臥式加工中心布局結構對比分析
2022-06-10 02:03:04□王銳
機械制造 2022年5期
關鍵詞:結構
□ 王 銳
通用技術沈陽機床股份有限公司 沈陽 110141
1 分析背景
臥式加工中心指主軸軸線與工作臺平行設置的加工中心,是軍工、航空、航天、能源、汽車、工程機械等領域中不可或缺的重要加工設備,具有加工范圍廣、加工效率高、剛性好的特點,特別適用于箱體類零部件的加工。
臥式加工中心作為一種重要機床,是各機床廠家的主打產品,市場上種類繁多,各種新結構和新技術層出不窮。不同結構的臥式加工中心有各自的優勢和特點,所適用的加工對象和場合也有所不同。
針對不同布局結構的臥式加工中心,國內外學者單獨研究較多[1-5],對于不同布局結構優缺點的綜合對比分析則較少。李永軍[6]研究了臥式加工中心的一些典型布局,分析了Z軸工作臺和Z軸立柱的結構及相關特點。徐正平[7]對臥式加工中心的發展及主要布局結構進行了論述。張傳思[8]對精密臥式加工中心的典型結構及組成部分進行了分析。馮軼等[9]在文獻中以HMC63e高速臥式加工中心為例,介紹了臥式加工中心的結構與特點。許立亭等[10]對十字滑臺臥式銑鏜加工中心的技術水平和發展前景進行了分析與闡述。龔仲華[11]針對當前臥式加工中心設計和選用過程中存在的問題,對型號、結構形式、自動換刀裝置、工作臺交換裝置、五軸加工功能等進行了分析,指出不同形式臥式加工中心的特點與適用范圍。
