層間溫度對(duì)H13鋼絲材電弧增材制造成形質(zhì)量的影響
2022-06-22 03:01:36姜淑馨李峰光
精密成形工程 2022年6期
姜淑馨,李峰光
層間溫度對(duì)H13鋼絲材電弧增材制造成形質(zhì)量的影響
姜淑馨,李峰光
(湖北汽車工業(yè)學(xué)院 材料科學(xué)與工程學(xué)院,湖北 十堰 442002)
為獲得外觀形貌好、成形質(zhì)量?jī)?yōu)的單道多層成形件,研究最佳的層間溫度。在調(diào)質(zhì)處理后的H13鋼基板上,根據(jù)已確定的工藝參數(shù)分別在50、100、150、200 ℃這4種層間溫度下沉積20層。通過(guò)宏觀形貌、微觀組織和抗拉強(qiáng)度測(cè)試,分析層間溫度對(duì)單道多層成形件的形貌及成形質(zhì)量的影響。層間溫度為100、150、200 ℃時(shí),成形件頂層平滑,側(cè)面成形較規(guī)則。不同層間溫度下成形件平均高度的最大值與最小值之差僅為0.55 mm。層間溫度為200 ℃時(shí)相鄰2層沉積層間冷卻時(shí)間最短,沉積20層總耗時(shí)最短,為44.57 min。層間溫度大于100 ℃時(shí),抗拉強(qiáng)度大于1 200 MPa。在H13鋼基板上進(jìn)行絲材電弧增材制造時(shí),控制層間溫度在150~200 ℃能夠得到外觀形貌好、成形質(zhì)量?jī)?yōu)良的成形件。
電弧增材制造;絲材;層間溫度;單道多層
絲材電弧增材制造(wire and arc additive manufacture,WAAM)技術(shù)以電弧為熱源,以金屬絲材為原料,在機(jī)器人等運(yùn)動(dòng)機(jī)構(gòu)的操控下,按照已規(guī)劃好的運(yùn)動(dòng)路徑和工藝參數(shù),通過(guò)高溫液態(tài)金屬熔滴連續(xù)向成形件表面平穩(wěn)過(guò)渡的方式逐層沉積而成形金屬構(gòu)件[1-3]。采用WAAM技術(shù)制造的金屬構(gòu)件組織和化學(xué)成分均勻、致密度高。相比其他常見的金屬材料增材制造方式,WAAM技術(shù)具有成形速度快、材料利用率高、制造成本低、成形構(gòu)件尺寸靈活、易于修復(fù)等優(yōu)點(diǎn)[4-5],但由于電弧增材制造熱輸入高,容易產(chǎn)生熱積累,對(duì)成形質(zhì)量影響較大,導(dǎo)致該技術(shù)的大規(guī)模應(yīng)用仍然存在一定的局限性。由于絲材電弧增材制造過(guò)程是以高溫液態(tài)金屬熔滴平穩(wěn)過(guò)渡的方式進(jìn)行逐層堆積的,所以隨著沉積層數(shù)的不斷增加,沉積層自身熱積累嚴(yán)重,不易散熱,熔池處于過(guò)熱狀態(tài)、不易凝固[6],特別是在沉積層的兩端,液態(tài)熔池的存在使沉積層兩端形態(tài)與整體尺寸的控制變得更加困難。