K480鎳基高溫合金釬焊接頭組織與性能
2022-06-22 07:36:24王浩吳欣程耀永毛唯
焊接 2022年4期
王浩, 吳欣, 程耀永, 毛唯
(中國航發北京航空材料研究院,北京 100095)
創新點: (1)采用Ni-Nb-W-Co-Cr-Al鎳基釬料釬焊K480合金,高溫拉伸強度可達到母材強度的90%。
0 前言
K480合金是γ′相沉淀強化等軸晶鎳基鑄造高溫合金,與國外Rene′80合金相當,具有良好的屈服和抗拉強度,以及優異的組織穩定性和耐熱腐蝕性能,適用于制作950 ℃以下航空發動機及燃氣輪機高壓渦輪工作葉片等[1-3]。由于工作葉片在設計上采用復雜冷卻氣道結構,僅憑精密鑄造技術難以實現終形成形,必須與適合的焊接技術相結合,才能夠實現復雜空心葉片或其他零件的有效連接形成最終結構并應用。
K480合金Al,Ti含量較高,采用氬弧焊、激光焊等熔焊的方法焊接易形成焊接裂紋;采用擴散焊、摩擦焊等固相連接技術可獲得性能優異的接頭,但在焊接過程中需要施加較大壓力,不適合連接空心葉片等精密復雜結構[4-7]。真空釬焊是在真空環境下對已經裝配好釬料的焊件進行加熱,利用真空條件下發生一系列對釬焊有利的物理化學反應,實現去膜和潤濕,形成釬焊的工藝方法。目前已廣泛用于細晶、定向、單晶高壓渦輪工作葉片、導向葉片及復合材料的連接[8-13]。