絕緣保護用鉻酸陽極氧化工藝研究
2022-06-21 01:27:14馬小昭王帥星
電鍍與精飾 2022年6期
關(guān)鍵詞:工藝
劉 靜,馬小昭,王帥星
(1. 中國航發(fā)西安動力控制科技有限公司,陜西 西安 710077;2. 南昌航空大學材料科學與工程學院,江西 南昌 330063)
鋁及其合金的硬質(zhì)陽極氧化技術(shù)是以氧化膜的硬度和耐磨性作為首要性能目標,同時該技術(shù)也提高了鋁合金的耐蝕性、耐熱性及電絕緣性等[1-3]。鋁合金硬質(zhì)陽極氧化被廣泛應(yīng)用于航天航空、艦船、醫(yī)療器械、輕型武器等尖端領(lǐng)域[2-3]。但硬質(zhì)陽極氧化處理也存在會使鋁合金零部件的表面粗糙度增加1~2 級等特點[3],一般產(chǎn)品設(shè)計只要求在工件的磨損部位等進行局部硬質(zhì)陽極氧化處理,其余面考慮耐蝕性、精度和粗糙度等問題,要進行鉻酸陽極氧化處理。
然而,由于硬質(zhì)陽極氧化過程中電壓和電流密度較高,當膜層厚度達到50 μm 時,電壓能夠達到80 V 左右;普通的鉻酸陽極氧化膜層特別容易被擊穿,使得非耐磨部位生成硬質(zhì)陽極氧化膜,不滿足工藝要求[3-4],因此現(xiàn)在廣泛使用的工藝方法是:零件先整體鉻酸陽極氧化處理→機械加工去除需硬質(zhì)陽極氧化部位的鉻酸陽極氧化膜層→零件整體涂保護蠟或絕緣膠,并加溫固化→手工擦除需硬質(zhì)陽極氧化部位的保護蠟或絕緣膠,再進行硬質(zhì)陽極氧化→熱水去除零件表面的蠟層或手工去除絕緣膠。該工藝方法的明顯缺點是:硬質(zhì)陽極氧化之前的蠟/膠若去除不干凈,會造成硬質(zhì)陽極氧化后局部無膜層,表現(xiàn)出來的多為白點或白斑;且涂保護蠟/膠和去除保護蠟/膠過程均為手工作業(yè)、費時費力、質(zhì)量不可控,對人體、環(huán)境的危害也很大。基于此,亟待開發(fā)出一種絕緣保護鉻酸陽極氧化工藝,來突破普通鉻酸陽極氧化膜抗絕緣電壓性能弱的瓶頸;在局部硬質(zhì)陽極氧化時絕緣鉻酸陽極氧化膜能夠直接發(fā)揮保護作用,取消涂蠟/膠的過程、縮短工藝流程,同時解決硬質(zhì)陽極氧化膜層的白斑、白點缺陷,提高產(chǎn)品合格率。
