線間距對SLM成形鈦合金Ti–6Al–4V力學性能的影響研究
2022-06-22 02:20:16袁美霞劉琪華明陳欣祎孟浩
精密成形工程 2022年6期
關(guān)鍵詞:力學性能
袁美霞,劉琪,華明,陳欣祎,孟浩
增材制造
線間距對SLM成形鈦合金Ti–6Al–4V力學性能的影響研究
袁美霞,劉琪,華明,陳欣祎,孟浩
(北京建筑大學 機電與車輛工程學院,北京 100044)
探究選區(qū)激光熔化技術(shù)工藝參數(shù)線間距對鈦合金Ti–6Al–4V增材試件力學性能的影響。通過SLM成形技術(shù),以鈦合金粉末為原材料、以線間距為變量制備增材成形試件,通過拉伸試驗、斷口形貌分析以及表面硬度測量獲取不同線間距工藝參數(shù)條件下鈦合金成形試件力學性能表現(xiàn)較好的較優(yōu)解。不同線間距條件下成形試件拉伸曲線差異較大,線間距為0.05 mm和0.10 mm時,成形試件拉伸曲線表現(xiàn)較好,成形試件斷口組織撕裂均具有連續(xù)性,韌窩結(jié)構(gòu)明顯,具有一定塑性。試件成形過程受氧化影響,其拉伸性能與硬度性能表現(xiàn)不一致。試驗最終工藝參數(shù)如下:曝光時間為80 μs、點間距為40 μm、線間距為0.05 mm,SLM成形試件獲得了較高的表面硬度,試件斷口組織撕裂連續(xù)性較為明顯,韌窩結(jié)構(gòu)較大,斷口界面缺陷較少,力學性能較優(yōu)。
選區(qū)激光熔化;拉伸試驗;鈦合金Ti–6Al–4V;力學性能
選區(qū)激光熔化技術(shù)(selective laster melting,SLM)作為一種增材制造發(fā)展的前沿技術(shù)手段,運用離散、堆積原理,通過調(diào)整打印工藝參數(shù)、優(yōu)化計算機切片算法以規(guī)劃打印路徑,可對打印制件進行性能改善。該技術(shù)具有“點–線–面–體”本征成形特性,能夠直接成形具有精細復雜結(jié)構(gòu)的金屬部件[1-2]。目前,SLM技術(shù)廣泛應用于制造業(yè)、航空航天、建筑、醫(yī)學等領(lǐng)域[3-4],其中打印材料Ti–6Al–4V合金的應用也越來越廣泛。
近幾年,SLM制備Ti–6Al–4V合金的研究方向主要集中于打印工藝參數(shù)對鈦合金制件顯微結(jié)構(gòu)特征研究、基本力學性能分析、打印過程中固熱耦合仿真優(yōu)化分析以及鈦合金在醫(yī)學仿生領(lǐng)域的打印應用等,并取得了一定的研究成果。李敬等[5]通過工藝參數(shù)交叉試驗確定SLM技術(shù)最佳致密度成形工藝為掃描速度1 200 mm/s、掃面間距0.1 mm、功率280 W。鄒濤等[6]和宗學文等[7]研究了SLM成形多孔Ti–6Al– 4V合金的微觀組織,并總結(jié)了柱狀晶生長規(guī)律及受溫度梯度影響的晶粒尺寸大小規(guī)律。徐仰立等[8]采用原位分解法對SLM打印工藝參數(shù)進行調(diào)整,通過拉伸測試驗證了原位分解可改善Ti–6Al–4V合金拉伸性能。劉暢等[9]和Lu等[10]驗證了3D打印多孔Ti–6Al–4V合金支架與人體細胞生物的相容性,發(fā)現(xiàn)與傳統(tǒng)鍛件相比,打印支架的彈性模量更接近人體正常骨組織,并通過拉伸試驗與數(shù)值模擬對鈦合金骨小梁結(jié)構(gòu)進行分析,表明骨小梁有較高的拉伸強度,滿足醫(yī)學要求。
