOSE S, BANDYOPADHYAY A. Processing of bulk alumina ceramics using laser engineered net shaping., 2008, 5(3): 234–242.
[61] GRIFFITH M, KEICHER D, ATWOOD C,Free Form Fabrication of Metallic Components Using Laser Engineered Net Shaping (LENS). 1996 Solid Freeform Fabrication Symposium, Austin, 1996.
[62] NIU F, WU D, LU F,Microstructure and macro properties of Al2O3ceramics prepared by laser engineered net shaping., 2018, 44(12): 14303–14310.
[63] HU Y, NING F, CONG W,Ultrasonic vibration-assisted laser engineering net shaping of ZrO2-Al2O3bulk parts: effects on crack suppression, microstructure, and mechanical properties., 2018, 44(3): 2752–2760.
[64] NIU F, WU D, MA G,Nanosized microstructure of Al2O3-ZrO2(Y2O3) eutectics fabricated by laser engineered net shaping., 2015, 95: 39–41.
[65] NIU F, WU D, MA G,Rapid fabrication of eutectic ceramic structures by laser engineered net shaping., 2016, 42: 91–95.
[66] YAN S, WU D, MA G,Nano-sized Al2O3-ZrO2eutectic ceramic structures prepared by ultrasonic-assisted laser engineered net shaping., 2018, 212: 8–11.
[67] NIU F, WU D, ZHOU S,Power prediction for laser engineered net shaping of Al2O3ceramic parts., 2014, 34(15): 3811–3817.
[68] YAN S, WU D, NIU F,Effect of ultrasonic power on forming quality of nano-sized Al2O3-ZrO2eutectic ceramiclaser engineered net shaping (LENS)., 2018, 44(1): 1120–1126.
[69] SU H J, ZHANG J, LIU L,Rapid growth and formation mechanism of ultrafine structural oxide eutectic ceramics by laser direct forming., 2011, 99(22): 221913.
[70] LIU H, SU H, SHEN Z,Preparation of large-size Al2O3/GdAlO3/ZrO2ternary eutectic ceramic rod by laser directed energy deposition and its microstructure homogenization mechanism., 2021, 85: 218–223.
[71] LIU H, SU H, SHEN Z,One-step additive manufacturing and microstructure evolution of melt-grown Al2O3/GdAlO3/ZrO2eutectic ceramics by laser directed energy deposition., 2021, 41(6): 3547–3558.
[72] WILKES J, HAGEDORN Y C, MEINERS W,Additive manufacturing of ZrO2-Al2O3ceramic components by selective laser melting., 2013, 19(1): 51–57.
[73] AGGARANGSI P, BEUTH J L. Localized Preheating Approaches for Reducing Residual Stress in Additive Manufacturing. International Solid Freeform Fabrication Symposium, Austin, 2006.
[74] HAGEDORN Y, BALACHANDRAN N, MEINERS W,SLM of Net-shaped High Strength Ceramics: New Opportunities for Producing Dental Restorations. Proceedings of the Solid Freeform Fabrication Symposium, Austin, United States, 2011: 536–546.
[75] LIU Z, SONG K, GAO B,Microstructure and mechanical properties of Al2O3/ZrO2directionally solidified eutectic ceramic prepared by laser 3D printing., 2016, 32(4): 320–325.
[76] WILKES J, HAGEDORN Y C, OCYLOK S,Rapid Manufacturing of Ceramic Parts by Selective Laser Melting. Ceramic Engineering and Science Proceedings, Wiley-Blackwell, United States, 2010.
[77] WILKES J, HAGEDORN Y C, MEINERS W,Additive manufacturing of ZrO2-Al2O3ceramic components by selective laser melting., 2013, 19(1): 51–57.
[78] MISHRA G K, PAUL C P, RAI A K,Experimental investigation on laser directed energy deposition based additive manufacturing of Al2O3bulk structures., 2021, 47(4): 5708–5720.
[79] MEYERS S, DE LEERSNIJDER L, VLEUGELS J,Direct laser sintering of reaction bonded silicon carbide with low residual silicon content., 2018, 38(11): 3709–3717.