許多研究表明鋁合金陽極氧化是一個電化學成膜與化學溶解的動態(tài)平衡過程;鉻酸陽極氧化膜呈雙層結(jié)構(gòu),表面存在納米陣列微孔[1,5];因此,若要提高鉻酸陽極氧化的耐絕緣擊穿性能,須通過改進鉻酸陽極氧化工藝參數(shù)來適當提高膜層厚度、降低微孔孔徑,或者開發(fā)新型封孔技術(shù)來有效封閉孔隙。本文將從鉻酸陽極氧化槽液雜質(zhì)控制、給壓方式調(diào)整、雙重封閉工藝開發(fā)等角度探討相關(guān)因素對膜層耐絕緣擊穿性能的影響,進而形成絕緣保護用鉻酸陽極氧化工藝規(guī)范,相關(guān)結(jié)果在航空部件表面處理上具有廣泛應(yīng)用前景。
1 實驗
1.1 材料與試劑
試件為公司重點型號的渦殼零件,材料為ZL101-T5,組分(以質(zhì)量分數(shù)表示)為:Si 6.5 %~7.5%,Mg 0.2%~0.4%,其余為Al。
1.2 工藝條件
渦殼零件表面處理工藝流程:裝掛零件→化學除油→熱、冷水洗→硝酸浸蝕→去離子水洗→鉻酸陽極氧化→水洗→沸水封閉→醋酸鎳封閉→干燥→機加出硬質(zhì)陽極氧化區(qū)域→除油→水洗→硬質(zhì)陽極氧化→水洗→干燥。主要工序的工藝條件如下:
(1)除油:由 60~80 g/L NaOH、35~55 g/L Na3ΡO(jiān)4、30~50 g/L Na2CO3、10~20 g/L Na2SiO3和去離子水配制除油液,溫度60~70 ℃,除盡為止。
(2)硝酸浸蝕:采用30 vol.%~50 vol.%的硝酸溶液浸泡,時間1~2 min。
(3)鉻酸陽極氧化:采用30~50 g/L 鉻酸酐配制陽極氧化槽液,工作溫度33~37 ℃;采用恒壓法或二次升壓法,氧化電壓為40 V 或者50 V。此外,由于鉻酸酐純度及工件漂洗水的帶入,槽液中不可避免存在SO42-和Cl-雜質(zhì),本文主要通過分析、除雜來控制二者含量;其中,SO42-含量通過添加0.2~0.3 g/L 的Ba(OH)2溶液來調(diào)整;Cl-含量通過自動電位滴定法進行分析,并采用通電法把Cl-在陽極上氧化成氯氣逸出以降低其含量。
(4)沸水封閉:將試樣置于96~100 ℃的去離子水中(pH=5.5~6.5)保溫30~40 min。
(5)醋酸鎳封閉:由4~5 g/L 醋酸鎳配制封閉液,溫度90~100 ℃,時間10~15 min。
(6)硬質(zhì)陽極氧化:采用220~240 g/L H2SO4溶液,電流密度為2.0~2.5 A/dm2,溫度為-2~-8 ℃。