筆者介紹臥式加工中心不同布局結構的特點,以市場上較為常見的63規格臥式加工中心為對象,基于幾種典型布局結構進行建模,對不同布局結構臥式加工中心的特點、主要優缺點、適用范圍、衍生品種、代表廠家及機型等進行分析,為臥式加工中心的設計和選型提供參考。
2 布局結構
臥式加工中心的分類方法較多。根據不同的移動部件,臥式加工中心可以分為動臺結構和定臺結構。根據床身形式,動臺結構又可以分為正T結構、倒T結構、十字滑臺結構。以上四種布局結構是臥式加工中心最為典型和常見的布局結構,也是臥式加工中心最基本的布局結構。
以63規格臥式加工中心為例,遵循相同參數,按照不同布局結構進行建模。機床主要參數見表1。
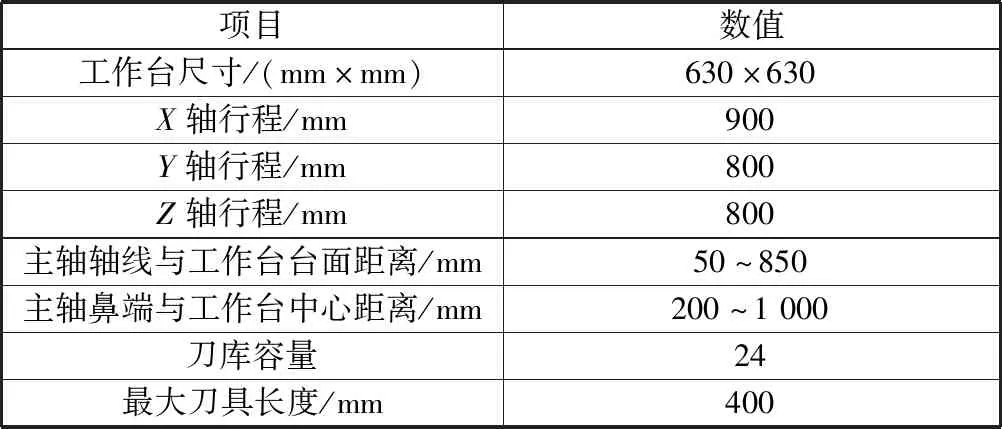
表1 機床主要參數
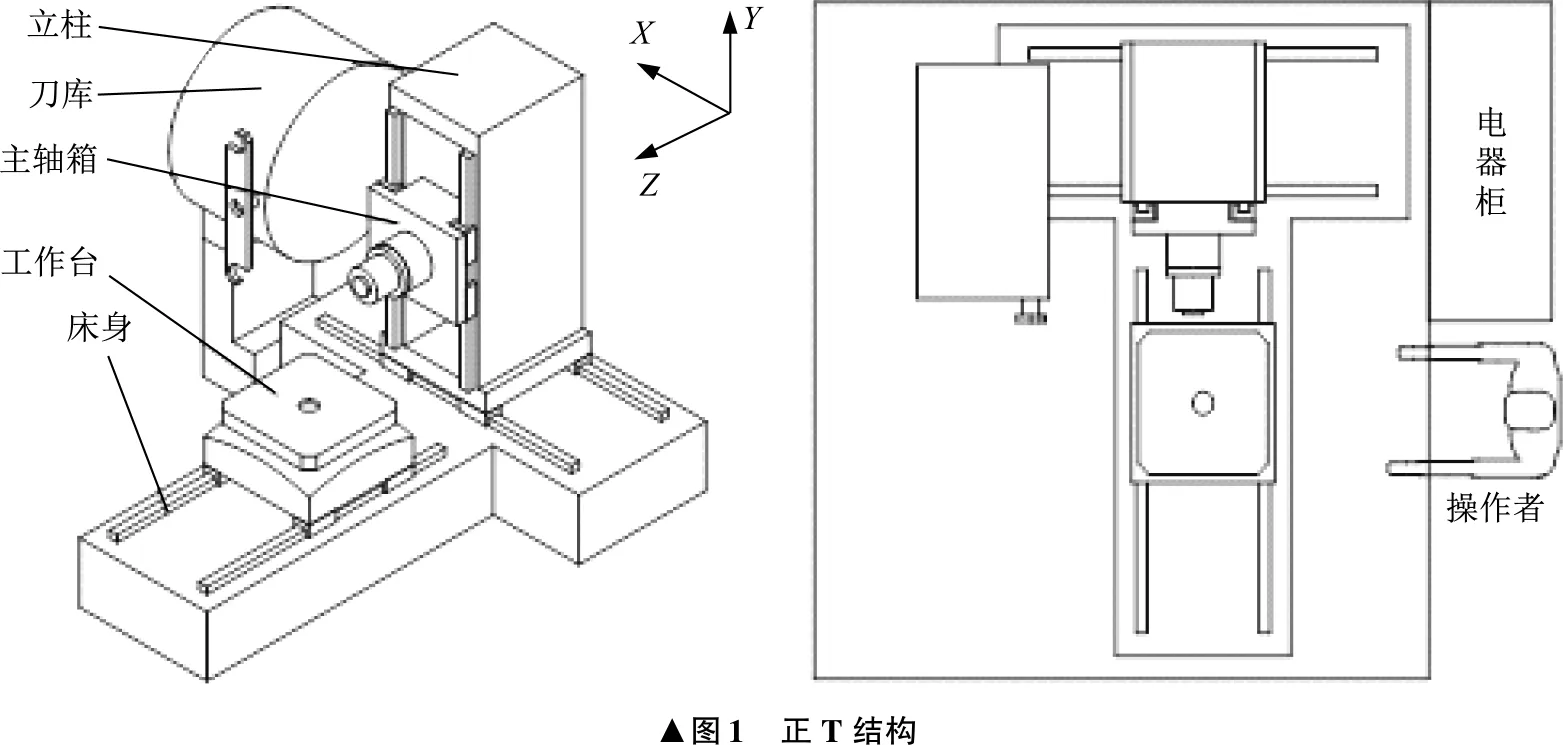
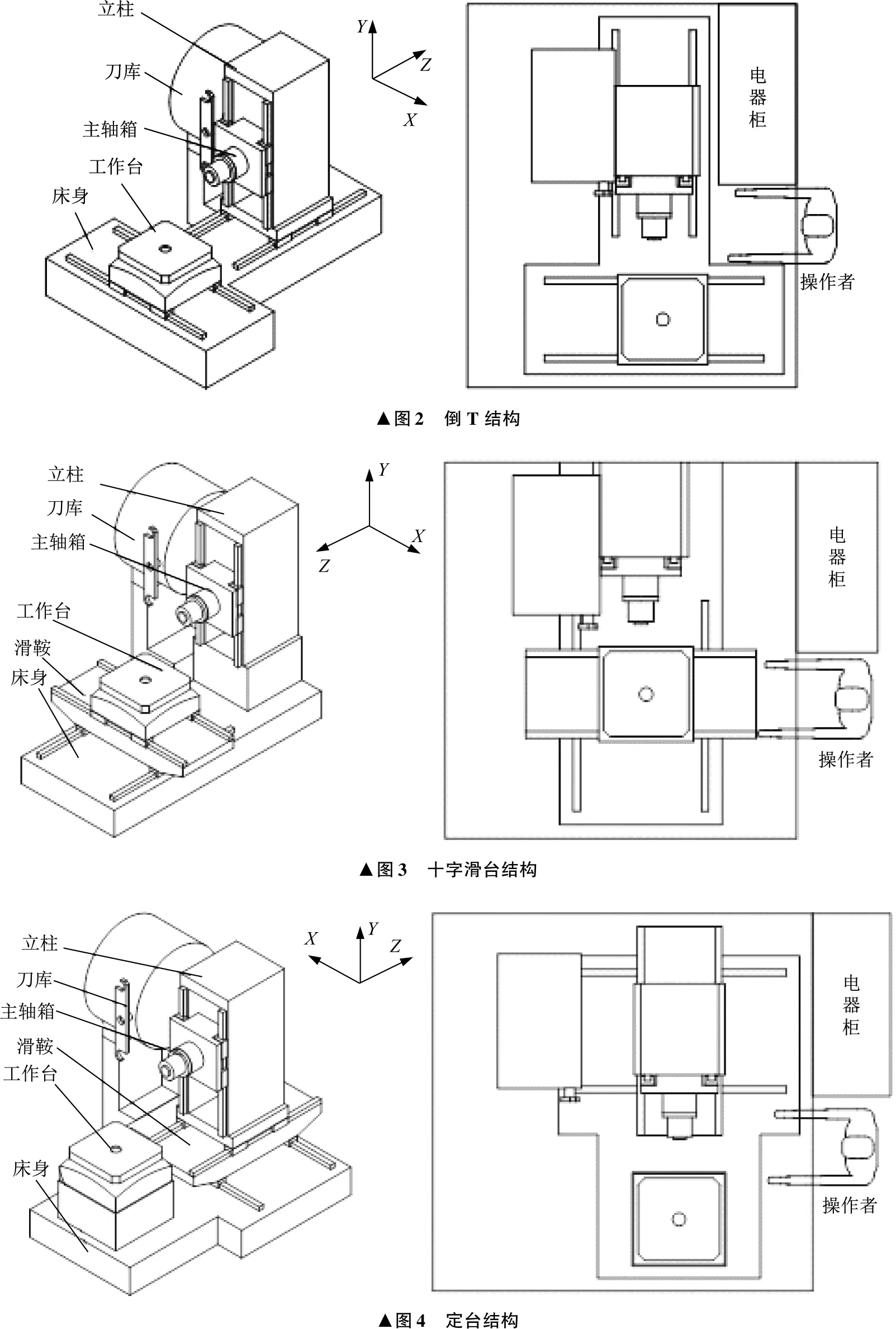
正T結構如圖1所示,倒T結構如圖2所示,十字滑臺結構如圖3所示,定臺結構如圖4所示。
3 特點
3.1 正T結構
正T結構是臥式加工中心最常見的布局結構,特點為工作臺沿Z軸前后移動,立柱沿X軸左右移動,主軸箱布置在立柱上,沿Y軸上下移動。X軸和Z軸均布置在床身上,Z軸在前,X軸在后。從臥式加工中心前部看,床身呈T字形。正T結構以床身為固定基體,在加工時會形成兩條力流,一條為工件、工作臺、床身,一條為刀具、主軸箱、立柱、床身,每條力流傳遞長度適中,各部件受力合理,移動質量分配均勻,可達到較高的剛性、精度和移動速度。