不同SLM成形工藝參數(shù),如掃描速度、激光功率等,對鈦合金成形件力學性能以及微觀組織有不同的影響機理。參數(shù)線間距的擇取對熔池搭接比例影響較大,比例過大會造成成形冷卻熔道的二次加熱,比例過小會直接影響金屬粉末的熔化情況,進而影響成形試件的力學性能。根據(jù)文獻[11]可知,在功率為250 W、掃描速度為500 mm/s、曝光時間為80 μs、點間距為40 μm的SLM成形工藝參數(shù)下,試件表面成形精度較好,因此,文中使用金屬增材成形設備RENISHAW AM400,在以上工藝參數(shù)下,以成形工藝參數(shù)線間距為變量,開展鈦合金Ti–6Al–4V的SLM成形試驗,對成形試件的硬度、拉伸力學性能數(shù)據(jù)進行檢測與采集,探究線間距對鈦合金制件力學性能的影響規(guī)律,以期對制定Ti–6Al–4V鈦合金的SLM成形工藝參數(shù)具有一定的指導意義。
1 試驗
1.1 設備及材料
試驗設備如圖1所示。所用的成形設備為RENIS-H-AW AM400(Renishaw plc,London,UK)金屬3D打印機,如圖1a所示,其最大功率為400 W,光束對焦直徑達到70 μm,最大成形尺寸為250 mm×250 mm×300 mm,該設備可以以較高的熔融溫度加工材料。使用如圖1b所示的Time5302里伯格氏硬度測量計對Ti–6Al–4V打印成形試件進行硬度測量及數(shù)據(jù)采集,里氏硬度計具有大范圍、多部位快速檢驗及任意測量結(jié)果可打印等優(yōu)點。使用如圖1c所示的力學萬能試驗機記錄試件拉伸力和位移的變化關(guān)系。圖1d為Phenon飛納臺式掃描電鏡,該電鏡具有高亮度、高質(zhì)量、快速成像、元素識別等優(yōu)點,用來觀察拉伸試件斷口組織。

圖1 試驗設備
試驗原材料為Ti–6Al–4V粉末,其化學成分如表1所示,電鏡下微觀結(jié)構(gòu)如圖2所示。
表1 Ti–6Al–4V合金化學成分

Tab.1 Chemical composition of Ti-6Al-4V wt.%

圖2 Ti–6Al–4V粉末微觀形貌
1.2 方案
試件制備過程中,采用單道Z形掃描策略,選定激光功率為250 W,掃描速度為500 mm/s,打印層厚為50 μm,采用–水平擺放的方式制備SLM成形鈦合金試樣。SLM試件成形過程如圖3所示,其中為點間距,為線間距,N1、N2為不同面掃描策略。
線間距大小會影響SLM過程中Ti?6Al?4V合金粉末的熔化程度以及熔化過程中金屬的流動性,從而影響金屬粉末的黏結(jié)性、孔隙形狀與分布。同時激光束直徑的大小對不同線間距下重熔率的影響不可忽略,在激光束直徑確定的前提下選擇合理的線間距有利于提高打印試件的綜合性能。文中選用激光束直徑為70 μm,試驗選擇線間距為0.050~0.140 mm[12]。根據(jù)黃金分割法可以以最少試驗獲取最優(yōu)解,取該區(qū)間內(nèi)黃金分割點1=(0.14?0.05)×0.168=0.105 mm,2= (0.14+0.05)?1=0.084 mm。