1.3 膜層性能評價
陽極氧化后采用目視法檢查膜層外觀。鉻酸陽極氧化層作為硬質(zhì)陽極氧化的保護膜,在硬質(zhì)陽極氧化膜層達到一定厚度后(至少50 μm),零件表面鉻酸陽極氧化膜層不應(yīng)該有被擊穿的黑點或黑斑;硬質(zhì)陽極氧化表面不應(yīng)有白點或白斑等缺陷。
通過金相法檢測鉻酸陽極氧化膜層厚度,取3點平均值為準。利用QUANTA-200 掃描電子顯微鏡(SΕM)觀察膜層表面微觀形貌。鉻酸陽極氧化膜的耐絕緣擊穿性能絕按照標準BS6161 第15 部分的方法進行測試,以最小絕緣電壓作為評價標準。鉻酸陽極氧化膜的耐蝕性根據(jù)ASTM B117 標準通過中性鹽霧試驗進行評價,試驗溶液為5%NaCl溶液,試驗溫度38±3 ℃,試驗后試樣表面不應(yīng)被腐蝕。
2 結(jié)果與討論
2.1 電解液成分對鉻酸陽極氧化膜性能的影響
在鉻酸陽極氧化槽液中,鉻酸酐原料中不可避免會存在SO42-和Cl-雜質(zhì),且工件漂洗水也會帶入Cl-雜質(zhì);在氧化中,若溶液中氯離子含量升高,可能會侵蝕膜層的形成,造成氧化膜粗糙;硫酸根離子則會加快六價鉻在陰極上還原為三價鉻,使鉻酸消耗增加,也可能會對膜層外觀質(zhì)量產(chǎn)生影響[6-7]。為了獲得耐絕緣擊穿性能優(yōu)異的鉻酸陽極氧化膜,須控制槽液中 Cl-、SO42-的含量;因此,本文探討了Cl-、SO42-的含量對膜層耐絕緣擊穿性能的影響,結(jié)果見圖1(a)和(b)所示。
由圖1(a)可知,隨著電解液中氯離子含量的降低,氧化膜的耐絕緣擊穿性能逐漸改善;當Cl-含量降低到0.1 g/L 以下時,氧化膜的絕緣電壓增大明顯,最小絕緣電壓可達70 V,繼續(xù)降低Cl-含量,氧化膜的最小絕緣電壓變化較小;此外,隨著Cl-含量的降低,氧化膜的外觀也更加平整均勻;綜合考慮氧化膜的耐絕緣擊穿性能及外觀質(zhì)量,鉻酸陽極氧化溶液中Cl-含量應(yīng)控制在0.1 g/L以下。
由圖1(b)可知,電解液中的SO42-也會對氧化膜的耐絕緣擊穿性能產(chǎn)生顯著影響;當SO42-含量從0.5 g/L 降至0.4 g/L 時,氧化膜的最小絕緣電壓即從60 V 提高至72 V,隨后降低SO42-含量,氧化膜的最小絕緣電壓基本維持不變;另外,溶液中SO42-含量較高時,膜層致密性會變差、外觀趨于透明;因此,為了保證鉻酸陽極氧化膜的耐絕緣擊穿性能,電解液中的SO42-含量應(yīng)控制在0.4 g/L以下。