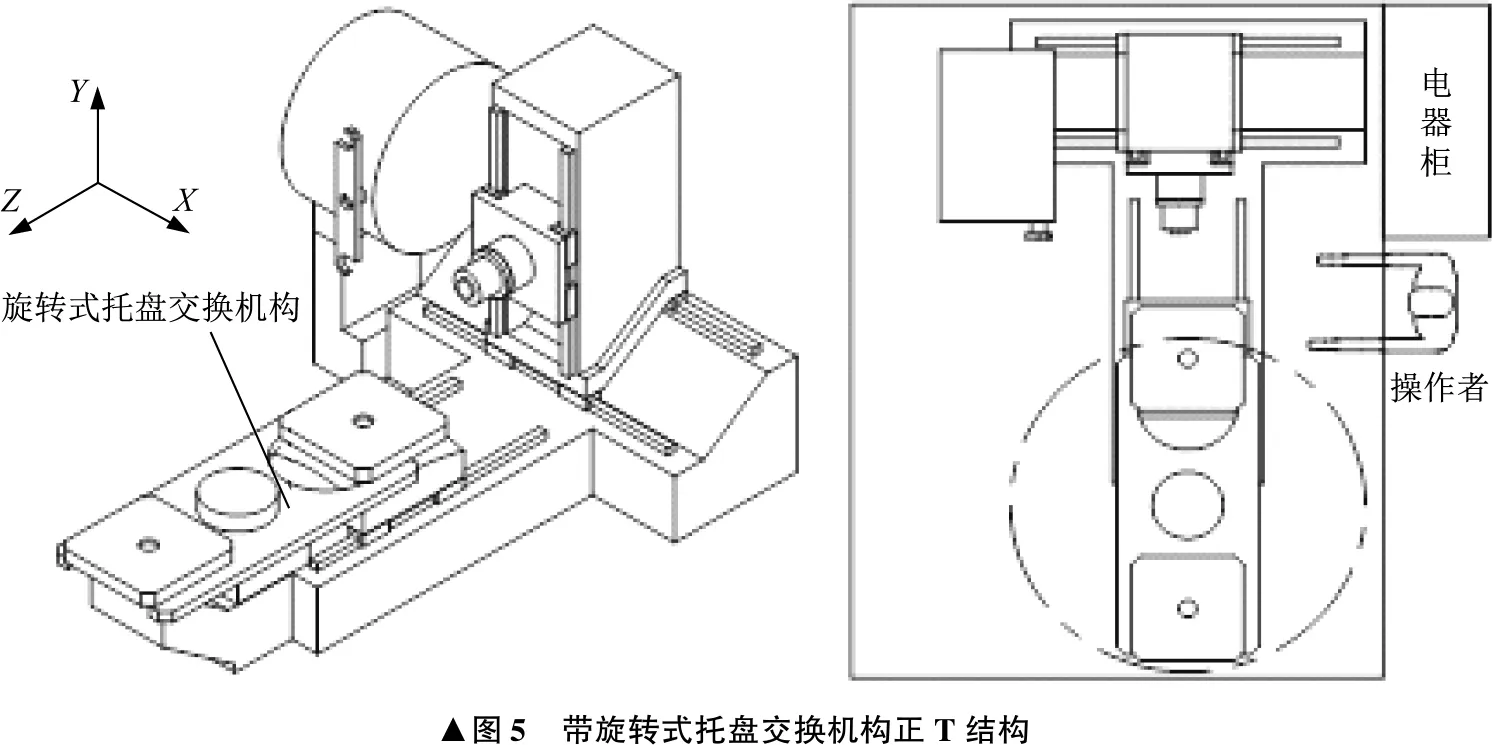
正T結構臥式加工中心后方X軸兩端需布置刀庫和電器柜,前部只需給工作臺留有移動空間,這樣會導致前后比例不協調,前窄后寬,占地面積大,空間利用率不高。對此,通常的做法是在Z軸前端增加旋轉式托盤交換機構,以充分利用臥式加工中心前部的空間。配備旋轉式托盤交換機構的正T結構如圖5所示,可以實現工件加工與上下料同時進行,并且更適合組建柔性化生產系統,大大提高生產效率和柔性程度。
另一方面,正T結構臥式加工中心X軸導軌多采用階梯布局,即X軸后側導軌高于前側導軌,這樣做的好處是使X軸導軌更加靠近主軸軸線,可以更加有效地減小加工對立柱產生的傾覆力矩,同時減輕立柱質量,提高移動速度。
由于受旋轉式托盤交換機構承載能力的限制,正T結構臥式加工中心主要有50、63、80三種規格,工作臺尺寸一般為500 mm×500 mm、630 mm×630 mm、800 mm×800 mm。正T結構臥式加工中心是臥式加工中心的基礎產品,通常也是企業的主推產品,生產企業眾多,市場上有代表性的正T結構臥式加工中心主要有日本山崎馬扎克HCN系列、韓國斗山NHP系列、我國寧江TH系列等。
3.2 倒T結構