根據(jù)基礎試驗,與線間距為2時進行比較,發(fā)現(xiàn)1條件下成形時試件的綜合力學性能較好,因此試驗最優(yōu)解在0.084~0.14 mm范圍內(nèi),同理該區(qū)間黃金分割點3=(2+0.14)?1= 0.124 mm。為保證試驗變量具有一定均勻性,選擇在區(qū)間0.05~0.1 mm內(nèi)等差設置3組變量,分別為0.050、0.075、0.100 mm,以這3組參數(shù)加上黃金分割點0.124 mm和區(qū)間最大點0.14 mm共5組線間距工藝參數(shù)作為試驗變量,使用AM 400金屬打印機完成對Ti–6Al–4V合金試驗拉伸試件的打印,試件成形尺寸如圖4所示。

圖3 試件SLM成形過程

圖4 Ti–6Al–4V成形試件幾何尺寸
試件制備成形后,首先使用萬能力學試驗機拉伸裝置進行拉伸試驗,采集各試件力學特性數(shù)據(jù),每組測量5次。其次采用掃描電鏡觀察拉伸件斷口組織,對比增材成形試件韌窩分布,獲得在變線間距條件下試件拉伸塑性較優(yōu)的工藝參數(shù)。最后用Time5302硬度測量儀在每個試件表面均勻測量5個點的硬度值,取平均值作為該試件的硬度值。綜合考慮成形試件的硬度性能與拉伸性能,獲得綜合性能較優(yōu)的成形工藝參數(shù)組合。
2 結(jié)果與分析
2.1 抗拉強度與屈服強度
使用萬能力學試驗機采集鈦合金打印試件的拉伸力學性能數(shù)據(jù),如圖5所示。由圖5可知,抗拉強度、屈服強度以及最大拉力試驗數(shù)據(jù)標準差分別為125.56 GPa、240.51 GPa、0.35 kN,表明工藝參數(shù)線間距的變化對試件力學性能影響較大,其中Ti–6Al–4V合金試件的屈服強度波動最大,其次是抗拉強度,最大拉力波動最小。在激光功率為250 W、掃描速率為500 mm/s、曝光時間為80 μs、點間距為40 μm條件下,線間距為0.10 mm時,拉斷鈦合金試件拉力為3.24 kN,試件抗拉強度為1 160 GPa,屈服強度為845 GPa,拉伸力學性能表現(xiàn)較優(yōu)。圖5表明,線間距為0.075 mm時的力學性能比線間距為0.05 mm和0.10 mm時的力學性能更弱,這是因為線間距為0.075 mm時,打印相鄰熔道間距尺寸與激光束直徑尺寸相近,已凝固熔道會在相鄰熔池作用下發(fā)生過度重熔現(xiàn)象,使熔池內(nèi)部形成較大的溫度梯度,導致Marangoni效應增強,且試樣內(nèi)部出現(xiàn)較多孔洞,同時由于線間距相對較小,單位面積包含熔道較多,飛濺現(xiàn)象較多,導致較大飛濺顆粒在下一層成形時無法完全重熔以及粉末夾雜氣體來不及溢出形成孔隙缺陷。當線間距為0.05 mm時,相鄰熔道間距小于激光束直徑,已凝固熔道在相鄰熔池激光作用下發(fā)生完全重熔,使已凝固熔池再次熔化,促進熔池內(nèi)部流動,成形件內(nèi)部的氣孔缺陷得到填補改善,同時可以改善表面粗糙度,使試件力學性能表現(xiàn)更好[13-15]。當線間距為0.1 mm時,相鄰熔池對已凝固熔池重熔度較小,對已凝固熔池的組織性能影響較小。因為試件在拉伸試驗中最脆弱的缺陷部位拉斷,所以當線間距為0.075 mm時,成形試件斷口位置位于試件上端部,從而使該試件的力學性能相對線間距為0.05 mm和0.10 mm時成形試件的力學性能表現(xiàn)較弱。