大間隙釬焊可以將填入接頭間隙的高熔點合金粉末真空燒結為金屬骨架,粉末顆粒之間形成微小間隙,其外部釬料熔化在毛細作用下填充間隙從而解決大間隙釬焊的難題[14-15]。針對K480合金,國內外的研究主要集中在熱處理工藝對母材組織的調控方面,對其真空釬焊的相關研究很少[16]。文中采用Ni-Nb-W-Co-Cr-Al釬料,使用大間隙釬焊對K480合金進行釬焊并對接頭的微觀組織及性能進行研究。
1 試驗條件及方法
試驗用K480合金為北京航空材料研究院自制等軸晶鎳基鑄造高溫合金,試驗用高熔點合金粉末為平均直徑≤100 μm的氣體霧化球形粉末。K480母材性能見表1,K480母材、高熔點粉末和鎳基釬料成分見表2。
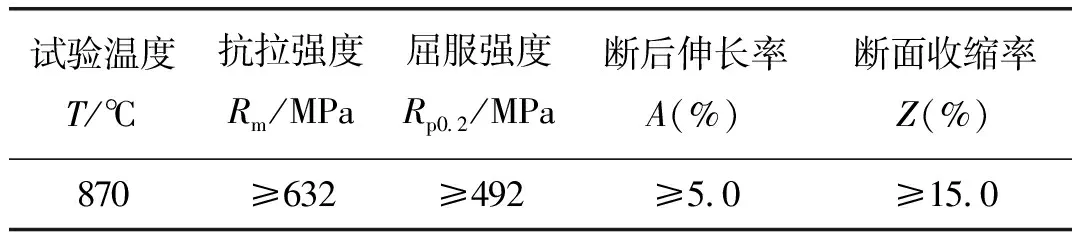
表1 K480力學性能
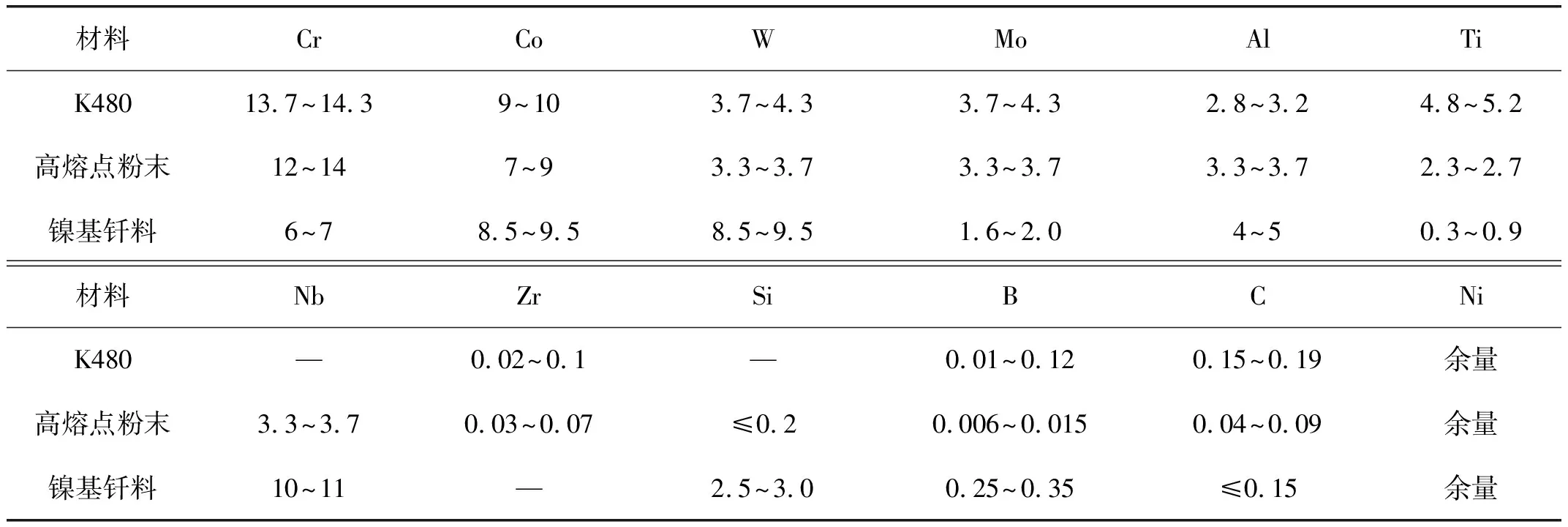
表2 試驗用母材、高熔點粉末和鎳基釬料的化學成分(質量分數,%)
K480合金真空釬焊采用預填高熔點合金粉末的大間隙釬焊工藝。圖1為釬焊試樣裝配示意圖,釬焊間隙為0.2 mm,母材板厚2 mm,使用0.2 mm厚純鎳箔作為間隙片,儲能點焊機點焊定位,在間隙內填充高溫合金粉末并用膠黏劑固定,隨后在合金粉末上方添加適量鎳基釬料并用膠黏劑固定。將裝配好的試樣放入真空釬焊爐中進行加熱,真空壓力全程不高于5×10-2Pa,以10 ℃/min的升溫速率升溫至1 220 ℃,保溫15~240 min,保溫結束后爐冷至200 ℃以下出爐。