這些問(wèn)題都會(huì)直接影響沉積層的冶金結(jié)合強(qiáng)度、沉積尺寸精度和成形質(zhì)量[7]。文獻(xiàn)[8-10]均指出控制層間溫度是獲得外觀形貌好、成形質(zhì)量?jī)?yōu)良的成形件的關(guān)鍵因素。通過(guò)控制層間溫度可以減少熱積累量,層間溫度較大時(shí)易產(chǎn)生熱積累,因此應(yīng)盡量控制層間溫度在較低范圍內(nèi)。為更好地探究層間溫度對(duì)絲材電弧增材制造沉積層外觀形貌和成形質(zhì)量的影響,文中以H13鋼為基板,根據(jù)前期研究已確定的絲材電弧增材制造工藝參數(shù),分別在50、100、150、200 ℃這4種層間溫度下沉積20層,通過(guò)觀察宏觀形貌、微觀組織和進(jìn)行抗拉強(qiáng)度測(cè)試,分析不同層間溫度對(duì)單道多層沉積層的形貌及成形質(zhì)量的影響。
1 單道多層電弧增材制造工藝參數(shù)
實(shí)驗(yàn)選用MAG焊(metal active gas arc welding)數(shù)控絲材電弧增材制造系統(tǒng),該系統(tǒng)由OTC公司的XD500S型焊機(jī)和西門子802C型數(shù)控車床組成。基板為經(jīng)過(guò)調(diào)質(zhì)處理的H13鋼板,規(guī)格為220 mm× 55 mm×10 mm。H13鋼是C–Cr–Mo–Si–V馬氏體型熱作模具鋼[11],其國(guó)內(nèi)牌號(hào)為4Cr5MoSiV1,根據(jù)GB/T 1299—2014,H13鋼的化學(xué)成分[12]如表1所示。選用日本小池OMH–1型直徑1.2 mm實(shí)心絲材,實(shí)測(cè)化學(xué)成分如表1所示,沉積工藝參數(shù)如下:沉積電壓為20 V、沉積電流為120 A、沉積速度為4 mm/s、單層沉積層長(zhǎng)度為180 mm、沉積20層、保護(hù)氣體選用20%CO2+80%Ar(體積分?jǐn)?shù))混合氣體、氣體流量為24 L/min、焊槍離基板高度為10 mm。層間溫度和總耗時(shí)的測(cè)量方法如下:當(dāng)一層沉積結(jié)束時(shí)(以焊槍停止行走、收弧為信號(hào)),立刻啟動(dòng)秒表,然后用測(cè)溫槍每隔2 s對(duì)沉積層中間位置測(cè)一次溫度。當(dāng)溫度降到實(shí)驗(yàn)設(shè)定的層間溫度時(shí),就停止計(jì)時(shí),再啟動(dòng)下一層沉積,采用相同的方法再次計(jì)時(shí)測(cè)溫,直到完成20層后將每層的時(shí)間累加得出總耗時(shí)。
單道多層成形件的沉積成形除了第1道沉積層是在基板沉積外,其余各道沉積層均是在前一道的表面進(jìn)行沉積。在逐層沉積的過(guò)程中,后一道沉積層會(huì)對(duì)前一道產(chǎn)生加熱重熔的效果,促使兩者之間形成冶金結(jié)合,以保證成形件的致密度及力學(xué)性能。
