一種大型雙降膜吸收器的結構介紹和制造要點
2022-06-21 03:44:16劉吉坡李芳俠南海娟張立峰
化工裝備技術 2022年2期
劉吉坡* 李芳俠 南海娟 張立峰
(西部寶徳科技股份有限公司 國家地方聯合過濾分離工程研究中心 陜西省過濾分離工程研究中心)
0 引言
雙降膜吸收器是利用液體沿管壁下降形成薄膜并與氣體或液體進行逆流或并流接觸的一種吸收反應器,運行時吸收劑通過布膜器沿垂直列管內外壁以薄膜狀下降,氣體或液體自上而下(并流)或自下而上(逆流)通過內管外空間,氣液兩相在流動的液膜上進行傳質,冷卻劑在列管外吸收傳熱過程中放出的熱量[1-3]。
該設備結構按功能設計時可分成三個部分:上管板以上部分稱為吸收器頭部,在每支吸收管的外部和內部都設置分布裝置,其作用是將吸收管外的成股液體以薄膜形式分布到吸收管外壁,將吸收管內部的成股液體以薄膜形式分布到吸收管外壁;上下管板之間的部分為設備中段,也是整個吸收管所在的部位。管內外的液體薄膜因為重力作用在該段沿管壁向下流淌,為防止液體薄膜經過一段距離后發生偏流,在吸收管中部設置兩塊支撐板,支撐板與吸收管接觸部位有入手結構的分布器,對該處的液體進行二次分布,保證管壁外的液體形態仍為薄膜,最使吸收管全段液體都以薄膜形態分布,達到充分傳熱的目的[4-6]。
1 設備簡介
1.1 設備主要參數
該雙降膜吸收器為某企業化工項目中的關鍵設備,設備直徑為 3 700 mm,長度為26 000 mm,設備凈重為120 t,其中管束質量為45 t。為了實現減輕設備質量、降低設備材料成本的目的,管板采用復合材料,吸收管長度達到了16 000 mm,這對無縫管管材的制造也提出了更高的要求。設備主要設計參數如表1 所示。
表1 設備主要設計參數
