梭芯套冷擠壓成形工藝的仿真分析
2022-06-10 02:03:08鄭曉婷張理安蔣建海
機械制造 2022年5期
□ 鄭曉婷 □ 張理安 □ 蔣建海 □ 顧 勇
杭州師范大學錢江學院 杭州 310036
1 分析背景
梭芯套是縫紉機的關鍵零部件之一,其質量優劣將直接影響縫紉機的工作效率和壽命。對于梭芯套,傳統生產多采用機加工、鑄造、壓鑄等方法。采用機加工,生產周期長,經濟效益低。采用鑄造,效率低,產品壽命短。采用壓鑄,力學性能不佳。由以上介紹可見,傳統生產方法會影響梭芯套的實際應用。
通過調研文獻和走訪生產企業,發現冷擠壓是當前梭芯套成形較為理想的方法。冷擠壓是一種優質、高產、低消耗、低成本的先進工藝,產品尺寸穩定性好,力學性能優良,在技術上和經濟上都有很高的應用價值。筆者選擇冷擠壓來成形梭芯套,設計模具,對工藝進行仿真分析,達到幫助工程師優化模具,提高效率,降低現場試驗成本的目的。所采用的仿真分析方法還可以為其它類似杯形結構零件模具設計提供參考。
2 模具
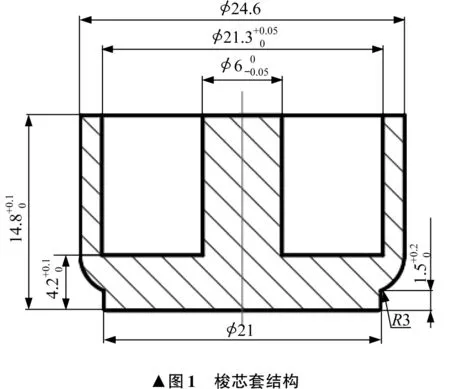
梭芯套由浙江某縫紉機公司生產,材料采用45號鋼,結構如圖1所示。由圖1可以看出,梭芯套形狀對稱,屬于杯形件,宜采用反擠壓成形,工藝流程為下料、預鍛、反擠壓。根據梭芯套形狀和成形方法,反擠壓模具結構如圖2所示。
3 仿真建模
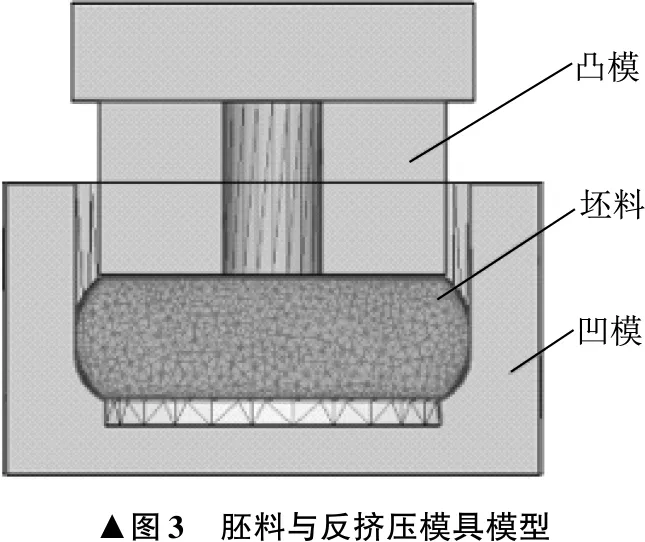
根據梭芯套形狀,應用Unigraphics軟件建立反擠壓模具模型。建模完成后,將坯料及反擠壓模具模型存為.stl格式,導入Deform-3D仿真軟件,如圖3所示。Deform-3D軟件是專門用于鍛壓仿真的軟件,具有前處理簡潔高效,后處理直觀方便,仿真可靠性好、精度高等特點。

Deform-3D軟件具有功能強大的四面體網格單元劃分器。仿真分析時,為準確分析梭芯套的形狀變化情況,需要對坯料進行網格劃分,共劃分120 000個單元、37 032個節點。
4 摩擦模型