表1 H13鋼化學(xué)成分與小池OMH–1絲材實(shí)測(cè)化學(xué)成分

Tab.1 Chemical composition of H13 and OMH-1 wt.%
電弧增材制造是一個(gè)逐層沉積的過(guò)程,在沉積完一層后,焊槍抬升一定高度,繼續(xù)下一層的沉積。由于兩道沉積層之間存在一定的重熔部分,所以不能簡(jiǎn)單地以單個(gè)沉積層的高度作為焊槍每一層的抬升高度。根據(jù)已有的研究結(jié)果[13-14],為保證實(shí)驗(yàn)結(jié)果的準(zhǔn)確性,設(shè)定沉積過(guò)程中每一層沉積時(shí)焊槍抬升高度為第1道沉積層余高平均值的0.7倍,不同層間溫度下單道多層沉積時(shí)焊槍的抬升高度如表2所示。
表2 不同層間溫度下沉積時(shí)每層焊槍抬升高度

Tab.2 Lifting height of each welding torch during deposition at different interpass temperatures
2 結(jié)果與分析
2.1 不同層間溫度下成形件的宏觀形貌及高度對(duì)比
圖1為不同層間溫度下單道多層成形件的宏觀形貌,可以看出,4種層間溫度下,均可以正常沉積成形。層間溫度為50 ℃時(shí),成形件頂層出現(xiàn)起伏的形狀,且側(cè)面成形不規(guī)則;層間溫度為100、150、200 ℃時(shí),成形件頂層平滑,側(cè)面成形較規(guī)則。分析認(rèn)為,當(dāng)層間溫度較低時(shí),冷卻時(shí)間較長(zhǎng),重熔區(qū)熔融金屬再次熔融時(shí)受到影響較大,層與層結(jié)合不平滑。當(dāng)層間溫度較高時(shí),冷卻時(shí)間較短,重熔區(qū)熔融金屬再次熔融時(shí)受到影響較小,層與層結(jié)合較為平滑。
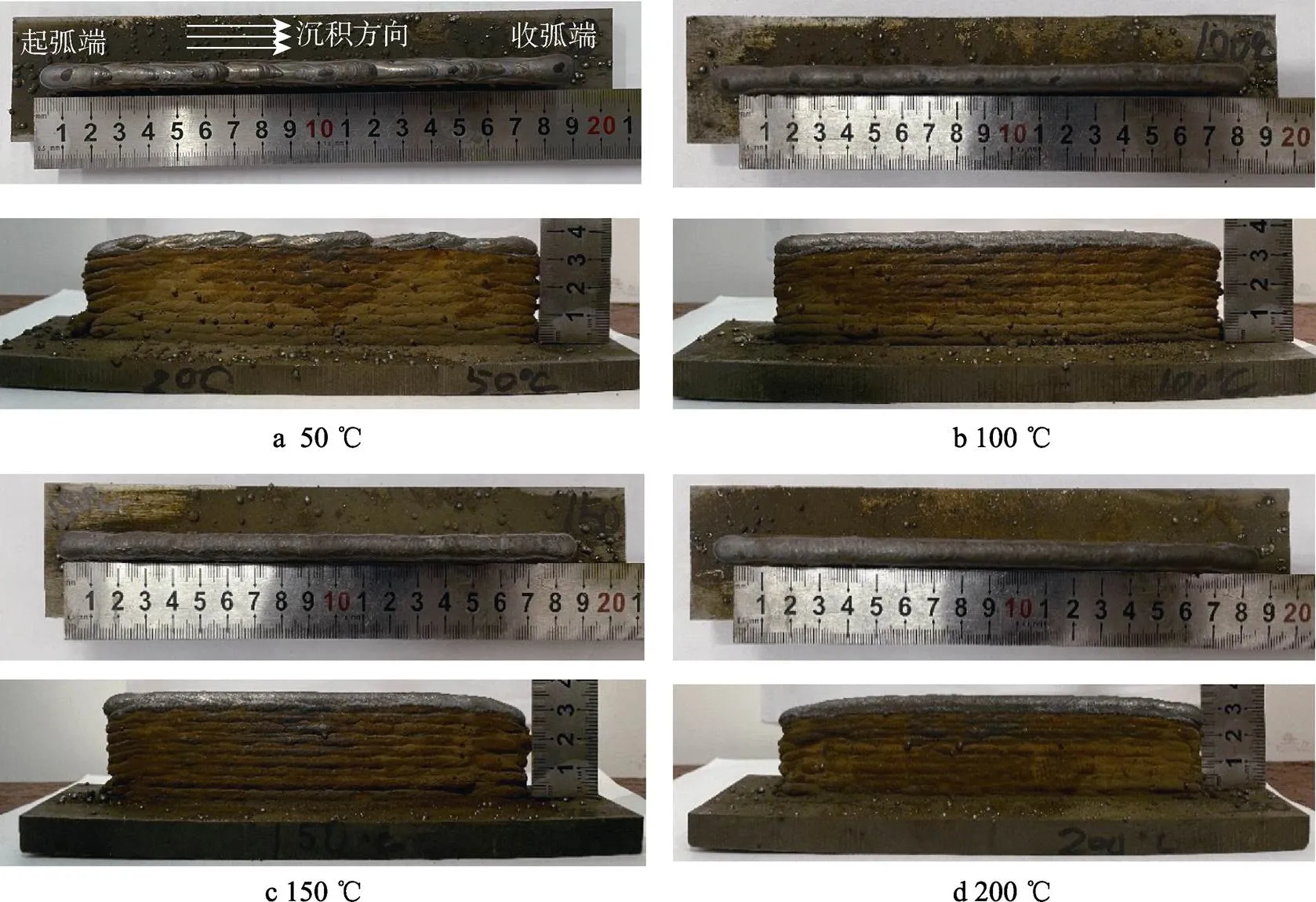
圖1 不同層間溫度下成形件形貌
為了定量對(duì)比不同層間溫度下成形件的高度,在沉積成形件上標(biāo)記等距的7個(gè)點(diǎn),然后使用游標(biāo)卡尺測(cè)量不同層間溫度下單道多層成形件的7個(gè)高度值,等距測(cè)量點(diǎn)位置如圖2所示。

圖2 等距測(cè)量點(diǎn)位置