1.2 設備主要結構
雙降膜吸收器的結構主要可分為三大部分,自上而下分別為:吸收器頭部、中部和下部。頭部結構由封頭、筒體短節和設備法蘭組成類似“帽子”的蓋子,套在吸收器上端,內部有多支S 形管,S 形管一端連接液體進口,另一端連接吸收管端部。吸收器中部排列了多支平行的吸收管管束,管束兩端分別與上管板和下管板連接,中間段穿過3 塊定位板,吸收器中部結構與管殼式換熱器相似,但原理完全不同,管殼式換熱器支撐板的作用是阻止流體直線流動,而吸收器支撐板的作用是固定每支吸收管使其保持直線豎立狀態,防止吸收管長度太長中間段發生彎曲影響薄膜分布,因此支撐板之間的平行度要求較高。吸收器下端由吸收管下端、下管板、封頭和裙座組成,液體在此匯聚,導出吸收器進入外管線。設備整體結構如圖1 所示。
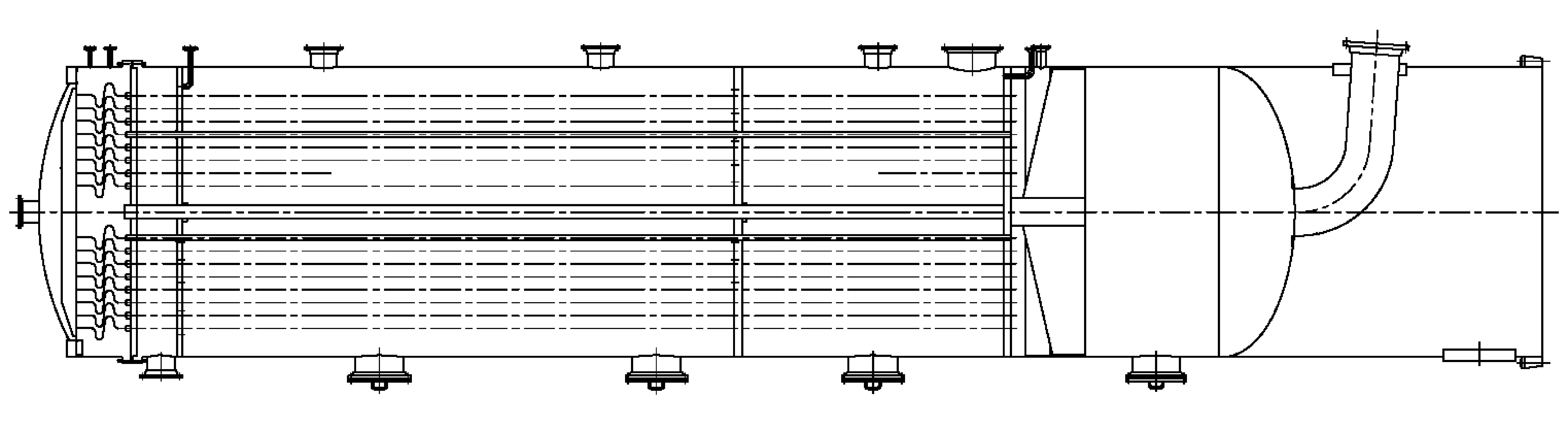
圖1 設備整體結構示意圖
2 制造要點
根據雙降膜吸收器的工作原理和結構缺點可知,其核心原理是介質在吸收管內外壁表面形成一層厚度均勻的薄膜。該設備為立式結構,吸收管長度近20 000 mm,如果吸收管直線度較差(如圖2 所示)或吸收管直線度合格但設備發生傾斜(如圖3 所示),按照“水往低處流”的規律,管內外介質會往吸收管的低點集中,低點膜厚增加,若吸收管局部彎曲或設備傾斜嚴重會液體薄膜會在吸收管的低點(圖2 及圖3 中的A 點)形成“水滴”。同樣按照“水往低處流”的規律,吸收管的高點(圖2 及圖3 中的B 點)會出現膜厚減小,若吸收管彎曲或設備傾斜嚴重,高點處薄膜會消失,形成薄膜分布盲區,低點會集流成股,造成的結果為高點膜厚減薄或沒有液體分布,使設備的降膜吸收效率迅速降低[7-9]。