在金屬擠壓成形中,接觸面上的摩擦是影響成形的一個重要因素。在數值仿真時,一般采用庫侖摩擦模型、常摩擦模型、反正切摩擦模型等。前兩種摩擦模型存在一個共同缺點,就是很難處理存在速度分流點的變形問題,包括圓環鐓粗、軋制、復合擠壓等。反正切摩擦模型可以較好地解決這一問題,得到廣泛應用,表達式為:
(1)
式中:fs為摩擦力;m為摩擦因數,取0.12;k為剪切屈服極限;us為零件與模具接觸面間的相對滑動速度;u0為模具速度因子,取模具速度的10-5~10-4。
5 分析結果
5.1 速度場
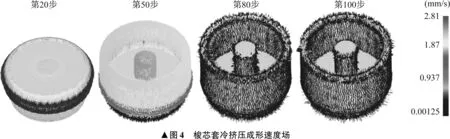
從理論上講,筆者研究的梭芯套在冷擠壓成形過程中,坯料運動方向與凸模運動方向相反,因此屬于反擠壓。梭芯套冷擠壓成形過程速度場如圖4所示。在冷擠壓成形時選取具有代表性的金屬流動過程進行分析,具體包括第20步、第50步、第80步和第100步。第20步,凸模將坯料和凹模之間的間隙壓實后,下部不再有坯料的運動空間,坯料四周所有運動矢量向上。到第50步時,這一趨勢逐漸明顯。胚料中間圓環區域由于與模具接觸,速度矢量為0,表現為沒有箭頭。第80步,梭芯套外圈基本成形完成,內部桿狀部位還未充填圓滿,基本表現為外圈上表面一周矢量為0,桿狀部位邊角部位仍有速度。到第100步,充填基本完成。需要解釋的是,第100步時梭芯套外圈部位出現了雜亂的矢量,這是充填后期出現飛邊導致的,可以通過機加工處理,不影響成形。由分析可知,以上成形規律符合反擠壓特征,驗證仿真的正確性。總體而言,梭芯套冷擠壓成形未出現填充不滿和坯料折疊的現象,表明運用冷擠壓工藝成形梭芯套基本可行,反擠壓模具設計合理。
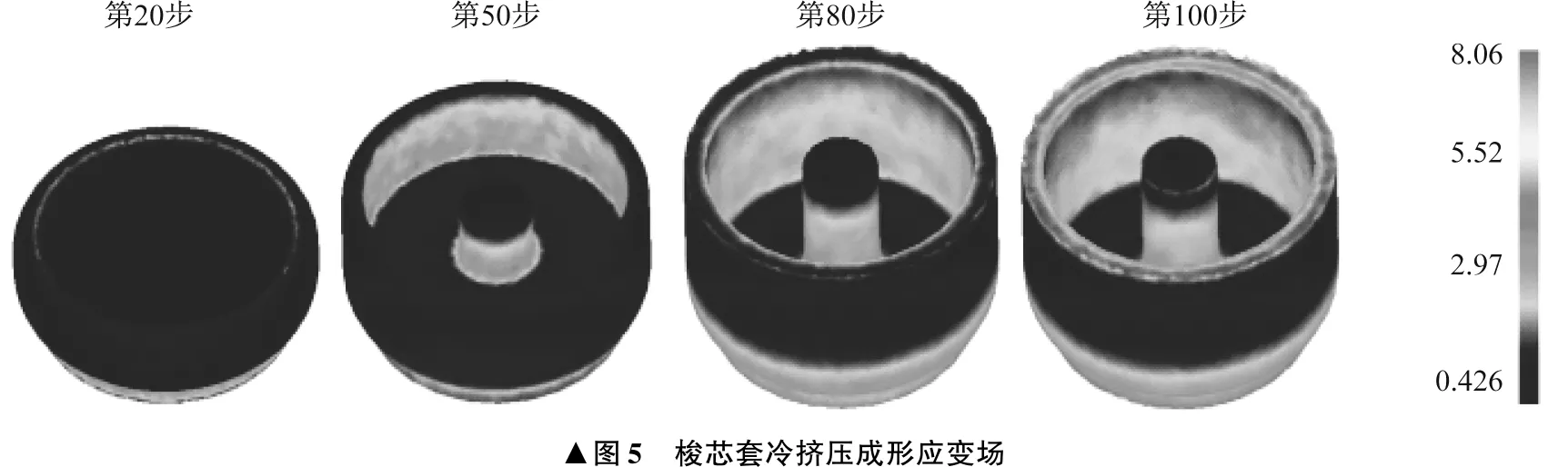
5.2 應變場
梭芯套冷擠壓成形過程應變場如圖5所示。冷擠壓成形時,坯料在初始階段變形較小,在第50步時最大應變為7.63。整個冷擠壓成形過程中,應變最大區域出現在坯料底部。總體而言,各區域應變差別比較小,說明整體應變分布均勻,沒有出現大變形,這對于選用壓力較小的成形設備具有優勢,符合當前提倡的節能要求。