倒T結構同樣是臥式加工中心比較常見的布局結構,特點為工作臺沿X軸左右移動,立柱沿Z軸前后移動,主軸箱在立柱上沿Y軸上下移動。X軸和Z軸均布置在床身上,X軸在前,Z軸在后。從臥式加工中心前部看,床身呈倒T形。倒T結構臥式加工中心在加工時形成的兩條力流與正T結構臥式加工中心類似,各部件受力合理,移動質量分配均勻。刀庫和電器柜布置在Z軸兩側,布局緊湊合理,占地面積小,空間利用率高。
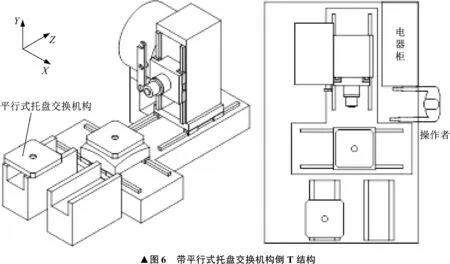
倒T結構臥式加工中心在市場上主要分為兩類。一類是單工作臺形式,結構簡單,配置較低,通常為中低端產品,以國產品牌為主,代表產品主要有日發精機RFMH系列、南通國盛HME系列。另一類配備平行式托盤交換機構,可以組建柔性化生產線,如圖6所示。平行式托盤交換機構在交換時,工作臺不需要抬起,承載能力高于旋轉式托盤交換機構,使帶平行式托盤交換機構的倒T結構臥式加工中心往往規格較大,工作臺尺寸通常在1 000 mm×1 000 mm以上,最大工件質量可達5 t。由于工件較大,加工余量較大,由此所需加工時間較長,對主軸扭矩、臥式加工中心剛性及穩定性都提出較高要求。此類臥式加工中心技術含量較高,對生產企業綜合實力的要求較高,代表機型以國外品牌為主,如瑞士斯達拉格Heckert Athletic系列、韓國斗山HM系列等。
3.3 十字滑臺結構
十字滑臺結構臥式加工中心的特點為Z軸布置在床身前部,滑鞍沿Z軸前后移動,工作臺布置在滑鞍上,沿X軸左右移動,立柱布置在后部,主軸箱布置在立柱上,沿Y軸上下移動,滑鞍與床身上下重疊,呈十字交叉形式。