[80] DUBINENKO G E, ZINOVIEV A L, BOLBASOV E N,Preparation of poly(l-lactic acid)/hydroxyapatite composite scaffoldsby fused deposit modeling 3D printing., 2020, 22: 228–234.
[81] MINASYAN T, LIU L, HOLOVENKO Y,Additively manufactured mesostructured MoSi2-Si3N4ceramic lattice., 2019, 45(8): 9926–9933.
[82] HONG M H, MIN B K, LEE D H,Marginal fit of metal-ceramic crowns fabricated by using a casting and two selective laser melting processes before and after ceramic firing., 2019, 122(5): 475–481.
[83] KING D, MIDDENDORF J, CISSEL K,Selective laser melting for the preparation of an ultra-high temperature ceramic coating., 2019, 45(2): 2466–2473.
Research Progress on Powder-based Laser Additive Manufacturing Technology of Ceramics
CAO Jiwei1,2, WANG Pei1,2, LIU Zhiyuan1,2, LIU Changyong1,2, WU Jiamin3,4, CHEN Zhangwei1,2
(1. Additive Manufacturing Institute, Shenzhen University, Shenzhen 518060, China; 2. Guangdong Key Laboratory of Electromagnetic Control and Intelligent Robot, Shenzhen 518060, China; 3. State Key Laboratory of Materials Processing and Die & Mould Technology, College of Materials Science and Engineering, Huazhong University of Science and Technology, Wuhan 430074, China; 4. Engineering Research Center for Additive Manufacturing Ceramic Materials, Ministry of Education, Huazhong University of Science and Technology, Wuhan 430074, China)
Ceramics, with its excellent thermal, physical and chemical properties, have great potential applications in various fields, such as aerospace, energy, environmental protection and bio-medicine. With the development of relevant technology in these fields, the structural design of core components is increasingly complex, and the internal microstructures gradually become customized and gradient. However, the hard and brittle features of ceramics make it difficult to realize the forming of special-shaped parts by traditional manufacturing methods, which in turn limits further application. As a rapidly developing additive manufacturing technology, laser additive manufacturing technology presents a momentous advantage in the manufacturing process of extremely precision ceramic components: free molding without mold and support, quick response feature and short developing cycle,. At the same time, the technology can realize the flexible deployment of ceramic parts, which is expected to solve the problems mentioned above. Three kinds of powder-based laser additive manufacturing techniques of ceramic were reviewed in this paper: selective laser sintering and selective laser melting based on powder bed fusion technology; laser engineered net shaping based on direct energy deposition technology. The forming principle and characteristics were mainly discussed; the research progress of ceramic green body densification process in selective laser sintering technology and the forming principle, propagation mechanism and control methods of ceramic green body cracks in selective laser melting, and laser engineered net shaping technology were reviewed; the technical characteristics of selective laser sintering, selective laser melting and laser engineered net shaping technologies in shaping of ceramic parts were compared and analyzed; and the future development trends of laser additive manufacturing technology of ceramic parts were prospected.
laser additive manufacturing; selective laser sintering; selective laser melting; laser engineered net shaping; ceramic; review
TQ174
A
1000-324X(2022)03-0241-14
10.15541/jim20210590
2021-09-26;
2021-10-18;
2021-11-01
國家自然科學基金(51975384, 51975230); 廣東省自然科學基金(2020A1515011547); 深圳市基礎研究基金(JCYJ20190808144009478); 深圳市高校穩定支持項目(20200731211324001); 深大-臺北科大合作項目(2021007)
National Natural Science Foundation of China (51975384, 51975230); Natural Science Foundation of Guangdong Province (2020A1515011547); Basic Research Foundation of Shenzhen (JCYJ20190808144009478); University Support Fund of Shenzhen City (20200731211324001); NTUT-SZU Joint Research Program (2021007)
曹繼偉(1989–), 男, 博士. E-mail: caojiwei@szu.edu.cn
CAO Jiwei (1989–), male, PhD. E-mail: caojiwei@szu.edu.cn
吳甲民, 副教授. E-mail: jiaminwu@hust.edu.cn; 陳張偉, 教授. E-mail: chen@szu.edu.cn
WU Jiamin, associate professor. E-mail: jiaminwu@hust.edu.cn; CHEN Zhangwei, professor. E-mail: chen@szu.edu.cn
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02