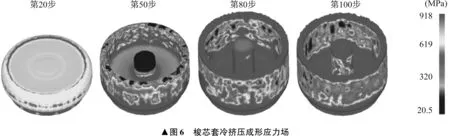
5.3 應力場
梭芯套冷擠壓成形過程應力場如圖6所示。在第20步,坯料下部剛被壓實,此時受力較小。隨著凸模的下行,到第50步,坯料四周受到模具壓迫,應力較大,坯料圓環上表面相當于自由表面,應力較小。到第80步,坯料圓環上表面接觸冷擠壓模具,應力逐漸增大。直到第100步,胚料無論是圓環上表面還是桿狀部位上表面,都接觸模具,應力達到最大,同時坯料環周應力稍有所減小,主要原因是坯料圓環上部承力面積小,環周承力面積大。需要說明的一點是,在冷擠壓成形過程中,坯料環周應力分布比較亂,可能的原因是網格劃分不均勻,但這不影響整個應力的分布趨勢。鑒于此,隨著應力的變化,在坯料和反擠壓模具表面采取合適的潤滑是有必要的。
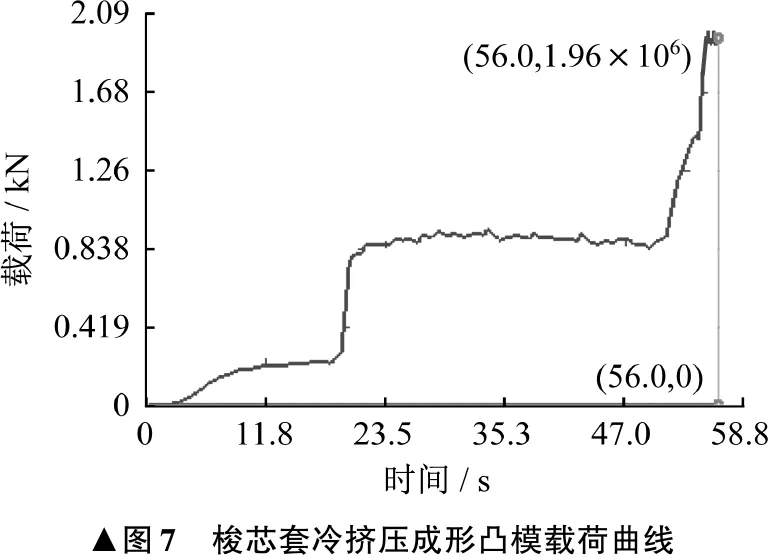
5.4 成形載荷
梭芯套冷擠壓成形過程凸模載荷曲線如圖7所示。在成形過程中,坯料和凹模先有一部分間隙,第20步左右載荷較小。隨后坯料底部逐漸被壓實,內腔圓柱面開始成形,需要較大的力。之后載荷曲線進入平穩階段,直到內腔圓柱面成形完成。最后力突然增大,因為梭芯套最終被壓實成形。
由圖7可以看出,在力大約為10 kN的情況下,梭芯套基本可以成形完畢。可以根據這一結論,選擇壓力機的型號。
6 結束語
筆者研究了梭芯套冷擠壓成形工藝,設計了反擠壓模具,并進行了仿真分析。仿真分析結果表明,冷擠壓過程中胚料變形符合反擠壓特點,變形均勻,應力分布合理,模腔充填完整,未出現折疊等缺陷,由此驗證了冷擠壓成形的正確性和反擠壓模具設計的合理性。在后期試驗中,需要注意選擇合適的壓力機,采取適當的潤滑。
筆者所做的仿真分析可以為類似杯形結構零件的成形模具設計提供參考。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06