不同層間溫度下成形件7個(gè)測(cè)量點(diǎn)高度值及其平均值如表3所示。圖3為根據(jù)表3數(shù)據(jù)制作的不同層間溫度下單層多道成形件高度變化圖,可以看出,不同層間溫度下,成形件的起弧端和收弧端的高度低于穩(wěn)定部分,這主要是因?yàn)槿廴谝簯B(tài)金屬的流淌作用。單道多層成形件增材過(guò)程中,在起弧處,由于電弧是瞬間產(chǎn)生的,致使該處金屬熔化過(guò)程不穩(wěn)定,因此產(chǎn)生較大的熔覆量,而在收弧時(shí)因?yàn)殡娀∈莻€(gè)緩慢結(jié)束的過(guò)程,在電弧力的作用下,熔融金屬沿沉積行走方向繼續(xù)熔覆,因此,收弧端熔覆量較小。在往復(fù)沉積時(shí),這種過(guò)程反復(fù)進(jìn)行,導(dǎo)致起弧端和收弧端的最終高度低于穩(wěn)定部分,最終成形件兩端高度低于穩(wěn)定部分。
對(duì)比1#—7#的平均高度發(fā)現(xiàn),不同層間溫度下各單道多層成形件平均高度的最大值為37.88 mm,最小值為36.89 mm,二者之間高度差僅為0.99 mm。對(duì)比2#—6#的平均高度發(fā)現(xiàn),不同層間溫度下各單道多層成形件平均高度的最大值為38.80 mm,最小值為38.25 mm,二者之間的高度差僅為0.55 mm。不同層間溫度下,2#—6#的平均高度值比1#—7#的平均高度值大。實(shí)際生產(chǎn)中,通常情況下起弧端和收弧端不是使用區(qū)域,因此應(yīng)采用2#—6#的平均值進(jìn)行對(duì)比,說(shuō)明當(dāng)沉積層較多時(shí),不同層間溫度對(duì)成形件的平均高度值影響較小。
表3 不同層間溫度下成形件7個(gè)測(cè)量點(diǎn)高度值

Tab.3 Height values of 7 measuring points of forming parts at different interpass temperature mm
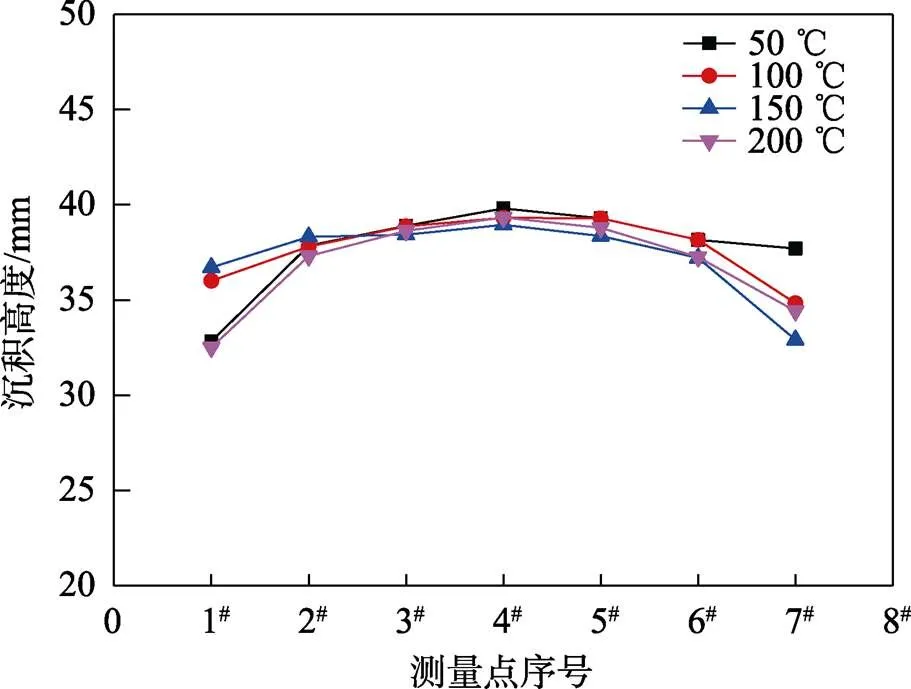
圖3 不同層間溫度下成形件高度
2.2 不同層間溫度下沉積冷卻時(shí)間分析
不同層間溫度下單道多層成形過(guò)程中各層冷卻到指定溫度所需時(shí)間如圖4所示。可以看出,不同層間溫度下,隨著沉積層數(shù)的增加,相鄰兩層冷卻時(shí)間有小幅度的波動(dòng),但總體呈現(xiàn)增長(zhǎng)趨勢(shì)。分析認(rèn)為,隨著沉積層數(shù)增加,熱積累逐漸增大,導(dǎo)致相鄰兩層冷卻到指定溫度所需時(shí)間增長(zhǎng)。層間溫度為50 ℃時(shí),相鄰兩層沉積層間冷卻時(shí)間最長(zhǎng),沉積20層總耗時(shí)最久,總耗時(shí)242.42 min。層間溫度為200 ℃時(shí),相鄰兩層沉積層間冷卻時(shí)間最短,沉積20層總耗時(shí)最短,總耗時(shí)44.57 min,其中前4層沉積結(jié)束時(shí)層間溫度小于或接近200 ℃,所以前4層未測(cè)量時(shí)間,因此在圖4中未顯示。沉積7層后層間溫度控制在150 ℃和200 ℃時(shí)的冷卻時(shí)間差異不大,主要是沉積一定層數(shù)后,成形件自身熱量累積到一定程度,在較高的層間溫度下,冷卻到指定溫度的耗時(shí)就比較接近,此時(shí)層間溫度本身的影響作用已經(jīng)比較小。在沉積層數(shù)不變的情況下,層間溫度越低完成沉積耗時(shí)越久,層間溫度越高完成沉積耗時(shí)越短。