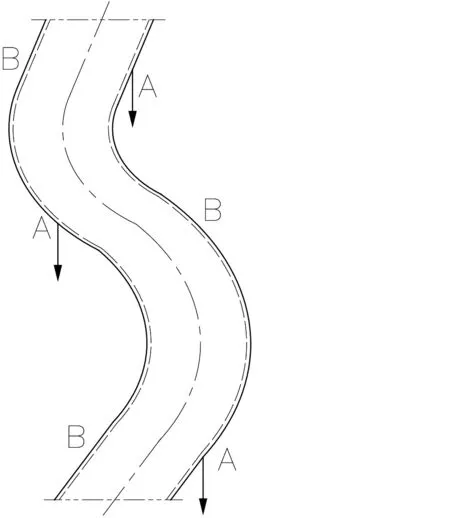
圖2 吸收管彎曲示意圖
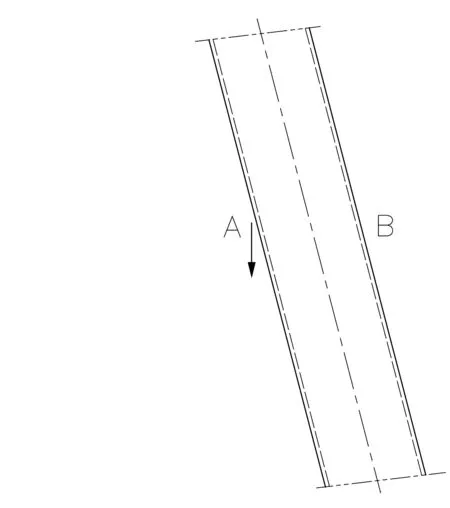
圖3 吸收管傾斜示意圖
綜上所述,保持吸收管處于豎直狀態是制造環節的要點,要便吸收管保持直線狀態,主要控制點包括:設備筒體直線度控制;上管板、定位板和下管板平行度控制;上管板、定位板和下管板周向對中角度控制;設備整體傾斜度控制。另外,吸收管與下管板連接接頭處是易出現泄漏的部位,其連接可靠性也是該設備質量的重要控制點。
2.1 筒體直線度
吸收管的固定元件上管板、3 塊定位板和下管板固定在設備筒體筒體上,筒體直線度允差控制是吸收管的固定元件上管板、定位板和下管板保持軸向同心不發生徑向偏移的有效保證。
筒體由多個筒節組成,制造單個筒節時,為了保證其上下端面的平行度,在工藝文件上對板面展開的對角線允差規定≤1.5 mm。為保證筒體整體直線度,在筒節組對時,使用經緯儀對各個筒節點焊時進行測量,檢測方法如圖4 所示測量時先用激光經緯儀找出筒體最高點A點所在的環焊縫,保持經緯儀不動,在經緯儀與筒體之間放置光靶并保持不動,在光靶上標示出A點的對應點a,調整經緯儀高度找出筒體最低點B點所在的環焊縫,在光靶上標示出B點的對應點b,根據光學原理,σAB=ab=△K,直線度偏差為△K/L,其數值不應超過0.5‰。

圖4 筒體直線度檢測示意圖
2.2 上管板、3塊定位板和下管板之間平行度控制
吸收管貫穿上管板、3 塊定位板和下管板,如果上管板、3 塊定位板和下管板之間不平行,會對吸收管產生偏向剪切力,使吸收管發生局部彎曲和傾斜,如圖2 和圖3 所示。