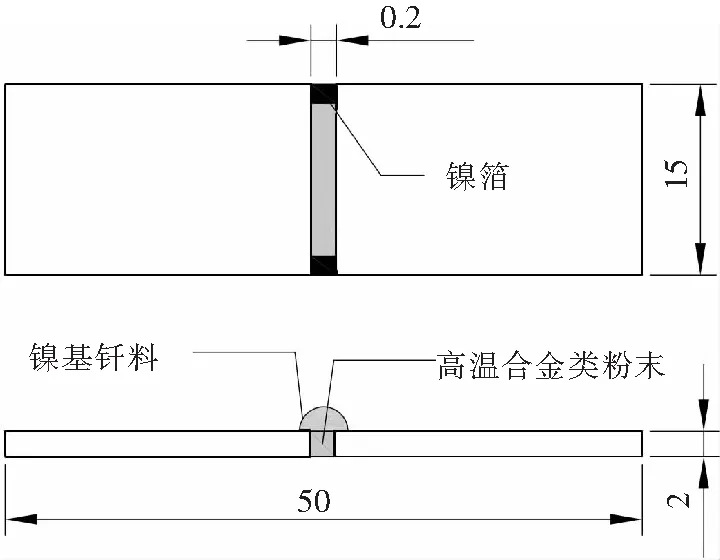
圖1 釬焊試樣裝配示意圖
釬焊接頭經過線切割、打磨、拋光,使用掃描電鏡和能譜儀觀察釬焊接頭顯微組織和進行物相分析。釬焊完成后,按照圖2加工試樣測試高溫拉伸性能。
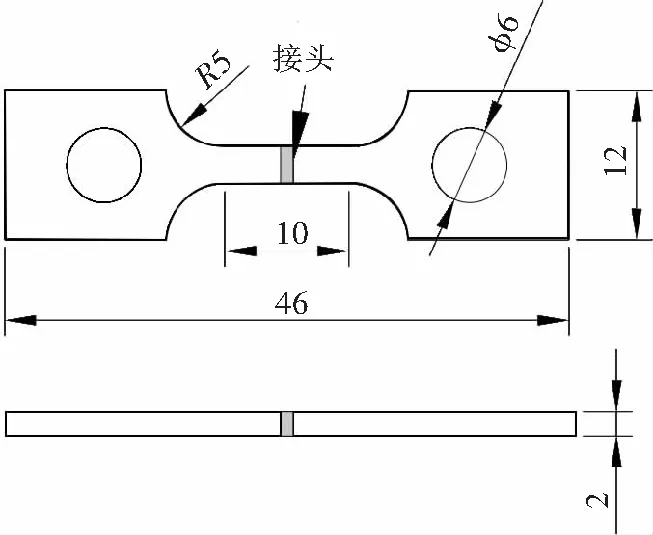
圖2 高溫拉伸試樣示意圖
2 試驗結果及討論
2.1 釬焊接頭組織
K480合金間隙內預填高熔點合金粉末,在1 220 ℃×15 min釬焊后的接頭組織如圖3所示。由圖3可知,Ni-Nb-W-Co-Cr-Al釬料可實現K480合金的良好連接。在釬焊溫度下,合金粉末不熔化,鎳基釬料熔化后潤濕鋪展至粉末顆粒間隙內形成釬焊接頭。接頭內主要包括合金粉末顆粒,以粉末顆粒和母材表面為晶核結晶出的白色固溶體,顆粒間花簇狀共晶相,以及白色和灰色的化合物相,各組織成分分析結果見表3。結合能譜分析測試結果和之前的研究可知[17-18],花簇狀共晶相為γ+γ′共晶組織(圖3c),白色塊狀相和白色條狀相W和Ni的含量高,為富含W,Ni的高溫初生相,是一種含Si的硼化物相,灰色骨架相和灰色塊狀相為富含Nb的Ni3Si相。