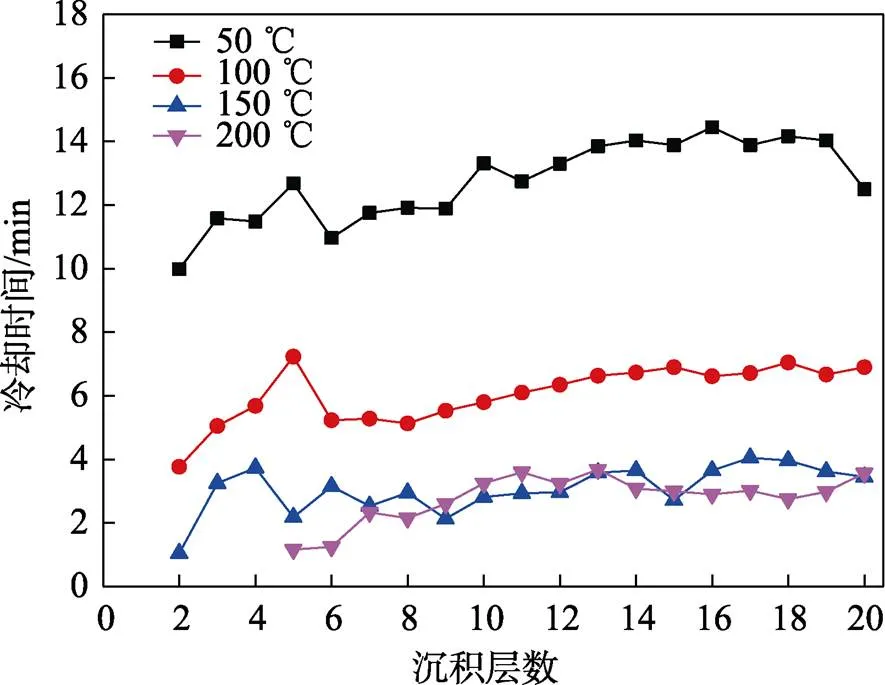
圖4 不同層間溫度下單層沉積冷卻時(shí)間
2.3 不同層間溫度下不同區(qū)域的金相組織
不同層間溫度下頂層、中間層、底層(靠近基板處)3個(gè)區(qū)域在低倍顯微鏡(×25)下的金相組織如圖5所示,可以看出,不同層間溫度下單道多層沉積層的底層(靠近基板處)都可以明顯看到熔合線,中間層已不能看到明顯的熔合線,說(shuō)明在中間部位時(shí)每一道沉積層對(duì)上一道沉積層的熔合效果比較好。在頂層,由于沒(méi)有下一道沉積層的重熔作用,晶粒稍顯粗大。整體來(lái)看,層間溫度較高時(shí)熔合效果較好。

圖5 不同層間溫度下單道多層成形件不同區(qū)域的金相組織(×25)
不同層間溫度下頂層、中間層、底層(靠近基板處)3個(gè)區(qū)域在高倍顯微鏡(×500)下的金相組織如圖6所示,可以看出,不同層間溫度下金相組織整體的趨勢(shì)是一致的,底層(靠近基板處)由針狀馬氏體+殘余奧氏體+少量的顆粒狀碳化物組成;中間層由于受到下一道沉積層的重熔作用,晶粒較粗大;頂層雖不再受重熔熱影響,但是受熱積累的影響,奧氏體轉(zhuǎn)化不完全導(dǎo)致不規(guī)則的片狀鐵素體在晶界處生長(zhǎng)。對(duì)比發(fā)現(xiàn),層間溫度大于150 ℃時(shí),頂層晶粒明顯比層間溫度小于150 ℃時(shí)細(xì)小,且分布更加均勻。

圖6 不同層間溫度下單道多層成形件不同區(qū)域的金相組織(×500)
2.4 不同層間溫度下成形件的抗拉強(qiáng)度
根據(jù)GB/T 228—2002,對(duì)不同層間溫度的成形件分別取3個(gè)拉伸試樣進(jìn)行拉伸試驗(yàn),拉伸試樣尺寸如圖7a所示,圖7b為在20層沉積層上切取3個(gè)拉伸試樣的示意圖。表4為不同層間溫度下單道多層成形件的拉伸結(jié)果。分析表4的數(shù)據(jù)發(fā)現(xiàn),層間溫度為150 ℃時(shí)的抗拉強(qiáng)度最大,為1 253.33 MPa,層間溫度為50 ℃時(shí)的抗拉強(qiáng)度最小,為1 136.67 MPa,兩者差116.66 MPa,層間溫度大于100 ℃時(shí),抗拉強(qiáng)度大于1 200 MPa。當(dāng)層間溫度為50、100、150 ℃時(shí),隨著層間溫度的增大,成形件抗拉強(qiáng)度不斷增大,但當(dāng)層間溫度為200 ℃時(shí),平均抗拉強(qiáng)度未出現(xiàn)繼續(xù)增大的趨勢(shì),具體原因還需進(jìn)行后續(xù)實(shí)驗(yàn)分析。層間溫度較高時(shí),上一道沉積層熔融金屬還未完全凝固,因此,當(dāng)下一道熔融金屬鋪展時(shí),溫度差較小,金屬重熔對(duì)抗拉強(qiáng)度影響較小,隨著層間溫度的減小,層間冷卻溫度差變大,金屬重熔對(duì)抗拉強(qiáng)度影響越來(lái)越大。