首先,確保上管板、3 塊定位板和下管板個零件自身的平面度符合圖紙要求,確定上管板、3 塊定位板和下管板相互平行的關鍵是確保相互間距離相等。保證措施如下:下管板與筒體有配合的凹凸環形槽,確保組對間隙即可;在下管板外圓周選擇至少8 個點(均布)進行標記,在上管板、3 塊定位板外圓周與下管板相同角度找出8 個點并進行標記,組對時,對上管板與下管板、3 塊定位板與下管板的距離進行測量,若距離誤差符合工藝文件,則上管板、3 塊定位板和下管板間的平行度合格。
2.3 上管板、3定位板、下管板之間管孔的對中角度
與平行度原理相似,吸收管貫穿上管板、3 塊定位板和下管板,如果上管板、3 塊定位板、下管板管孔角度對中超差,會對吸收管產生周向剪切力,吸收管因剪切發生彎曲和傾斜,如圖2 及圖3 所示。
為了保證各板間的管控對中一致,采用以下保證措施:組對前,上管板、3 塊定位板、下管板按照管孔分布對中、壓緊,在靠近外圓側均勻選擇8 ~10個管孔,將與吸收管外徑相同的鋼管插入孔中,保證貫穿上管板、3 塊定位板、下管板,然后在上管板、3 塊定位板、下管板的外圓選擇8 個均勻分布的角度作為標記點,在每個標記點對上管板、3 塊定位板、下管板進行標記,保證每塊板在相同的角度標記相同,如上管板、3 塊定位板、下管板在0°處標記為均為1,90°處標記為均為2,將上管板、3 塊定位板放入筒體后,在圓周方向對各自的角度進行調整,上管板、3 塊定位板、下管板的標記“1”調整到同一角度即可,同理,調整其他標記到同一角度,即可保證以上各板周向的對中角度[10-12]。
為了保證管孔的對中質量,采用光束透射法進行檢驗,在每塊板上選擇多組位置相同的管孔,為了提高檢測的準確性,應盡量選擇靠外側且較為分散的管孔,在選擇的管孔中放入中心帶小孔的小圓板,在管板側放置多個光源,調整上管板、3 塊定位板周向角度,若同一束光束同時通過所上管板、3 塊定位和下管板放置小圓板的中心孔(如圖5 所示),則各塊板間管孔對中準確,對各板進行固定即可。