合金粉末顆粒內依然保持高溫合金γ+γ′兩相組織,顆粒外邊緣為結構與合金粉末相似的γ+γ′兩相組織,其γ′相比合金粉末顆粒內部γ′相尺寸較大。接頭近縫區背散射圖譜存在的富Nb,W白亮區域,這是因為釬料中的Nb,W在濃度梯度的作用下向母材發生不均勻擴散并生成少量化合物相,其中淺灰色相含有較多的Nb和Ti,應該是Nb,Ti與母材中的C反應生成的(Nb,Ti)C化合物相,淺白色相Mo,W,Cr的含量均比較高,Ni含量較低,幾乎不含Al,Ti,推測其為(Mo,W,Cr,Ni)3B2相。
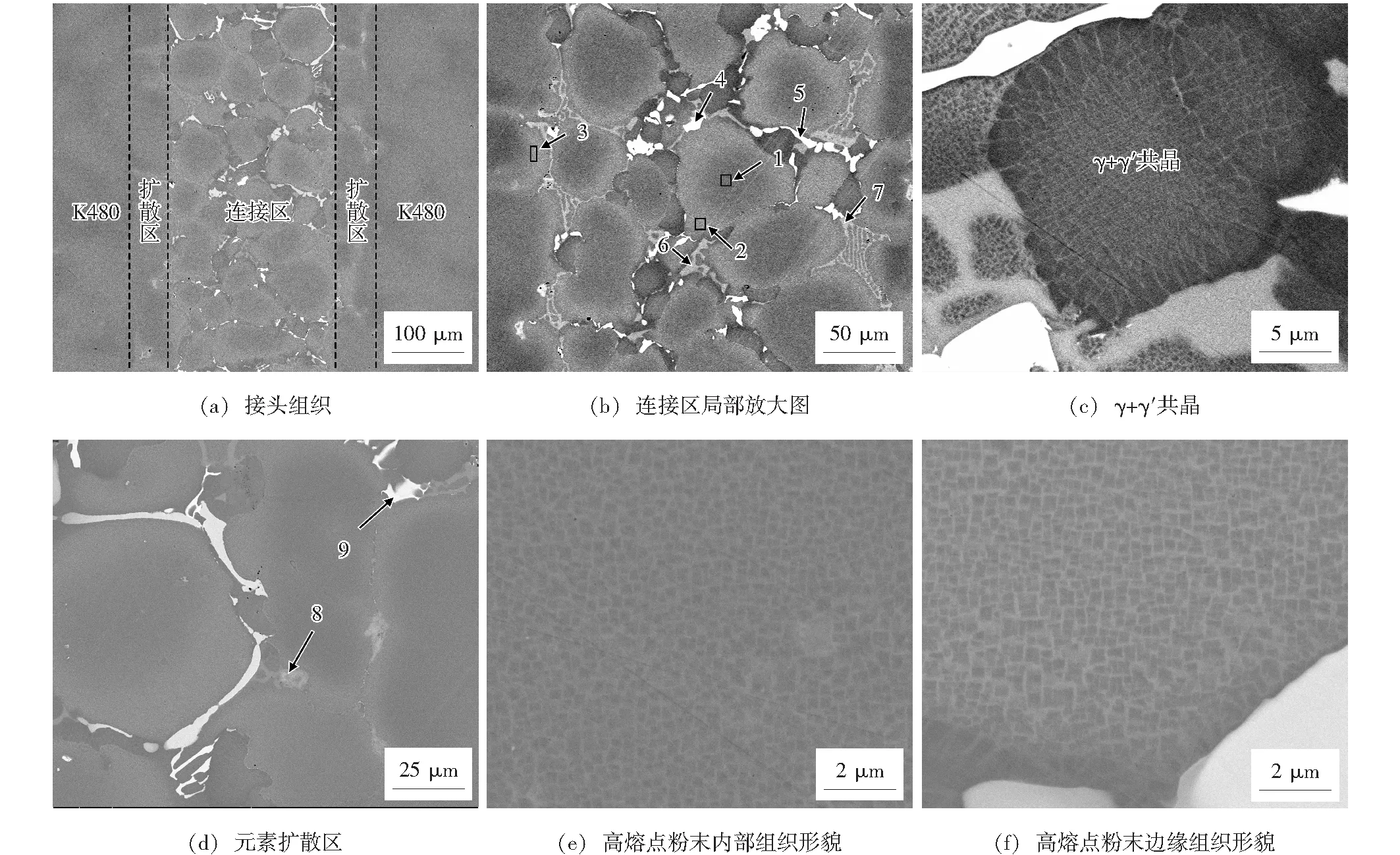
圖3 1 220 ℃×15 min釬縫組織背散射圖譜
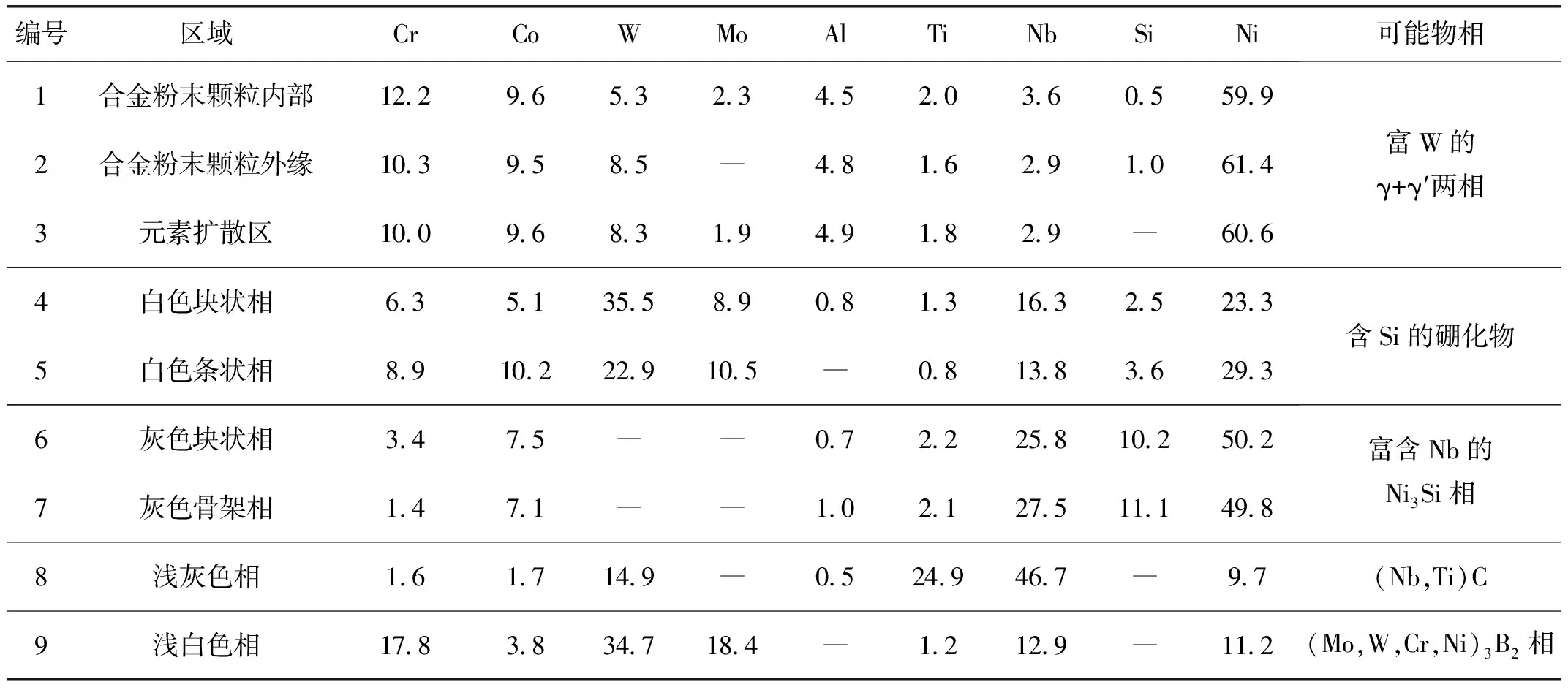
表3 1 220 ℃×15 min釬縫接頭組織微區化學成分(質量分數,%)及可能物相
2.2 保溫時間對釬焊接頭顯微組織的影響
在1 220 ℃保溫30 min,60 min,120 min獲得的釬焊接頭組織如圖4所示。由圖4可知,長時間保溫后接頭依然由合金粉末顆粒、顆粒間γ+γ′共晶相和化合物相組成。保溫時間延長,釬料繼續以顆粒表面為晶核結晶生成γ+γ′兩相使顆粒不斷長大,當顆粒長大至相互接觸時,大顆粒吞并小顆粒進一步長大,保溫時間為120 min時部分顆粒直徑已經長大至180 μm。