圖7 拉伸試樣尺寸及切取位置示意圖(mm)
表4 不同層間溫度下成形件拉伸試驗(yàn)結(jié)果

Tab.4 Tensile test results of different interpass temperature forming parts
3 結(jié)論
1)H13鋼絲材電弧增材制造單道多層層間溫度從50 ℃提升到200 ℃對(duì)成形件的宏觀形貌、顯微組織和抗拉強(qiáng)度沒(méi)有明顯的影響。
2)當(dāng)沉積層達(dá)到20層時(shí),不同層間溫度對(duì)H13鋼絲材電弧增材制造成形件的平均沉積高度影響較小。
3)隨著沉積層數(shù)的增加,熱積累逐漸增大,當(dāng)層間溫度大于150 ℃時(shí),沉積7層后層間溫度控制在150 ℃和200 ℃時(shí)冷卻時(shí)間差異不大。
4)綜合考慮成形質(zhì)量和成形效率,H13鋼絲材電弧增材制造單道多層層間溫度控制在150~200 ℃較為合理。
[1] 耿海濱, 熊江濤, 黃丹, 等. 絲材電弧增材制造技術(shù)研究現(xiàn)狀與趨勢(shì)[J]. 焊接, 2015(11): 17-21.
GENG Hai-bin, XIONG Jiang-tao, HUANG Dan, et al. Research Status and Trends of Wire and Arc Additive Manufacturing Technology[J]. Welding & Joining, 2015(11): 17-21.
[2] 林泓延, 黃舒薇, 姚屏, 等. 工藝參數(shù)對(duì)機(jī)器人電弧增材制造成形的影響研究[J]. 精密成形工程, 2020, 12(4): 100-106.
LIN Hong-yan, HUANG Shu-wei, YAO Ping, et al. Influence of Process Parameters on Robot Wire and Arc Additive Manufacturing Forming[J]. Journal of Netshape Forming Engineering, 2020, 12(4): 100-106.
[3] 梁少兵, 王凱, 丁東紅, 等. 電弧增材制造路徑工藝規(guī)劃的研究現(xiàn)狀與發(fā)展[J]. 精密成形工程, 2020, 12(4): 86-93.