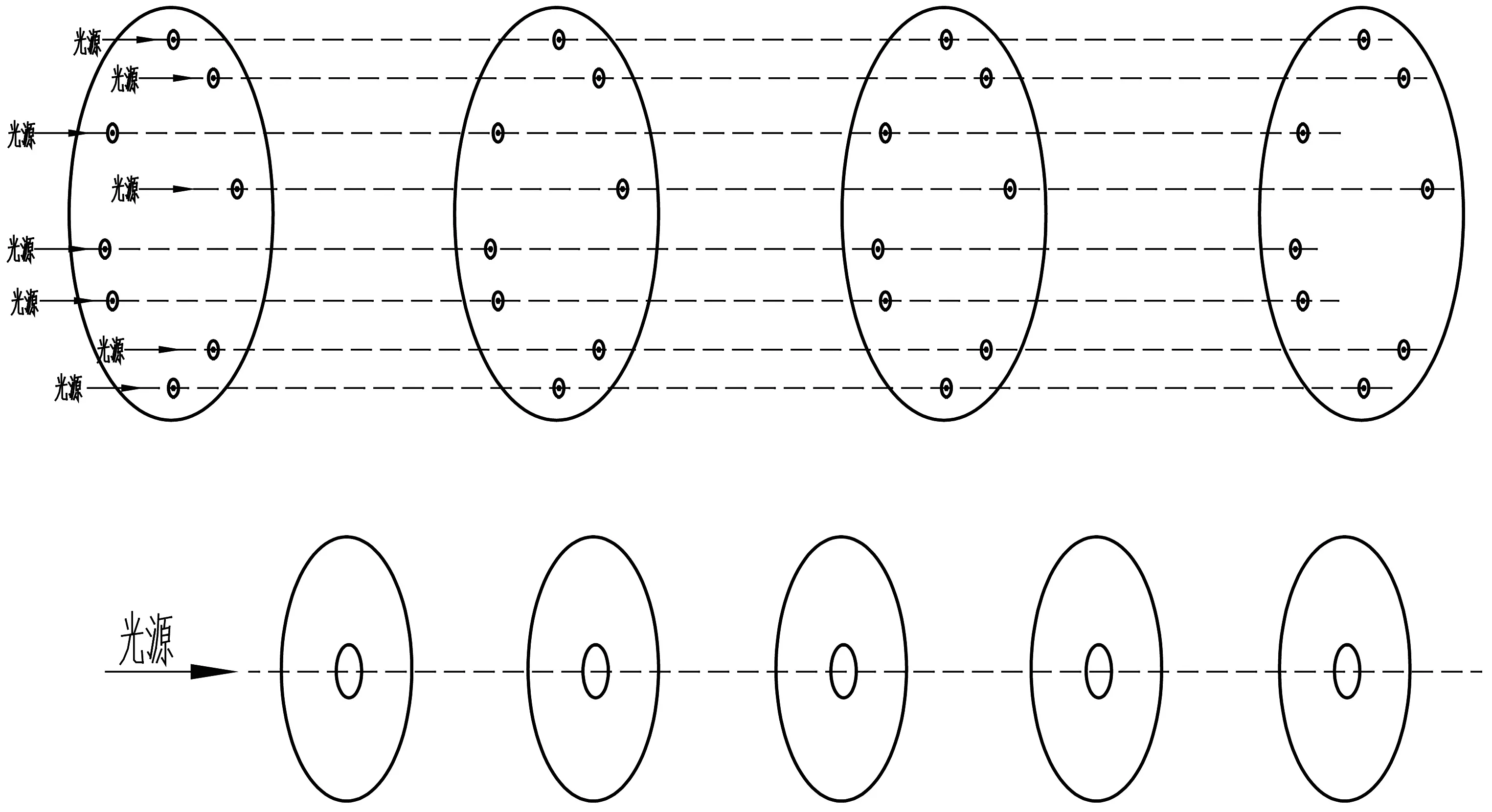
圖5 光束透射法檢測各塊板管孔對中示意圖
2.4 設備傾斜度控制
控制上管板、3 塊定位板和下管板間平行度、對中角度,可以保證吸收管垂直線,但如果設備安裝時發生傾斜,處于直線狀態的吸收管上的液體薄膜在重力作用下也會發生偏流,導致薄膜分布不均,因此設備安裝時的傾斜度應進行重點控制。
在設備吊裝前,先在設備兩個互呈90°的方位,上下部位做好測點標記A、B,待設備吊裝就位后,用經緯儀測量塔體上下部A、B 兩側點,若A 點的垂直投影能與B 點重合,即說明設備垂直,若A 點投影不能與B 點重合,即說明設備不垂直,此時可用測量標桿測量其偏差值△,垂直度為△/h,采用千斤頂將設備底部輕微頂起,調整墊鐵組高度,直至垂直度△/h≤H/1 000(H為設備總高度)。
2.5 吸收管與下管板的連接質量
2.5.1 連接形式
吸收管與下管板的連接處是該本設備的關鍵點,也是設備容易發生泄漏的重點部位。根據圖紙要求,吸收管與管板采用強度脹+密封焊的連接形式,采用先脹接后焊接的順序進行。
2.5.2 管孔加工質量控制
管板管孔與吸收管的間隙大小直接決定了脹接后產生的殘余應力的大小,按照圖紙要求,管孔直徑允許偏差為0 ~0.2 mm,管孔表面粗糙度Ra≤6.3 μm,管與管板面垂直度允差為0.10 mm,其相鄰兩管孔之間≥96%的孔橋寬度B應大于24.40 mm,≤4%的孔橋數最小孔橋寬度Bmin為12.73 mm,加工質量均嚴格執行圖紙要求。