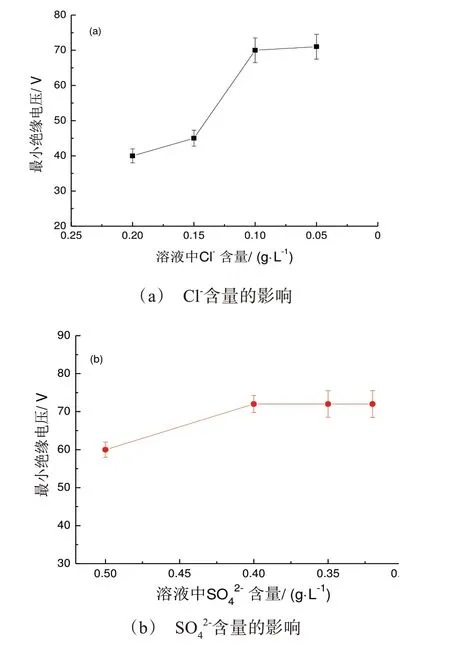
圖1 鉻酸陽極氧化溶液中Cl-和SO42-雜質(zhì)對氧化膜耐絕緣擊穿性能的影響Fig.1 Influence of Cl- and SO42- in chromic acid anodizing solution on the insulation breakdown resistance of anodic film
2.2 給電方式對鉻酸陽極氧化膜性能的影響
鋁合金的陽極氧化是一個電化學成膜與化學溶解的動態(tài)平衡過程;在鉻酸陽極氧化過程中,氧化電壓高低及其給電方式對成膜有較大影響[7];實驗對比了恒壓法、二次升壓法對鉻酸陽極氧化膜厚度及耐絕緣擊穿性能的影響,見圖2所示。
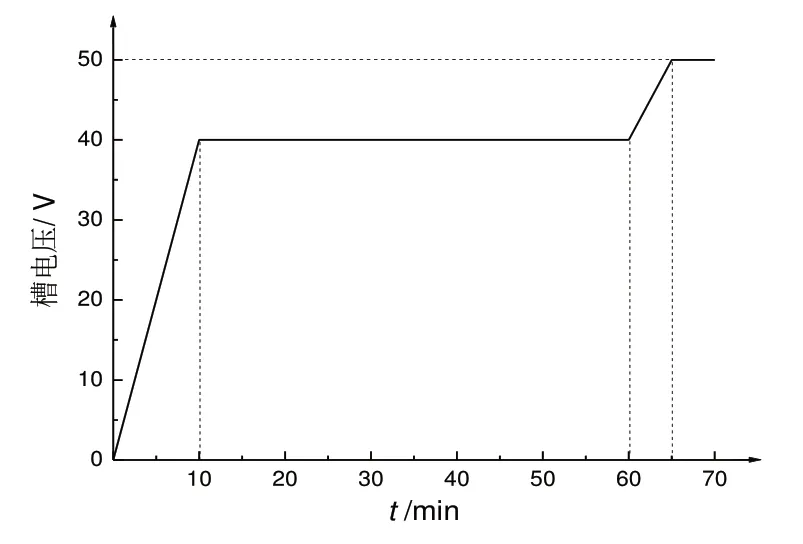
圖2 二次升壓工藝示意圖Fig.2 Schematic diagram of two-step increasing voltage
圖3 為鉻酸陽極氧化膜的厚度與氧化電壓的關(guān)系曲線。由圖3可知,當采用恒壓法進行陽極氧化,氧化電壓保持在40 V 時,即使氧化時間延長至90 min,氧化膜厚度也基本維持在3 μm 左右。若采用二次升壓法進行處理,當氧化電壓第二次升至 50 V 時,氧化膜厚度增長到5 μm 左右,此過程的時間一定要控制在10 min 以內(nèi);若再將電壓升高至60 V時,膜層厚度反而減小,膜層甚至出現(xiàn)粉化。
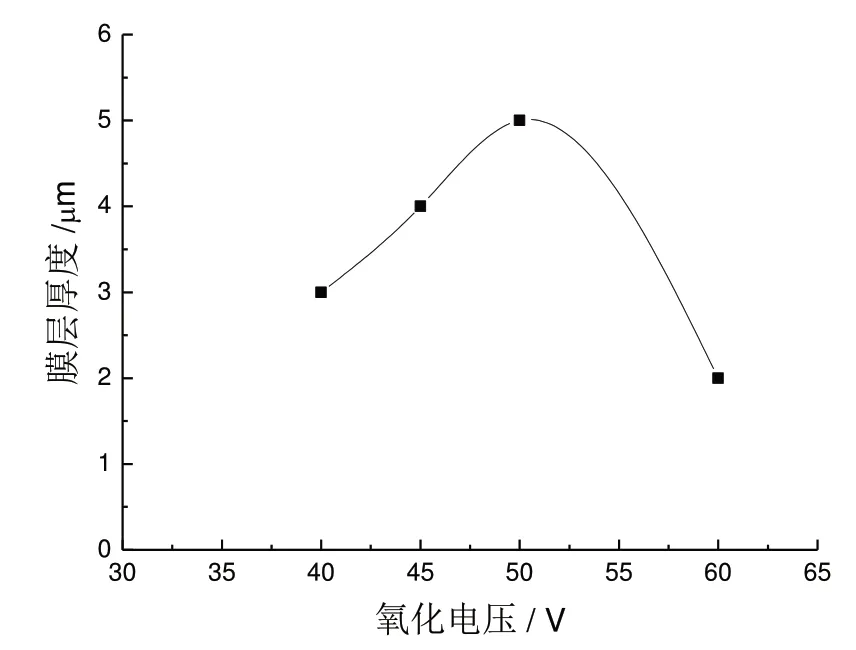
圖3 氧化電壓對鉻酸陽極氧化膜厚度的影響Fig.3 Influence of anodic voltage on the thickness of chromic acid anodic film
分析認為,在鉻酸陽極氧化過程中,當氧化一定時間后,由于阻擋層的形成,膜層的生長速率將會下降;若采用恒壓法處理時,膜層生長速度會逐漸低于膜的溶解速度,導致膜層無法有效增厚;若選擇二次升壓,通過短時增壓可以有效擊穿阻擋層、促進氧化膜的生長速度,有利于氧化膜的增厚[7]。