由于滑鞍與床身上下重疊,因此占地面積相對較小,但同時導致其它問題。Z軸導軌需承受滑鞍重力、工作臺重力、工件重力之和,受力較大,加之Z軸移動質量大,移動速度難以提升。滑鞍尺寸受X軸行程影響,外形較為細長,為保證穩定性,Z軸導軌的跨距通常很大,由此導致滑鞍中段在重力及承載壓力的作用下容易向下彎曲。對此,可以在滑鞍中部下方增加導軌支撐,但是會增加成本。滑鞍與床身重疊,使工作臺面距地面的高度較高,為保證Y軸行程與工作臺面的相對位置關系,立柱也很高,由此導致臥式加工中心整體質心偏高。以上問題使十字滑臺結構臥式加工中心承載能力有限,整機剛性不足,動態性能較差。
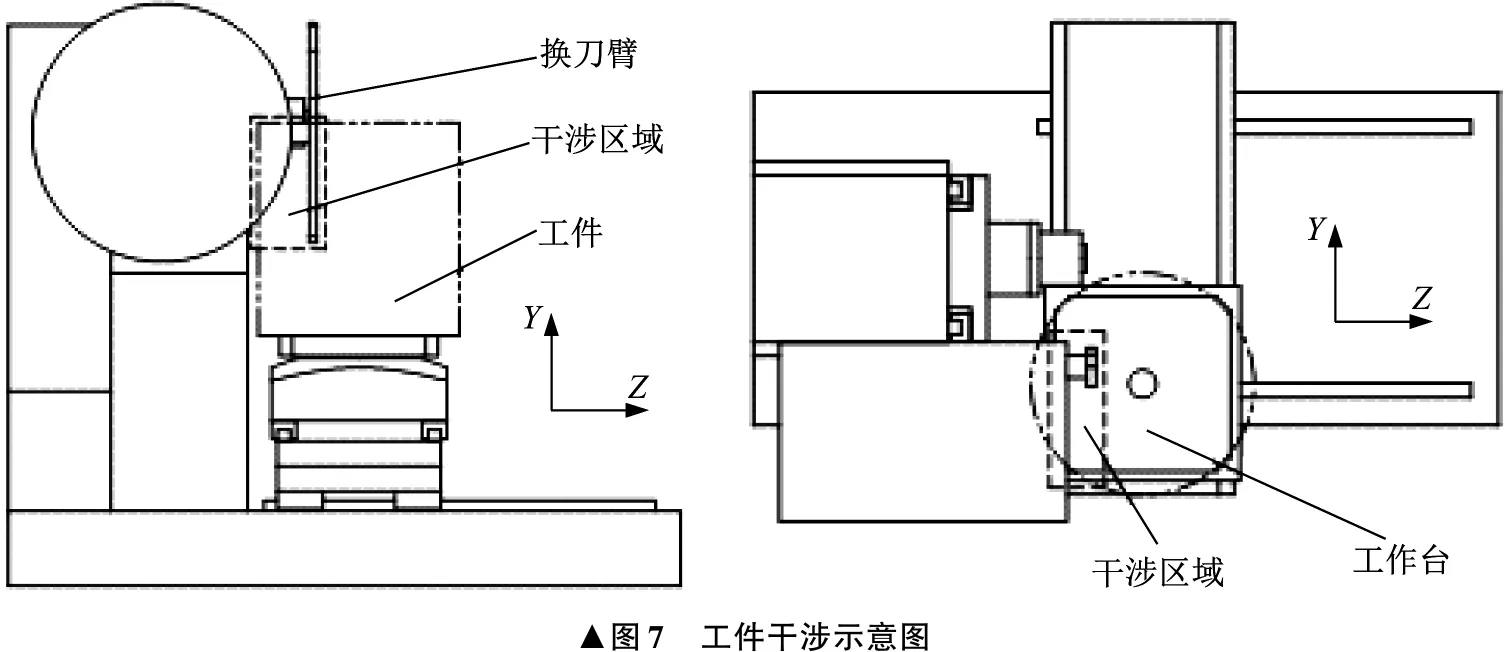
十字滑臺結構臥式加工中心還存在一個特有的問題,即工件存在較大的干涉區,如圖7所示。當工件移動到X軸與Z軸的負極限位置時,工作臺有很大一部分區域位于刀庫換刀臂的下方,這會嚴重影響可加工工件的高度和加工范圍。對此,通常的解決方案是將刀庫上移,但這樣會增大換刀臂長度,延長換刀時間,并且刀庫上移距離不大,對于工件干涉問題的解決效果并不明顯。
十字滑臺結構臥式加工中心雖然存在一定缺點和不足,但是結構簡單,可以由十字滑臺結構立式加工中心改進得到。對于機床生產廠家而言,十字滑臺結構臥式加工中心技術門檻低,售價低,在低端市場還有應用,以40、50等小規格為主,工作臺尺寸為400 mm×400 mm、500 mm×500 mm。
十字滑臺結構臥式加工中心代表機型有青海一機XH755G、海特TH50等。