圖5 Ti–6Al–4V打印件抗拉強度與屈服強度
根據(jù)測量數(shù)據(jù),利用萬能力學試驗機記錄試件拉伸變形過程中力與位移的關(guān)系曲線,如圖6所示。曲線開始存在一段平緩區(qū),這是因為初始夾具系統(tǒng)和試樣之間不可避免地存在弱連接。在曲線變化過程中,幾乎每條曲線都表現(xiàn)出明顯的N字形變化,這是因為當曲線到達第1個拐點時,試件強度達到彈性極限,隨后出現(xiàn)N字形變化趨勢,此時拉力突然減小,試件表現(xiàn)出短暫屈服,拉伸過程處于屈服階段。在該階段中材料暫時失去了抵抗變形的能力,材料微觀組織發(fā)生晶格位錯。曲線到達第2個拐點時,其縱坐標為試件強度達到屈服極限時對應的拉力,而后曲線出現(xiàn)上升現(xiàn)象,表明試件正處于強化階段,曲線消失的末端表明試件被拉斷,此時試件強度達到強度極限,對應拉力為試件的極限拉力。
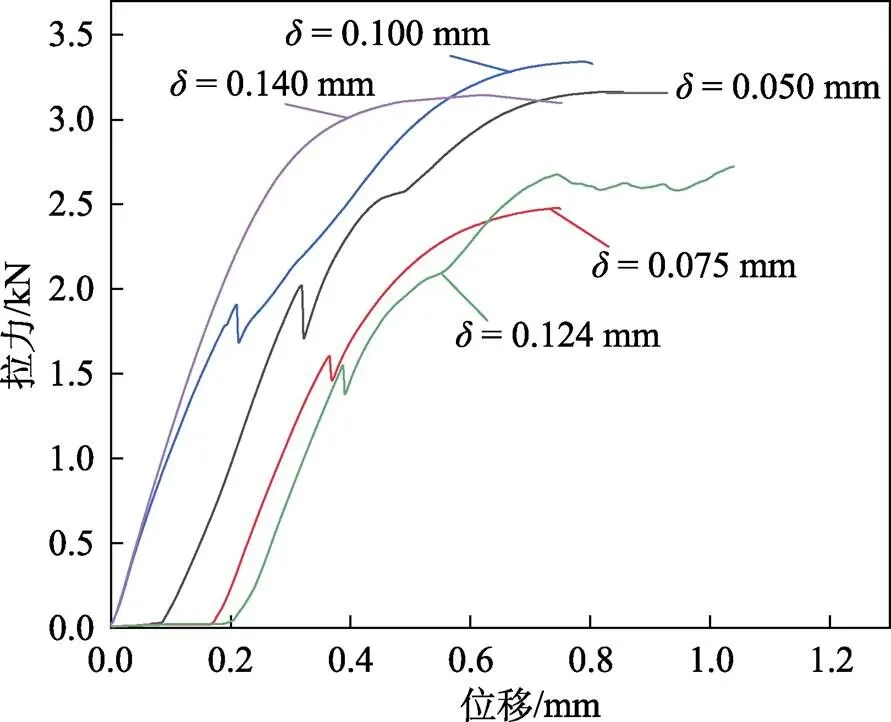
圖6 不同工藝參數(shù)下拉伸過程力與位移關(guān)系曲線
在圖6中,線間距取值為0.05 mm和0.10 mm時,試件表現(xiàn)出較好的拉伸性能。相比線間距為0.05 mm時的成形試件極限拉力,線間距為0.10 mm時的試件極限拉力表現(xiàn)較優(yōu),但比較屈服強度對應拉力時,線間距為0.05 mm的拉力性能表現(xiàn)較優(yōu)。當線間距取值為0.075 mm和0.124 mm時,試件的拉伸性能相似,但相對線間距為0.05 mm及0.10 mm時表現(xiàn)的力學性能略差。同時當線間距為0.124 mm時,開始時的平緩區(qū)較大,曲線在最后階段出現(xiàn)不規(guī)則變化,這是由于試件與夾緊系統(tǒng)在整個過程都處于弱連接狀態(tài),導致試件形成較大的位移。當線間距為0.14 mm時,曲線沒有出現(xiàn)N字形趨勢,沒有明顯屈服現(xiàn)象,其拉伸曲線類似無屈服階段的拉伸曲線,線間距較大會造成相鄰兩熔池不完全搭接,顆粒粉末熔化不充分,打印件的性能會下降。對比拉伸曲線,曝光時間為80 μs、點間距為40 μm、線間距為0.05 mm或0.10 mm時,試件拉伸曲線成形表現(xiàn)較優(yōu)。
2.2 拉伸斷口形貌
激光選區(qū)熔化成形鈦合金試件拉伸斷裂位置如圖7所示。當線間距為0.05、0.10、0.124 mm時,斷口位于試件中部左右,而當線間距為0.075 mm及0.14 mm時,斷口靠近變截面位置,特別當線間距為0.075 mm時表現(xiàn)較為明顯。這是因為試件在成形過程中產(chǎn)生了缺陷,在拉伸試驗中,斷裂位置會發(fā)生在由于缺陷而導致試件內(nèi)部組織不均勻的截面上,使拉伸斷裂位置偏移。

圖7 不同線間距下的SLM成形試件拉斷圖