顆粒間的γ+γ′相和化合物相因顆粒長大而被排擠合并長大,白色化合物相由原先的塊狀、條狀合并長大為骨架狀,灰色硅化物相也發生長大。對比白色化合物相(表3中的4號、5號和表4中的10號)發現,該化合物相成分發生明顯變化,骨架狀白色化合物相不含Si,且Mo,W,Cr的含量較高,Ni含量較低,幾乎不含Al,Ti,推測其為(Mo,W,Cr,Ni)3B2相。主要是因為長時間保溫使含Si硼化物初生相發生分解,Si元素擴散與Ni生成更加穩定的Ni3Si相,Ni和Si的含量下降,其余元素生成骨架狀(Mo,W,Cr,Ni)3B2相。保溫時間增加有利于化合物合成元素Si,B,C的擴散,化合物總量減少,但并不能完全消除。

表4 1 220 ℃×120 min釬縫接頭組織微區化學成分(質量分數,%)及可能物相
觀察圖4e、圖4f發現,保溫時間為120 min時,接頭出現孔洞缺陷,長時間保溫使化合物相合并長大,且自身已經出現微裂紋,這些裂紋可能是脆性化合物與鎳基固溶體線膨脹系數不同而形成的熱裂紋,上述缺陷均會顯著降低接頭性能。隨著保溫時間的延長,接頭近縫區元素面分布變得均勻,說明Nb,W等元素在濃度梯度作用下發生了均勻化擴散。