2.3 封閉方法對鉻酸陽極氧化膜質(zhì)量的影響
鋁合金的鉻酸陽極氧化膜層為雙層機構(gòu),內(nèi)層為致密無孔的阻擋層,外層是由孔隙和孔壁組成的多孔層[1,5],圖 4(a)給出了鉻酸陽極氧化膜的表面SΕM 像,圖 4(b)為膜層結(jié)構(gòu)示意圖。大量研究表明,阻擋層是緊靠金屬基體表面的一層很薄的氧化膜,大約只有0.1 μm 厚[5],鉻酸陽極氧化膜層的主體為多孔層,膜孔大小約為10~20 nm,而且膜的孔隙是張開的。若在未封閉情況下直接進行硬質(zhì)陽極氧化,硬質(zhì)陽極氧化的酸溶液會通過孔隙進入到多孔膜中,當硬質(zhì)陽極氧化電壓達到一定值后,鉻酸陽極氧化膜層極易被擊穿[4]。因此,為了提高鉻酸陽極氧化膜的耐絕緣擊穿性能,必須采用適當?shù)姆忾]方法堵塞孔隙。

圖4 鉻酸陽極氧化膜表面形貌及膜層結(jié)構(gòu)示意圖Fig.4 The surface morphology of chromic acid anodic film and the schematic diagram of film structure
對于鉻酸陽極氧化膜的封閉,目前采用的方法有沸水封閉、重鉻酸鉀封閉、醋酸鎳封閉等[8-10];多數(shù)研究者往往采用單一一種封閉方法進行處理,但單一封閉處理后,有些孔隙沒有完全被封閉,封閉效率達不到100 %,對提高鉻酸陽極氧化膜的耐絕緣擊穿性能效果不顯著。本文研究發(fā)現(xiàn):采用單一去離子水封閉或者醋酸鎳封閉時,鉻酸陽極氧化膜的最小絕緣電壓仍維持在80~85 V 左右;然而,若采用去離子水及醋酸鎳雙重封閉工藝處理后,鉻酸陽極氧化膜的最小絕緣電壓可達90 V 以上,膜層的耐絕緣擊穿性能明顯改善。
分析認為,鉻酸陽極氧化膜經(jīng)去離子水封閉后,氧化鋁通過水合反應(yīng)轉(zhuǎn)變成具有勃姆體結(jié)構(gòu)的水合氧化鋁[9],體積增大、從而將大部分微孔封閉,但封閉效率達不到100 %;之后膜層再經(jīng)醋酸鎳溶液封閉時,氧化鋁與水發(fā)生水合反應(yīng)生成水合氧化鋁,醋酸鎳和氧化鋁產(chǎn)生了鎳的沉淀Ni(OH)2,水合氧化鋁和Ni(OH)2可以再次封閉氧化膜的多孔層[8,10];雙重封閉工藝有效提高了封閉效率,使氧化膜表面形成了一層接近無孔的陽極化膜層,從而大幅提高了膜層的耐絕緣擊穿性能,同時也顯著提高了膜層的耐蝕性。