使用電鏡測量儀觀察拉伸試件斷口局部形貌如圖8所示。拉斷試件斷口的微觀組織撕裂都具有連續(xù)性,表明鈦合金增材試件具有塑性特征。圖8b及8d中存在球化現(xiàn)象,這是由于在成形過程中,激光激起氣流中夾雜粉末顆粒,金屬粉末在氣流作用下進入激光發(fā)生重熔,進而在金屬蒸氣反沖擊壓力作用下發(fā)生飛濺形成球化現(xiàn)象,這種現(xiàn)象可以通過改變工藝參數(shù)消除。同時圖8b中的氣孔現(xiàn)象較為明顯,這是因為打印過程中粉末夾雜氣體來不及溢出,并受較大飛濺粉末影響,下一層成形時無法完全熔化,導致氣孔產(chǎn)生,較高氣孔率會縮短成形件的疲勞壽命,因此氣孔以及球化缺陷的存在使試件在拉伸過程中出現(xiàn)斷口偏移。圖8中的局部放大區(qū)域表明,增材成形試件斷口均出現(xiàn)明顯的韌窩結(jié)構(gòu),說明試件在未斷裂前內(nèi)部已經(jīng)發(fā)生撕裂。韌窩是韌性斷裂的典型形貌,且韌窩數(shù)量越多,韌窩結(jié)構(gòu)越大,表明韌性越好。同時由圖8a可知,線間距為0.05 mm時,試件斷口韌窩結(jié)構(gòu)細密且較深,分布更均勻,氣孔現(xiàn)象較少且沒有出現(xiàn)球化現(xiàn)象。當線間距為0.124 mm和0.14 mm時,斷口韌窩相對稀疏,脆性相對較大。

圖8 基于SLM不同線間距鈦合金打印件斷口形貌及局部放大圖
在圖8中,增材成形試件表面及斷口表面均出現(xiàn)大量不規(guī)則黑色斑點,特別當線間距為0.10 mm時,試件表面表現(xiàn)較為明顯。選取圖8c中成形試件的3個黑色斑點,通過掃描電鏡進行化學成分分析,分析結(jié)果如圖9所示。圖9表明,試驗所測黑色斑點中氧元素含量最高,其次為鋁元素,同時還有碳、氮元素的存在,這表明在高功率激光作用下,空氣與金屬元素發(fā)生氧化反應,因此在試件表面以及內(nèi)部存在黑色斑點缺陷。當線間距為0.10 mm時,熔道搭接比例產(chǎn)生的局部堆積溫度使成形試件表面還未完全凝固的金屬液更傾向于發(fā)生氧化,所以試件表面氧化物表現(xiàn)比較密集。
2.3 表面硬度
通過里伯格氏硬度測量計采集5組硬度數(shù)據(jù),結(jié)果如圖10所示。試驗數(shù)據(jù)標準差為27.48HL,表明數(shù)據(jù)總體離散程度較大,線間距對成形試件表面硬度的影響存在差異。圖10中數(shù)據(jù)的變化趨勢表明,當曝光時間和點間距一定時,隨著線間距的增加,鈦合金打印件的硬度曲線整體呈現(xiàn)下降趨勢;當線間距為0.140 mm時,試件獲得了里氏硬度值最小值,為568.8HL。這是因為線間距的大小會直接影響相鄰熔池的搭接比例。線間距過小導致相鄰熔池搭接比例過大,當熔池形成時,會對處于冷卻狀態(tài)的相鄰熔池進行二次加熱,加劇熱變形幅度,導致熔池微觀組織向不穩(wěn)定方向變化,致使試件組織不均勻,降低試件力學性能;線間距過大會導致相鄰熔池間搭接比例過小,使熔道之間的間隔增大,激光對搭接區(qū)域重熔不完全會造成熔道之間的熔液無法充分填充孔隙,從而導致孔隙缺陷,影響打印試件的致密度以及力學性能[16-18]。所以當線間距為0.140 mm時,兩相鄰熔池搭接比例過大,金屬粉末熔化不完全,導致其成形質(zhì)量較差。

圖9 不同部位黑色斑點化學成分組成比例