3.4 定臺結構
定臺結構臥式加工中心的工作臺直接固定安裝在床身上,不移動。工作臺后方布置三坐標加工單元,滑鞍沿床身上的X軸左右移動,立柱沿滑鞍上的Z軸前后移動,主軸箱沿立柱上的Y軸上下移動。另外,也可以根據需要在床身上布置Z軸,將滑鞍作為X軸。
對于定臺結構臥式加工中心,通常將刀庫和電器柜布置在X軸兩端,由此導致后方寬度較大,而前側只有工作臺,空間利用率不高。
與十字滑臺結構臥式加工中心的部分缺點類似,由于X軸、Y軸、Z軸羅列在一起,定臺結構臥式加工中心高度較高。主軸箱、立柱、滑鞍的重力都集中在X軸導軌上,使X軸導軌受力較大,動態性能較差,移動速度慢。切削力由刀具傳遞到床身基座所經過的零部件數量較多,力流過長,各環節產生的變形量相互累積,導致定臺結構臥式加工中心難以達到較高的精度。定臺結構臥式加工中心同樣存在滑鞍中段受壓彎曲的問題,需要增加X軸支撐導軌或提高滑鞍剛性,但都會增加成本。
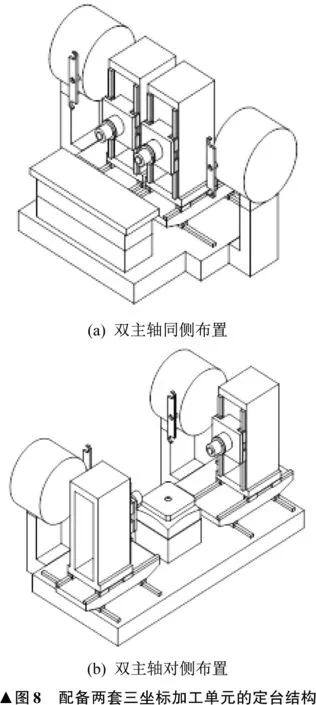
定臺結構臥式加工中心在一些領域有得天獨厚的應用優勢,如工作臺直接安裝在床身上,承載能力很強,也可以根據工件形狀,制作對應形式的工作臺。定臺結構臥式加工中心常作為專機應用在特定行業,屬于為特定工件的加工量身定做。為了提高工件的生產效率,通常一臺定臺結構臥式加工中心內配備兩套三坐標加工單元,可同時對多個工件或同一個工件的不同位置進行加工,如圖8所示。