2.4 絕緣保護鉻酸陽極氧化工藝使用效果評價
為了評價絕緣保護鉻酸陽極氧化工藝在局部硬質(zhì)陽極氧化零件上的使用效果,選用ZL101-T5材質(zhì)渦殼零件進行相關(guān)處理,圖5 為該零件經(jīng)新型絕緣鉻酸陽極氧化(a)及局部硬質(zhì)陽極氧化處理后(b)的外觀。
按照零件工藝要求,硬質(zhì)陽極氧化膜層的厚度要求為大于50 μm,R7 面是需要硬質(zhì)陽極氧化弧表面,其余面需要鉻酸陽極氧化。若按照傳統(tǒng)工藝涂保護蠟,則工藝流程長,不可控過程較多,加工難度很大,硬質(zhì)陽極氧化后經(jīng)常出現(xiàn)如圖6 所示的白斑或白點等缺陷。本文采用整體鉻酸陽極氧化后進行去離子水和醋酸鎳雙重封閉,機械加工去除需硬質(zhì)陽極氧化區(qū)域的鉻酸陽極氧化膜層,如圖5(a)所示,按照原工藝進行硬質(zhì)陽極氧化。零件進行完硬質(zhì)陽極氧化后的狀態(tài)見圖5(b)所示。
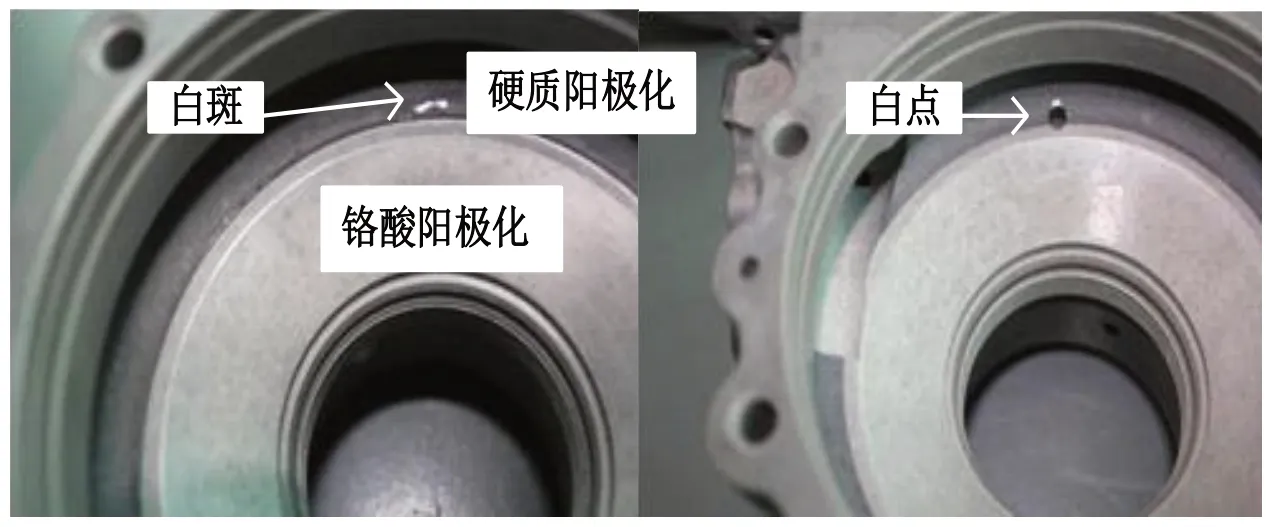
圖6 傳統(tǒng)涂蠟工藝硬質(zhì)陽極氧化后白斑及白點情況Fig.6 White speckles and white spots after anodic oxidation by traditional wax coating process
鉻酸陽極氧化處理后,采用金相法檢測膜層厚度在4~6 μm,按照BS6161第15部分的方法檢測膜層的最小絕緣電壓在90 V 以上;而一般鉻酸陽極氧化膜層厚度往往只有2~4 μm,最小絕緣電壓在50 V 左右。由此可知,通過控制電解液雜質(zhì)、選用二次升壓法及雙重封閉工藝,可以有效提高鉻酸陽極氧化膜厚度、改善膜層的耐絕緣擊穿性能。
由圖5(b)可知,鉻酸陽極氧化后再進行硬質(zhì)陽極氧化,當硬質(zhì)陽極氧化膜層達到68 μm 時,鉻酸陽極氧化的膜層仍然完好,沒有任何被擊穿的現(xiàn)象;兩種膜層之間分界明顯,沒有過渡。
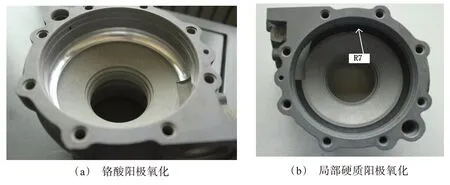
圖5 ZL101材質(zhì)渦殼零件經(jīng)鉻酸陽極氧化及局部硬質(zhì)陽極氧化處理后的外觀Fig.5 The appearance of ZL101 volute parts after chromic acid anodizing and local hard anodizing