圖10表明,當曝光時間為80 μs、點間距為40 μm、線間距為0.05~0.140 mm時,硬度曲線先下降后上升再下降。當線間距較小時,試件將會獲得較優(yōu)硬度性能。這是因為此時曝光時間、點間距以及線間距的參數(shù)選擇與掃描速度和激光功率相匹配,合金粉末熔化充分,進而兩相鄰熔池搭接情況較好,致使成形試件表面形貌較優(yōu),合金表面結(jié)構(gòu)更加合理,從而使試件獲取較優(yōu)的硬度性能。圖10表明,當線間距為0.075 mm時,試件表現(xiàn)出較好的硬度,但圖6拉伸曲線表明,在此工藝下成形的試件拉伸性能表現(xiàn)較差,而當線間距為0.10 mm時,成形試件獲得的硬度較小而拉伸性能表現(xiàn)較好,這是因為在成形過程由于試件的表面氧化,對線間距為0.10 mm時的成形試件表面質(zhì)量影響較大,從而影響了試件整體表面硬度。當線間距為0.05 mm時,成形試件拉伸性能與硬度表現(xiàn)一致,綜合性能較優(yōu)。
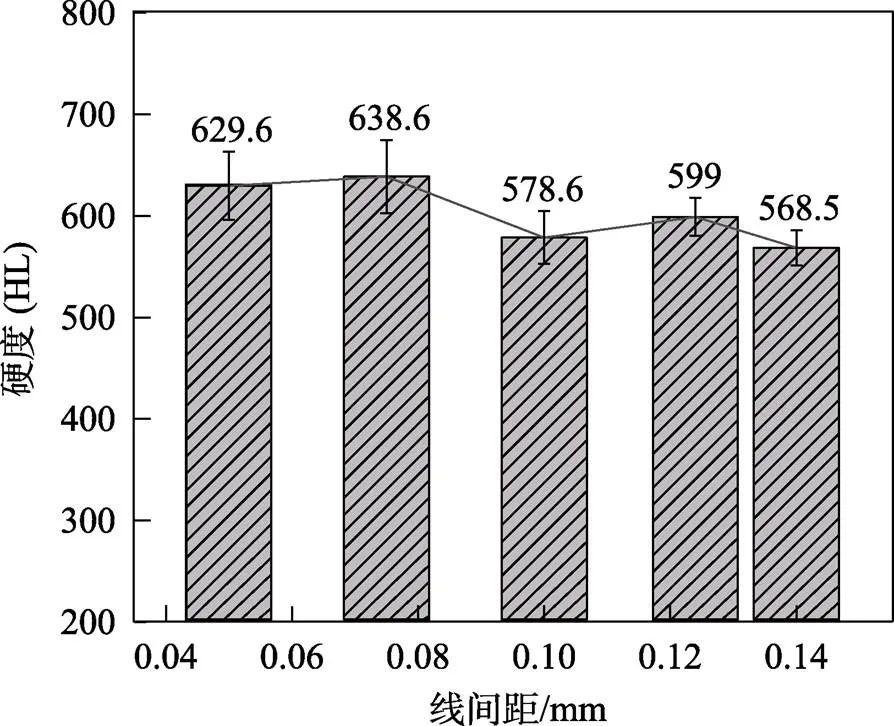
圖10 曝光時間為80 μs、點間距為40 μm時的線間距與硬度關(guān)系曲線
3 結(jié)論
通過對SLM成形試件拉伸試驗及其數(shù)據(jù)進行分析,發(fā)現(xiàn)在掃描功率為250 W、掃描速率為500 mm/s、掃描層厚為50 μm條件下,調(diào)整曝光時間為80 μs、點間距為40 μm、線間距為0.05 mm時,SLM制備鈦合金Ti–6Al–4V試件的拉伸性能與硬度性能表現(xiàn)一致,且試件斷口位置靠近中部,拉伸過程受力均勻。此時試件斷口組織撕裂連續(xù)性較為明顯,試件表現(xiàn)出較好的延展性,同時斷口微觀形貌韌窩尺寸較大,斷口表現(xiàn)為內(nèi)部缺陷較少,試件表現(xiàn)為韌性較高、拉伸性能較優(yōu)。SLM增材成形過程中表面的氧化會影響試件的表面硬度,從而使試件的力學拉伸性能與表面硬度性能表現(xiàn)不一致。
[1] 余晨帆, 趙聰聰, 張哲峰, 等. 選區(qū)激光熔化316L不銹鋼的拉伸性能[J]. 金屬學報, 2020, 56(5): 683-692.
YU Chen-fan, ZHAO Cong-cong, ZHANG Zhe-feng, et al. Tensile Properties of Selective Laser Melted 316L Stainless Steel[J]. Acta Metallurgica Sinica, 2020, 56(5): 683-692.
[2] 榮遠卓, 凌志成, 楊寅晨, 等. Ti6Al4V粉末選區(qū)激光熔化的基礎實驗研究[J]. 應用激光, 2021, 41(1): 1-6.
RONG Yuan-zhuo, LING Zhi-cheng, YANG Yin-chen, et al. Experimental Study on Selective Laser Melting of Ti6Al4V Powder[J]. Applied Laser, 2021, 41(1): 1-6.
[3] 徐仰立, 張冬云, 曹玄揚, 等. 基于選區(qū)激光熔化成型生物醫(yī)用Ti-6Al-4V合金的工藝與性能研究[J]. 應用激光, 2017, 37(2): 199-206.