管孔的表面粗糙度直接影響管與管板的拉脫力,因此管孔表面不得存在縱向貫通性劃痕和螺旋形刻痕,為了保證管孔質量,采用的工藝路線為:數控繪圖→鉆孔→鉸孔→劃脹管槽→倒角→清洗→檢驗→入庫,且加工設備采用數控鉆,保證了管孔、管橋尺寸和管孔與管板面的垂直度公差。管孔尺寸可見圖6。
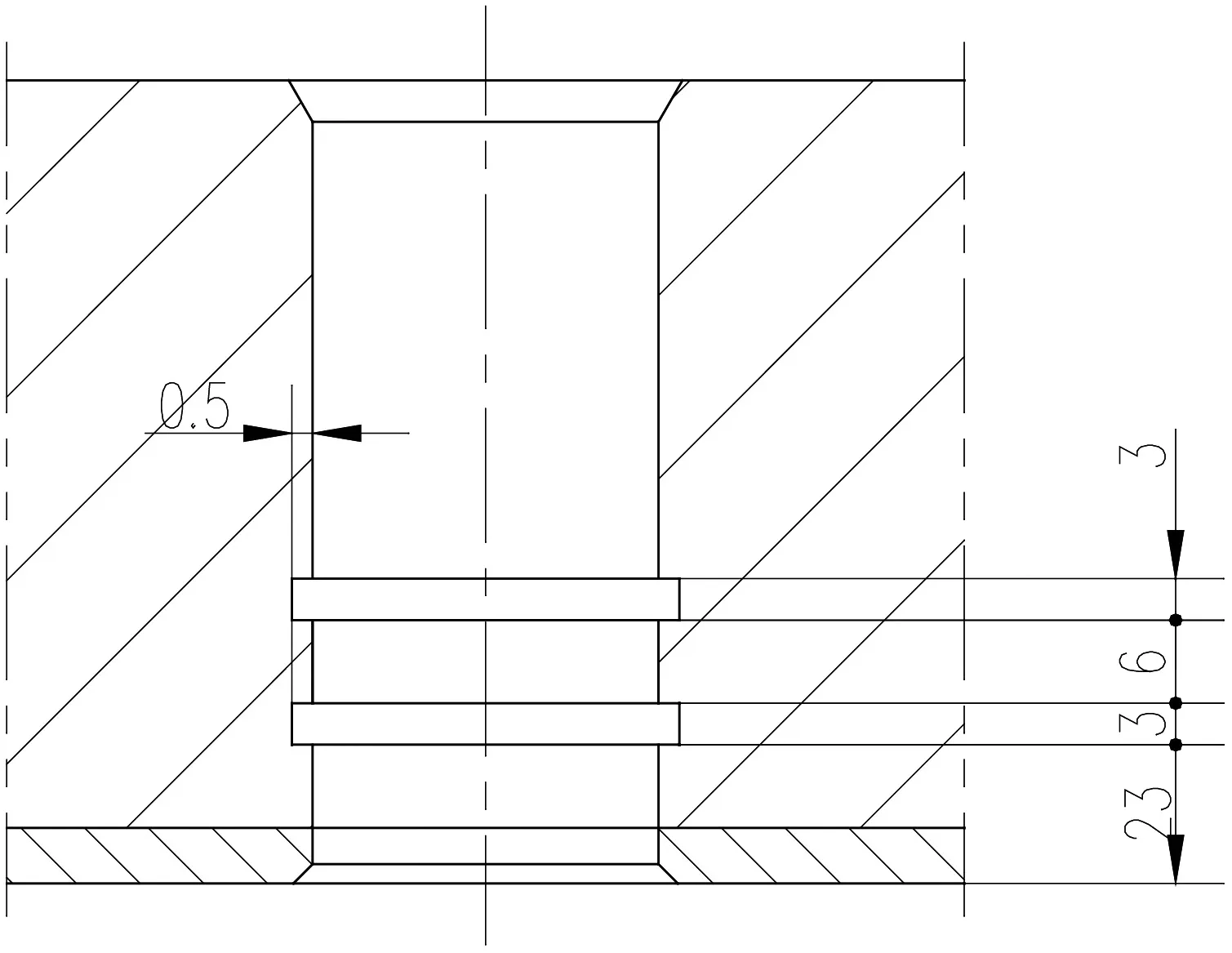
圖6 管板管孔結構圖(單位:mm)
2.5.3 脹接
(1)脹接方法
脹接采用液壓脹,用有機溶劑將管孔、大于管板厚度30 mm 長度范圍管頭位置清洗干凈,按照圖紙要求尺寸調整吸收管伸出長度,脹接壓力應按照脹接工藝評定的數值執行,若壓力過低,會減少間隙腐蝕,達不到密封效果,壓力過大則會導致吸收管開裂和吸收管管壁過度減薄,具體步驟為:a)施加脹接壓力,使吸收管管壁開始屈服;b)逐漸加壓,吸收管開始發生徑向彈性變形,與管板發生接觸;c)繼續加壓,吸收管開始發生徑向塑性變形,管外表面與管孔貼合面緊密貼合,使管與管板產生軸向拉脫強度;d)泄壓,清理管頭表面。
(2)脹接順序
為避免脹接引起管板變形和吸收管彎曲而產生局部應力,脹接應分區按要求順序進行,先從中心、水平、豎直兩端各脹好20 ~30 根管子,再從兩端脹接15 組,每組兩列管子,轉動120°,重復上述過程,最后將設備回到原始位置,從邊緣向中心依次脹接完所有吸收管。
2.5.4 焊接(1)焊接規范
吸收管與管板焊接時采用手工TIG 焊,共焊接2遍,第1 遍自熔,第2 遍添加填充材料。焊接時每一道焊接整圈一次進行,中間不能間斷,避免在一個位置長時間停留,形成貫通性弧坑,使兩道焊接起弧點和收弧點相互錯開,焊接參數如表2 所示。
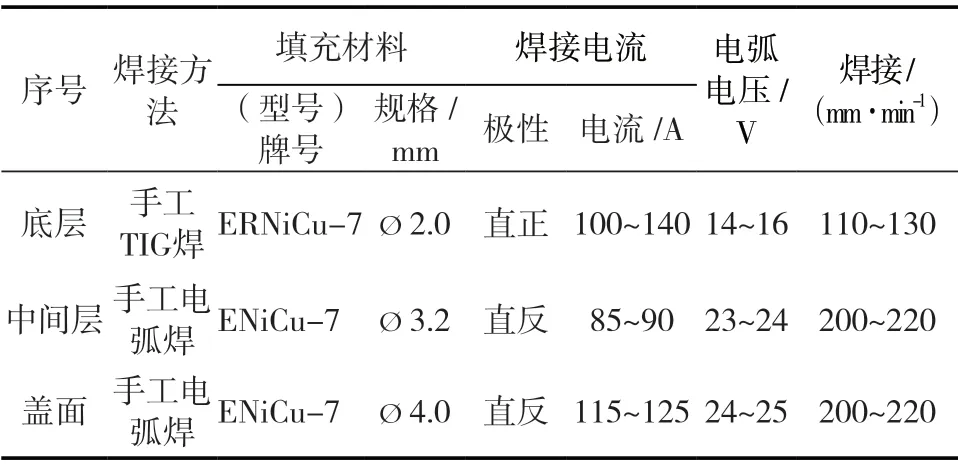