LIANG Shao-bing, WANG Kai, DING Dong-hong, et al. Research Status and Development of Wire Arc Additive Manufacturing Path Planning[J]. Journal of Netshape Forming Engineering, 2020, 12(4): 86-93.
[4] Karunakaran K P, Suryakumar S, Pushpa V, et al. Low Cost Integration of Additive and Subtractive Processes for Hybrid Layered Manufacturing[J]. Robotics and Computer-Integrated Manufacturing, 2010, 26(5): 490-499.
[5] 田彩蘭, 陳濟(jì)輪, 董鵬, 等. 國(guó)外電弧增材制造技術(shù)的研究現(xiàn)狀及展望[J]. 航天制造技術(shù), 2015(2): 57-60.
TIAN Cai-lan, CHEN Ji-lun, DONG Peng, et al. Current State and Future Development of the Wire Arc Additive Manufacture Technology Abroad[J]. Aerospace Manufacturing Technology, 2015(2): 57-60.
[6] WILLIAMS S W, MARTINA F, ADDISON A C, et al. Wire+Arc Additive Manufacturing[J]. Materials Science and Technology, 2016, 32(7): 641-647.
[7] Mcandrew A R, Rosales M A, Colegrove P A, et al. Interpass Rolling of Ti-6Al-4V Wire+Arc Additively Manufactured Features for Microstructural Refinement[J]. Additive Manufacturing, 2018, 21: 340-349.
[8] 王鈺, 王凱, 丁東紅, 等. 金屬熔絲增材制造技術(shù)的研究現(xiàn)狀與展望[J]. 電焊機(jī), 2019, 49(1): 69-77.
WANG Yu, WANG Kai, DING Dong-hong, et al. Research Status and Prospect of Metal Wire Additive Manufacturing Technology[J]. Electric Welding Machine, 2019, 49(1): 69-77.