XU Yang-li, ZHANG Dong-yun, CAO Xuan-yang, et al. Study on the Process and Properties of Biomedical Ti-6Al-4V Alloy Based on Selective Laser Melting[J]. Applied Laser, 2017, 37(2): 199-206.
[4] 張?zhí)m, 王翔, 劉軍, 等. 3D打印鈦合金骨小梁多孔結(jié)構(gòu)的拉伸性能[J]. 中國組織工程研究, 2020, 24(22): 3498-3503.
ZHANG Lan, WANG Xiang, LIU Jun, et al. Tensile Properties of Three-Dimensional Printed Porous Titanium Alloy Trabecular Bone[J]. Chinese Journal of Tissue Engineering Research, 2020, 24(22): 3498-3503.
[5] 李敬, 劉敏, 馬文有, 等. 工藝參數(shù)及熱處理對選區(qū)激光熔化Ti6Al4V性能的影響研究[J]. 應用激光, 2017, 37(6): 779-786.
LI Jing, LIU Min, MA Wen-you, et al. Effects of Process Parameters and Post-Heat Treatment on the Properties of Selective Laser Melted Ti6Al4V[J]. Applied Laser, 2017, 37(6): 779-786.
[6] 鄒濤, 張敏, 陳長軍, 等. 激光增材制造(3D打印)制備鈦合金的微觀組織研究[J]. 應用激光, 2016, 36(3): 286-290.
ZOU Tao, ZHANG Min, CHEN Chang-jun, et al. Study on the Microstructure of Ti6Al4V Alloy Prepared by Laser Additive Manufacturing(3D Printing)[J]. Applied Laser, 2016, 36(3): 286-290.
[7] 宗學文, 張健, 盧秉恒, 等. 選區(qū)激光熔化成形Ti6Al4V合金摩擦磨損性能的各向異性[J]. 稀有金屬材料與工程, 2021, 50(6): 2106-2111.
ZONG Xue-wen, ZHANG Jian, LU Bing-heng, et al. Friction and Wear Performance of Different Forming Surfaces of Ti6Al4V Alloy Formed by Selective Laser Melting[J]. Rare Metal Materials and Engineering, 2021, 50(6): 2106-2111.
[8] 徐仰立, 張冬云, 郭彥梧, 等. 選區(qū)激光熔化成形Ti6Al4V合金拉伸性能提高的研究[J]. 表面技術(shù), 2019, 48(5): 108-115.
XU Yang-li, ZHANG Dong-yun, GUO Yan-wu, et al. Improvement of Tensile Properties of Ti6Al4V Alloy by Selective Laser Melting[J]. Surface Technology, 2019, 48(5): 108-115.
[9] 劉暢, 王辰宇, 劉賀, 等. 3D打印Ti6Al4V鈦合金支架的力學性能及生物相容性[J]. 中國有色金屬學報, 2018, 28(4): 758-765.
LIU Chang, WANG Chen-yu, LIU He, et al. Mechanical Properties and Biocompatibility of 3D Printing Ti6Al4V Titanium Alloy Scaffolds[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(4): 758-765.
[10] LU S L, TANG H P, NING Y P, et al. Microstructure and Mechanical Properties of Long Ti-6Al-4V Rods Additively Manufactured by Selective Electron Beam Melting out of a Deep Powder Bed and the Effect of Subsequent Hot Isostatic Pressing[J]. Metallurgical and Materials Transactions A, 2015, 46(9): 3824-3834.
[11] 袁美霞, 華明, 陳欣祎, 等. 選區(qū)激光熔化工藝參數(shù)對鈦合金Ti–6Al–4V成形質(zhì)量的影響研究[J]. 航空制造技術(shù), 2021, 64(17): 72-77.
YUAN Mei-xia, HUA Ming, CHEN Xin-yi, et al. Effect of Selective Laser Melting Process Parameters on Forming Quality of Titanium Alloy Ti–6Al–4V[J]. Aeronautical Manufacturing Technology, 2021, 64(17): 72-77.
[12] 韓國梁, 石文天, 韓玉凡, 等. 基于單熔道試驗的選區(qū)激光熔化成形TC4鈦合金表面成形質(zhì)量研究[J]. 激光雜志, 2021, 42(3): 163-169.