表2 焊接參數
(2)焊接順序
為了防止焊接變形和焊接引起的應力集中,應根據管孔排列布置合理的焊接順序,按照縱坐標和橫坐標將管板分割成四個象限,由圓心向四周對稱焊接,即由中心區域逐漸向四周發散,在同一圓周的管頭應采用對稱焊接,避免焊接應力集中造成管板變形,同時可以增強管板的剛度,焊接順序如圖7 所示。
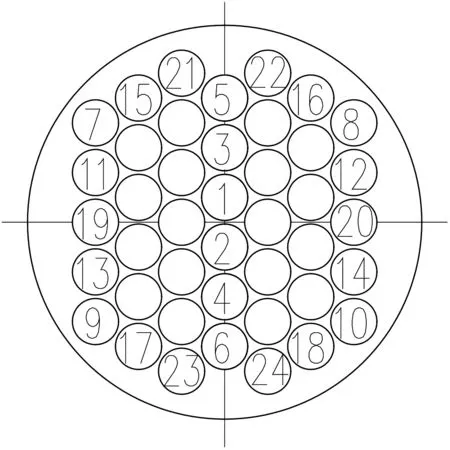
圖7 焊接順序編號示意圖
(3)管頭焊縫檢測
脹接、焊接完畢后應對管與管板焊縫進行以下檢測,確保管與管板連接的可靠性和密封性。
(1)對吸收管與管板焊縫進行PT 檢測,結果應符合NB/T 47013.5—2015 Ⅰ級要求;
(2)對殼程進行1.0 MPa 水壓試驗,對管頭逐個進行肥皂水檢漏,檢驗合格。
(3)殼程通入壓力0.07 MPa 的氦氣和空氣的混合氣體,在容器外部檢測用靈敏度為10-7Pa·m3/s 的質譜儀進行檢測,檢驗合格。
4 結論
通過對筒體直線度進行控制,以及對上管板、3塊支撐板和下管板平行度與同心度進行控制,有效保證了吸收管的直線度;通過對設備整體安裝傾斜度進行控制,保證了吸收管不發生傾斜,以上兩點綜合控制有效保證了吸收管內外壁介質薄膜分布均勻。通過脹接分區域、按預定順序進行焊接等措施,有效控制了管板的變形量。結合壓力試驗、PT 檢測、氦檢漏等檢驗手段,有效地保證了設備整體強度和密封效果的可靠性。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2016年5期)2016-03-16 02:20:45
設備管理與維修(2015年12期)2015-04-09 06:57:00