市場上生產定臺結構臥式加工中心的企業不多,大多為定制機型,有代表性的機型主要有沈機SUC系列等。
4 優缺點對比
針對四種典型布局結構臥式加工中心,從剛性、加工精度、加工效率、市場占有率、適用領域五個方面進行優缺點對比,見表2。
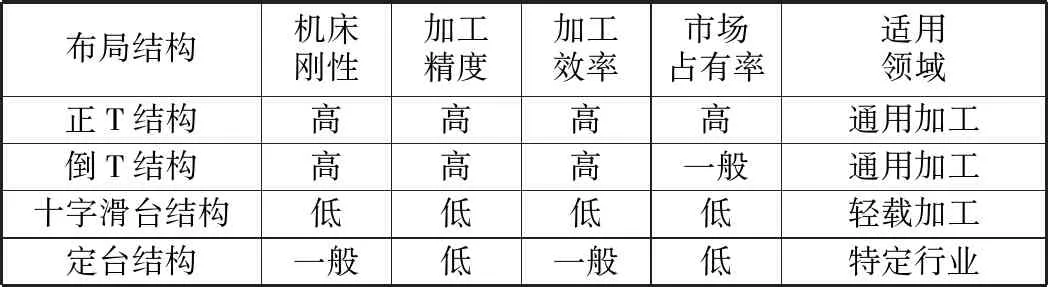
表2 臥式加工中心優缺點對比
由表2可以看出,正T結構臥式加工中心在各方面均表現優異,結構成熟,綜合性能最好,應用最為廣泛;倒T結構臥式加工中心在市場上呈兩級分化狀態,一類配備單工作臺,主打低端市場,另一類配備平行式托盤交換機構,主打高端市場,綜合性能較好,技術含量高,市場占有率一般;十字滑臺結構臥式加工中心受結構限制,難以發揮出高性能,主要為低端領域產品,在市場上應用不多;定臺結構臥式加工中心由于結構的特殊性,容易衍生得到行業專機,應用領域多集中在對生產效率要求較高的特定行業,如汽車行業。
5 其它布局結構
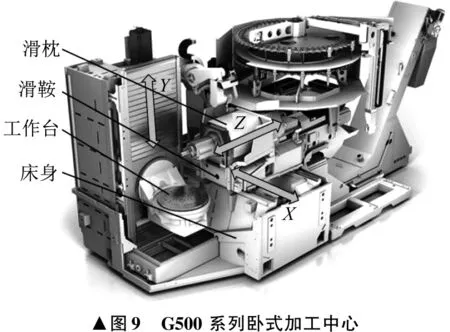
臥式加工中心除了上述四種典型布局結構,還有一些少見布局結構。德國格勞博G500系列臥式加工中心如圖9所示,主要面向汽車零部件加工行業,工作臺上下移動,對應Y軸,滑鞍左右移動,對應X軸,滑枕在滑鞍內前后移動,對應Z軸,布局結構非常緊湊,移動部件體積小,質量輕,加工效率高。
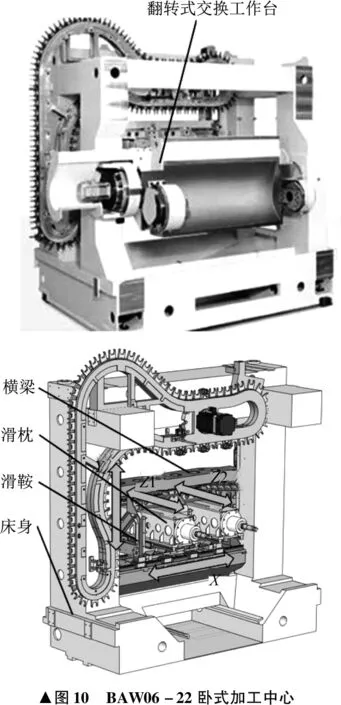