預填高熔點合金粉末法大間隙釬焊主要是利用高熔點粉末在高溫下燒結形成具多孔結構骨架,其上方釬料在熔化后在毛細作用下潤濕填充細小孔隙實現焊合。在保溫過程中,釬料優先以母材和高熔點粉末為晶核不斷形核長大,使高熔點粉末直徑不斷增加,并在間隙內生成γ+γ′共晶和脆性化合物相;隨著保溫時間的延長,釬料中降熔元素不斷向母材和高熔點粉末顆粒發生擴散而使自身熔點升高直至發生等溫凝固,此時各元素在濃度梯度作用下繼續相互擴散,高熔點顆粒相互融合而長大;保溫時間進一步延長,由于液相已經完全反應生成高熔點物相,高熔點粉末顆粒繼續長大時無充足液相補充,從而形成極易形成圖4e、圖4f中所示的孔洞缺陷,對接頭性能產生不利影響。
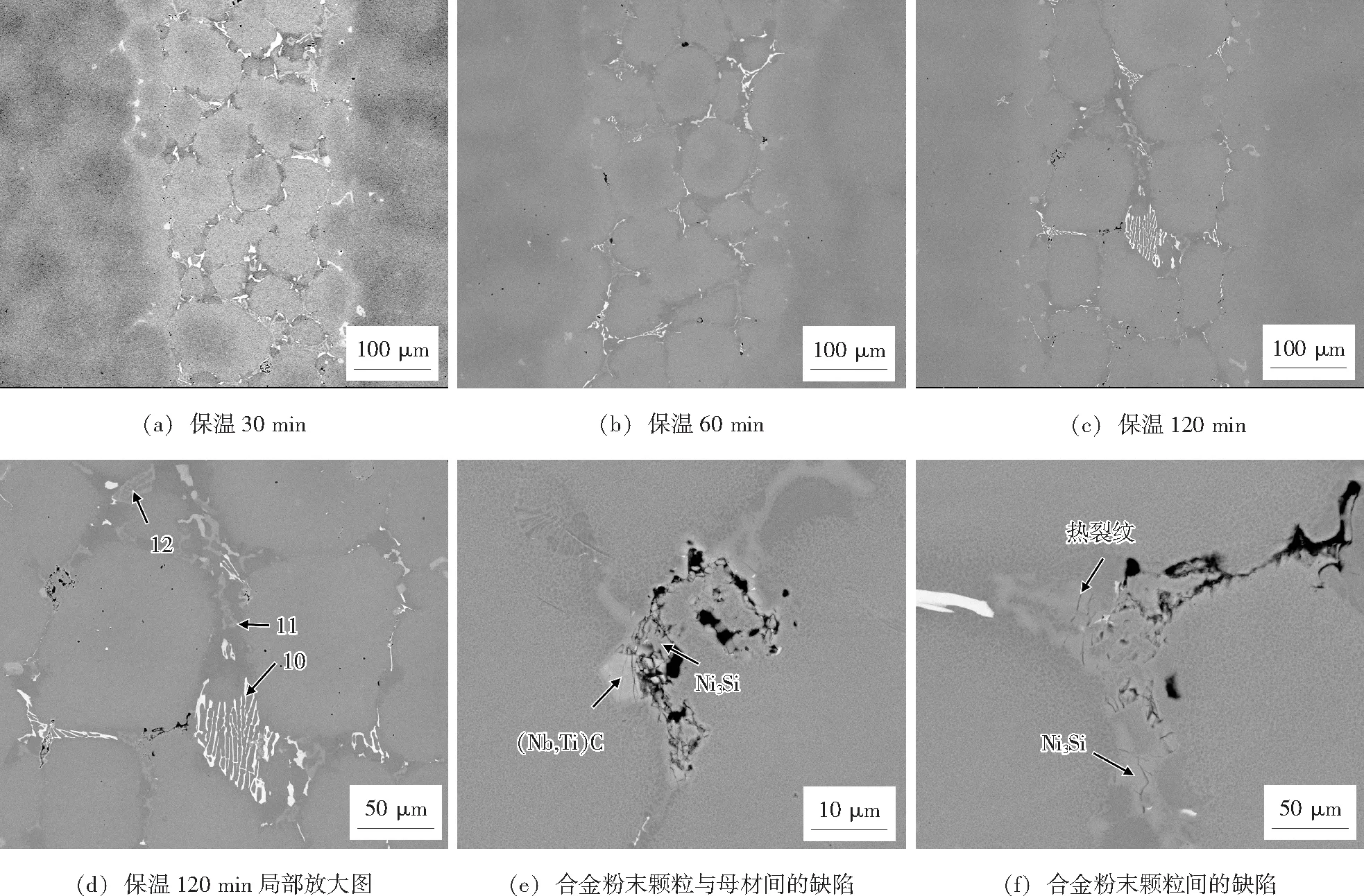
圖4 不同保溫時間釬縫組織背散射圖譜
2.3 保溫時間對釬焊接頭性能的影響
將裝配好的試樣在1 220 ℃分別保溫15~240 min,加工為圖2所示試樣測得870 ℃高溫抗拉強度數據(每個保溫時間測5個試樣,每組數據去除一個最大值和最小值)如圖5所示。由圖5可知,保溫時間在60 min以內時抗拉強度變化不大,均值都在570 MPa以上,達到了母材性能的90%,當保溫時間延長至120 min以上時,高溫拉伸強度明顯下降,保溫240 min時高溫拉伸強度僅為438 MPa。
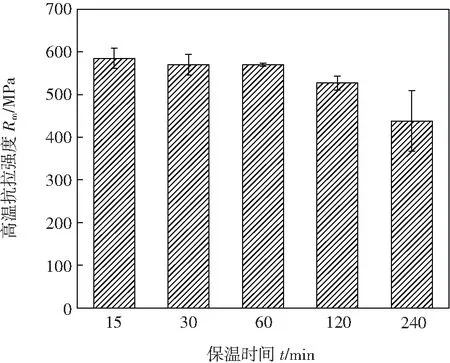