硬質(zhì)陽極氧化后,為了檢測該零件表面鉻酸陽極氧化膜層的耐蝕性,進行了中性鹽霧試驗,結(jié)果見表1。由表1可知,經(jīng)800 h中性鹽霧試驗后,鉻酸陽極氧化膜表面雖出現(xiàn)了明顯褪色,但無明顯腐蝕點;超過840 h后,試樣邊緣出現(xiàn)了黑色條紋及小面積剝落;綜合評定絕緣鉻酸陽極氧化膜層具有良好的耐腐蝕性能,可以通過800 h 中性鹽霧試驗,遠超過HB5830.12規(guī)定的336 h鹽霧腐蝕試驗標準。
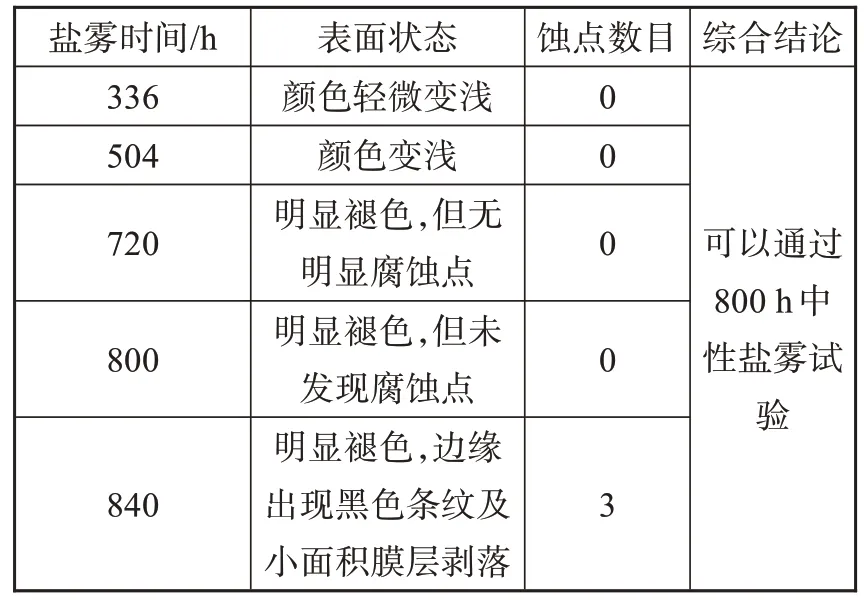
表1 中性鹽霧試驗結(jié)果Tab.1 Results of neutral salt spray test
綜合可知,二次升壓和雙重封閉共同作用,使鉻酸陽極氧化膜層能耐硬質(zhì)陽極氧化的擊穿。本文提供的絕緣保護鉻酸陽極氧化工藝,完全消除了涂蠟造成硬質(zhì)陽極氧化膜層白斑及白點缺陷,硬質(zhì)陽極氧化膜層呈均勻的灰黑色。
4 結(jié)論
(1)控制鉻酸陽極氧化電解液中的Cl-、SO42-含量,可以有效改善氧化膜的外觀質(zhì)量及耐絕緣擊穿性能;當Cl-含量控制在0.1 g/L 以下,SO42-含量控制在0.4 g/L 以下時,氧化膜的最小絕緣擊穿電壓可提高至70~72 V。
(2)鉻酸陽極氧化過程中,采用二次升壓可以促進氧化膜的生長速度,有利于氧化膜的增厚;第二次氧化電壓維持在50 V、時間控制在10 min 以內(nèi)時,氧化膜厚度可增長到5 μm左右。
(3)鉻酸陽極氧化后,經(jīng)去離子水和醋酸鎳雙重封閉使氧化膜表面形成了一層接近無孔的陽極氧化膜,大幅提高了膜層的耐絕緣擊穿性能,氧化膜的最小絕緣電壓大于90 V;同時可有效改善膜層耐腐蝕性能,雙重封閉后鉻酸陽極氧化膜能夠通過800 h的中性鹽霧試驗。
(4)本文提供的絕緣保護鉻酸陽極氧化工藝,可以完全取代涂蠟/膠方法,縮短了零件加工流程;同時,可以有效消除硬質(zhì)陽極氧化膜層白斑及白點缺陷,硬質(zhì)陽極氧化膜層呈均勻的灰黑色。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52