德國埃斯維BAW06-22臥式加工中心如圖10所示,同樣面向汽車零部件加工行業,加工效率高,主機為框架結構,前部配備翻轉式交換工作臺,后部布置加工單元,橫梁上下移動,對應Y軸,滑鞍在橫梁內左右移動,對應X軸,滑枕在滑鞍內前后移動,對應Z軸。這一臥式加工中心共有兩個主軸,可對兩個工件同時進行加工,極大提高了生產效率。
6 結束語
筆者以常見的63規格臥式加工中心為例,基于四種典型布局結構——正T結構、倒T結構、十字滑臺結構、定臺結構進行建模,對不同布局結構的特點進行對比分析。
正T結構臥式加工中心和倒T結構臥式加工中心各部件受力均勻,移動質量分配合理,可以達到較高的剛性、加工精度和加工效率。正T結構臥式加工中心適合配備旋轉式托盤交換機構,是機床生產廠家的主打產品,在市場上最為常見。十字滑臺結構臥式加工中心承載能力有限,剛性和加工精度較差,并且存在明顯的工件干涉區域,產品主要集中在低端領域,市場占有率較低。定臺結構臥式加工中心工作臺承載能力強,可加工工件尺寸大,剛性和加工精度一般,常以專機形式出現,衍生種類豐富,主要應用于特定行業,如汽車行業等。此外,G500系列臥式加工中心、BAW06-22臥式加工中心等采用較為少見的布局結構,均面向汽車零部件加工行業。
臥式加工中心種類豐富,不同布局結構有各自的優缺點,應合理選擇適合的臥式加工中心布局結構。筆者所做對比分析可以為臥式加工中心的設計和使用人員提供參考和借鑒。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50