圖5 不同保溫時間釬焊接頭870 ℃高溫抗拉強度
釬焊接頭斷口形貌如圖6所示,斷裂位置均發生在接頭與母材的界面處,斷口為脆性斷裂為主的混合斷裂。對比不同時間拉伸斷口發現,釬焊保溫時間改變對釬焊接頭有較大影響,保溫時間較短時斷口內脆性化合物尺寸較小,當保溫時間增加至120 min時斷口內存在大尺寸骨架狀脆性化合物。
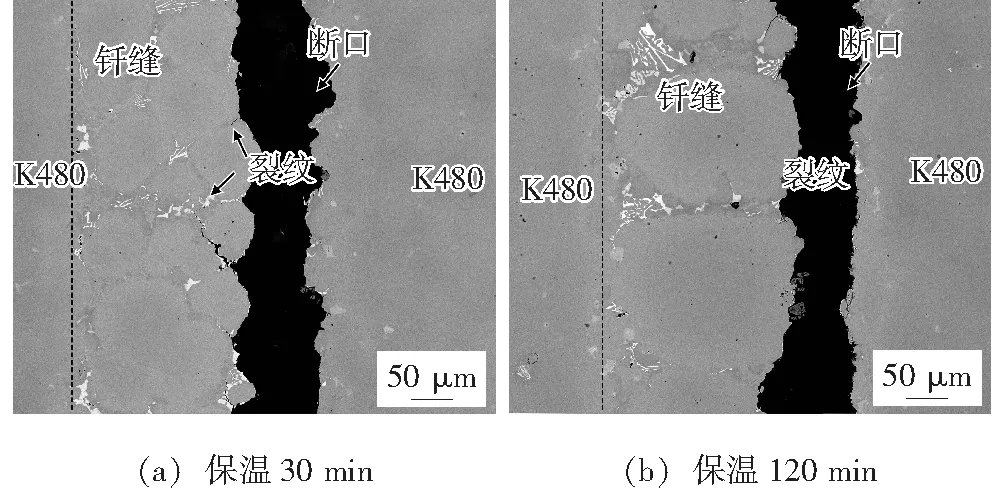
圖6 不同保溫時間高溫拉伸斷口截面
進行高溫拉伸時,脆性化合物相在應力作用下因失穩產生細小裂紋,應力增大時裂紋進一步擴展。圖6a中清晰可見脆性化合物相內存在大量裂紋。接頭內的合金粉末顆粒類似于一個個“隔離島”,可有效阻礙裂紋的進一步擴展,所以裂紋產生后一般優先在相對較為平直的釬縫與母材的界面處擴展直至拉伸斷裂。
釬焊接頭中的脆性化合物相是薄弱環節,其數量、形態對接頭的性能影響較大,其中骨架狀化合物往往是裂紋的萌生擴展部位,塊狀或條狀化合物對性能的影響小于骨架狀化合物。當保溫時間小于60 min時,隨著保溫時間的延長,合金粉末顆粒長大使脆性化合物合并長大使接頭性能惡化,但化合物形成元素Si,B,C不斷擴散使脆性化合物總量不斷減少有利于提高接頭性能,所以在此期間接頭高溫拉伸強度降低不明顯;當保溫時間大于60 