HAN Guo-liang, SHI Wen-tian, HAN Yu-fan, et al. Study on Surface Quality of TC4 Alloy Formed by Selective Laser Melting Based on Single-Track Experiment[J]. Laser Journal, 2021, 42(3): 163-169.
[13] 卞玉超, 彭英博, 宋凌峰, 等. 基于激光重熔優(yōu)化工藝的激光選區(qū)熔化316L/IN718異質(zhì)異構(gòu)研究[J]. 中國激光, 2021, 48(18): 1802009.
BIAN Yu-chao, PENG Ying-bo, SONG Ling-feng, et al. Heterogeneity of 316L/IN718 Formed via Selective Laser Melting Based on Laser Remelting Optimization Process[J]. Chinese Journal of Lasers, 2021, 48(18): 1802009.
[14] XU W, LUI E W, PATERAS A, et al. In-Situ, Tailoring Microstructure in Additively Manufactured Ti-6Al-4V for Superior Mechanical Performance[J]. Acta Materialia, 2017, 125: 390-400.
[15] 祁斌, 劉玉德, 石文天, 等. 脈沖式激光選區(qū)熔化成形搭接率的研究[J]. 激光技術(shù), 2018, 42(3): 311-317.
QI Bin, LIU Yu-de, SHI Wen-tian, et al. Study on Overlap Ratio of Pulse Laser Selective Melting Forming[J]. Laser Technology, 2018, 42(3): 311-317.
[16] GAO Shuo-hong, YAN Xing-chen, CHANG Cheng, et al. Effect of Laser Energy Density on Surface Morphology, Microstructure, and Magnetic Properties of Selective Laser Melted Fe-3wt.% Si Alloys[J]. Journal of Materials Engineering and Performance, 2021, 30(7): 5020-5030.
[17] OYESOLA M, MPOFU K, MATHE N, et al. Optimization of Selective Laser Melting Process Parameters for Surface Quality Performance of the Fabricated Ti6Al4V[J]. The International Journal of Advanced Manufacturing Technology, 2021, 114(5/6): 1585-1599.
[18] 熊煒, 王斌, 吳會平, 等. Ti6Al4V鈦合金自由曲面鈑金件超塑成形數(shù)值仿真與實驗驗證[J]. 塑性工程學報, 2020, 27(5): 53-57.
XIONG Wei, WANG Bin, WU Hui-ping, et al. Numerical Simulation and Experimental Verification of Superplastic Forming of Ti6Al4V Titanium Alloy Freeform Sheet Metal Parts[J]. Journal of Plasticity Engineering, 2020, 27(5): 53-57.
Effect of Line Spacing on Mechanical Properties of Ti-6Al-4V Alloy Formed by SLM
YUAN Mei-xia, LIU Qi, HUA Ming, CHEN Xin-yi, MENG Hao
(School of Mechanical-electronic and Vehicle Engineering, Beijing University of Civil Engineering and Architecture, Beijing 100044, China)
The paper aims to explore the effect of line spacing of process parameters of Selective Laster Melting (SLM) on mechanical properties of titanium alloy Ti-6Al-4V additive forming specimen. This paper adopts SLM forming technology to prepare additive forming specimen with titanium alloy powder as raw material and line spacing as variable. By means of tensile test, fracture morphology analysis and surface hardness measurement, the optimal solution of mechanical properties of titanium alloy forming specimens with different line spacing process parameters is obtained. The test results show that the tensile curve of the specimen varies greatly under different line spacing conditions, and the tensile curve of the specimen is better when the line spacing is 0.05 mm and 0.10 mm. The fracture tearing of the specimen is continuous, and the dimple structure is obvious and has certain plasticity. At the same time, the forming process of the specimen is affected by oxidation, which makes its tensile properties and hardness properties inconsistent. Finally, under the conditions of exposure time of 80 μs, point spacing of 40 μm and line spacing of 0.05 mm, the SLM specimen obtains higher surface hardness, more obvious fracture microstructure tear continuity, larger dimple structure, less fracture interface defects, and better mechanical properties.
SLM; tensile test; titanium alloy Ti-6Al-4V; mechanical properties
10.3969/j.issn.1674-6457.2022.06.013
TG146.23
A
1674-6457(2022)06-0093-08
2021–11–03
北京建筑大學市屬高校基本科研業(yè)務費專項(X18236);國家自然科學基金(51975006)
袁美霞(1979—),女,博士,副教授,主要研究方向為先進制造。
責任編輯:蔣紅晨
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(shù)(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53