[9] Ma Y, Cuiuri D, Shen C, et al. Effect of Interpass Temperature on In-Situ Alloying and Additive Manufacturing of Titanium Aluminides Using Gas Tungsten Arc Welding[J]. Additive Manufacturing, 2015, 8: 71-77.
[10] Wang T, Zhang Y, Wu Z, et al. Microstructure and Properties of Die Steel Fabricated by WAAM Using H13 Wire[J]. Vacuum, 2018, 149: 185-189.
[11] 佟倩, 馬躍, 孫齊松, 等. H13鋼熱鍛模具早期失效的原因[J]. 機(jī)械工程材料, 2020, 44(S2): 39-41.
TONG Qian, MA Yue, SUN Qi-song, et al. Causes of Early Failure of H13 Steel Hot Forging Die[J]. Materials for Mechanical Engineering, 2020, 44(S2): 39-41.
[12] 劉好增, 羅大金. 鎂合金壓鑄工藝與模具[M]. 北京: 中國(guó)輕工業(yè)出版社, 2010: 197-203.
LIU Hao-zeng, LUO Da-jin. Die Casting Process and Die for Magnesium Alloy[M]. Beijing: China Light Industry Press, 2010: 197-203.
[13] 沈泳華. 電弧增材制造成形系統(tǒng)設(shè)計(jì)及成形規(guī)律研究[D]. 南京: 南京航空航天大學(xué), 2017: 28-29.
SHEN Yong-hua. Study on Forming System Design and the Forming Principles for Wire and Arc Additive Manufacture[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2017: 28-29.
[14] DING Dong-hong, PAN Zeng-xi, CUIURI D, et al. A Multi-Bead Overlapping Model for Robotic Wire and Arc Additive Manufacturing (WAAM)[J]. Robotics and Computer-Integrated Manufacturing, 2015, 31: 101-110.
Effect of Interpass Temperature on Forming Quality of H13 Steel by Wire and Arc Additive Manufacture
JIANG Shu-xin, LI Feng-guang
(School of Materials Science and Engineering, Hubei University of Automotive Technology, Hubei Shiyan 442002, China)
The paper aims to obtain single pass multilayers forming parts with good appearance and forming quality and determine the interpass temperature. Twenty layers were deposited on the H13 steel substrate after quenching and tempering at four interpass temperatures of 50, 100, 150, 200 ℃ according to the determined process parameters. The effects of interpass temperature on the morphology and forming quality were analyzed by testing the macroscopic morphology, microstructure and tensile strength. When the interpass temperature was 100, 150, 200 ℃, the top layer was smooth and the side forming was regular. The difference between the maximum and minimum values of the average height of the forming parts at different temperatures was only 0.55 mm. When the interpass temperature was 200 ℃, the cooling time between the two adjacent deposition layers was the shortest, and the total deposition time of 20 layers was the shortest, which took 44.57 min. When the interpass temperature was greater than 100 ℃, the tensile strength was greater than 1 200 MPa. When WAAM is carried out on H13 steel substrate, the forming parts with good appearance and quality can be obtained by controlling the temperature between 150 ℃ and 200 ℃.
arc additive manufacture; wire; interpass temperature; single pass multilayer
10.3969/j.issn.1674-6457.2022.06.015
TG44
A
1674-6457(2022)06-0111-06
2021–10–13
國(guó)家自然科學(xué)基金(51604103);湖北省自然科學(xué)基金(2016CFB293);湖北汽車工業(yè)學(xué)院“增材制造及表面強(qiáng)化”校級(jí)創(chuàng)新團(tuán)隊(duì)項(xiàng)目(B05)
姜淑馨(1991—),女,碩士生,主要研究方向?yàn)殡娀≡霾闹圃臁?/p>
李峰光(1987—),男,博士,副教授,主要研究方向?yàn)榱慵Y(jié)構(gòu)設(shè)計(jì)、仿真及優(yōu)化。
責(zé)任編輯:蔣紅晨