min時,隨著保溫時間的進一步延長,脆性化合物繼續合并長大,白色化合物相合并長大并逐漸轉變為薄弱的骨架狀,然而此時Si,B,C濃度梯度已經相對較小,化合物總量減少速度減緩,同時長時間保溫使接頭內產生大尺寸孔洞缺陷,進一步惡化了接頭性能。所以保溫時間在60 min以內時,接頭高溫拉伸性能變化不明顯,保溫時間超過60 min時性能迅速下降。根據上述的組織和性能分析結果可知,采用預填高熔點合金粉末法釬焊K480合金時不宜采用過長保溫時間,使用本實驗Ni-Nb-W-Co-Cr-Al釬料釬焊K480合金,在1 220 ℃保溫15 min的釬焊工藝最佳。
3 結論
(1)采用Ni-Nb-W-Co-Cr-Al釬料在1 220 ℃×15 min釬焊K480合金,可獲得致密完整釬焊接頭,釬焊接頭的組織主要由合金粉末顆粒、γ+γ′共晶相、含Si硼化物相和富Nb的Ni3Si相組成。
(2)隨著保溫時間的延長,合金粉末顆粒不斷長大,γ+γ′共晶相和化合物相減少,含Si硼化物相由條狀、塊狀逐漸合并轉變為骨架狀(Mo,W,Cr,Ni)3B2,保溫時間超過1 h,接頭內產生大尺寸孔洞缺陷。
(3)釬焊保溫時間在1 h以內時,隨保溫時間的延長,釬焊接頭的高溫拉伸性能變化不大;當保溫時間超過1 h后,因(Mo,W,Cr,Ni)3B2骨架狀結構和大尺寸孔洞缺陷的出現,導致釬焊接頭性能出現下降趨勢。
