NX軟件在異形型面零件數控加工中的應用*
2022-06-10 02:03:02劉存平
機械制造 2022年5期
□ 郭 晟 □ 劉存平
宜賓職業技術學院 智能制造學院 四川宜賓 644000
1 研究背景
數控機床是工業母機,數控技術是工業技術水平及綜合國力的重要標志。在數控加工技術中,一個重要的環節是零件加工程序的編制。傳統編程方式效率低,有時還會出錯,隨著產品日趨差異化、個性化、復雜化,已越來越不適用。隨著現代信息技術和計算機技術的進步,當代智能制造技術蓬勃發展,計算機輔助設計、工程、制造日趨完善,眾多數字化設計與制造軟件在實際生產中得到越來越廣泛的應用,使生產工藝流程大為簡化,產品生產周期顯著縮短,促成了生產成本的降低。
在復雜的異形型面零件加工中,變軸加工已得到廣泛應用。變軸加工僅通過一次裝夾就能實現零件加工,可以提高加工精度,節約能耗和工時,降低加工成本。當前流行的數字化設計與制造軟件基本都具有變軸加工功能模塊。NX軟件具有優良的界面與流暢的工作流程,能夠基于工作過程對產品的設計與制造進行人機對話,實現可視化設計與虛擬驗證,可以有效實現降耗節能。筆者對NX軟件在異形型面零件數控加工中的應用進行研究。
2 NX軟件數控編程工作流程
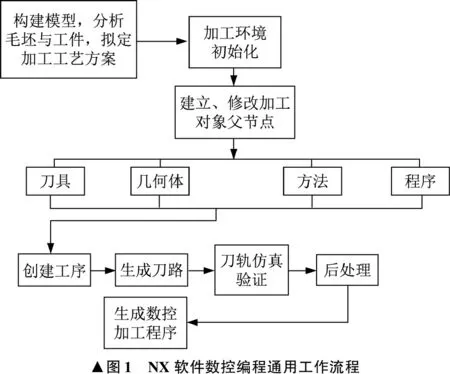
NX軟件在型面零件加工方面具有強大的功能,加工編程思路清晰,通用工作流程如圖1所示。
NX軟件的曲面數控加工功能強大,可以通過平面銑、型腔銑、輪廓銑、變軸銑等不同方法完成復雜異形型面零件的數控自編程加工及三維刀具軌跡模擬驗證。筆者應用NX軟件,通過型腔銑粗加工、固定軸輪廓銑半精加工、區域輪廓銑精加工、變軸曲面輪廓加工,實現某復雜異形型面零件的數控加工自編程。
3 零件情況
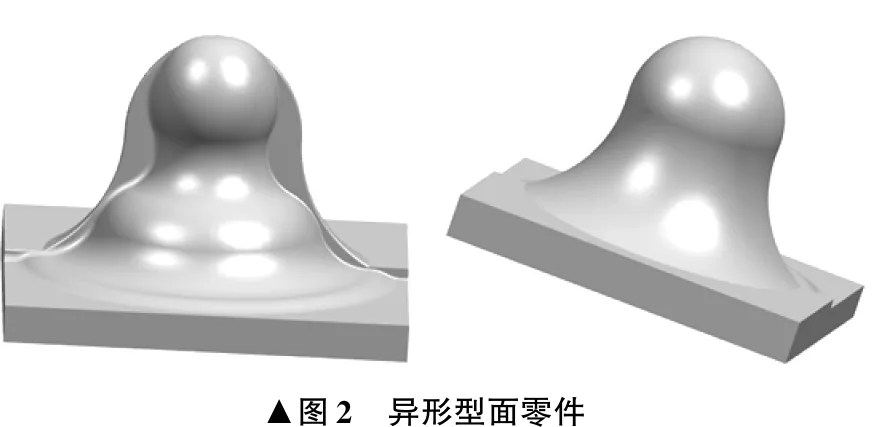
某異形型面零件如圖2所示。零件的底座為200 mm×200 mm×20 mm正方體,總高為150 mm,型面主要有球面、凹腔弧面、碗形圓弧面、過渡圓弧面,材料為進口P20模具鋼。零件下表面和周側面均已加工到位,需要加工最大球面半徑為75 mm,凹腔弧面半徑為55 mm,過渡圓弧半徑為1.5 mm的曲面,這些型面的加工精度要求都較高。對于這一零件,需要借助數字化軟件進行三維造型與自動編程,實現零件的高效、高精度加工。
4 加工工藝分析
(1) 選用機床。分析異形型面零件特征,固定軸加工不能一次裝夾實現零件加工,凹腔弧面的成型需要應用變軸銑加工,因此選用多軸數控加工中心。
(2) 裝夾。以底面進行裝夾,在機床C軸上用專用夾具固定底面。多軸加工通過一次裝夾就可以實現整個零件的多角度、多方位加工,能夠有效避免加工過程中過切、干涉、加工不到位、空行程過長等不良現象,進而實現高精度、高效率加工。
(3) 設置加工坐標系。NX軟件具有強大的坐標系設定功能,為方便快速對刀,使加工坐標系與工件坐標系兩者一致,將加工原點取為零件底面中心點。考慮到加工中刀具需要繞過裝夾,應設置安全高度,以免干涉。也要考慮空行程不能過長的問題,以免浪費工時。安全平面不應過高,需要酌情設置。
(4) 安排工序。根據待加工型面的特點,安排型腔銑粗加工,半精加工選用固定軸輪廓銑,并安排區域輪廓銑精加工、變軸曲面輪廓加工,具體加工工序見表1。

表1 加工工序
(5) 選用刀具。粗加工時,在滿足工藝剛性與加工要求的前提下,主要追求加工效率,為避免過切,選用直徑為16 mm的立銑刀。根據待加工型面的特點,半精加工選用直徑為8 mm的球頭銑刀。根據過渡圓弧面最小圓角半徑為1.5 mm,精加工時選用直徑為3 mm 的球頭銑刀。變軸曲面輪廓加工同樣選用直徑為3 mm的球頭銑刀。
5 數控加工程序設計
筆者利用綜合性數字化設計軟件NX 12.0進行異形型面零件的數控加工程序設計,可以較好地實現三維動態加工仿真與刀軌驗證,借助計算機仿真和虛擬制造技術,大幅提升生產效率和加工質量。
數控加工前,在建模模塊中將毛坯和零件成品的數字模型構建好,進入輪廓銑加工環境。在工序創建前,先參照加工工藝分析與加工工序,將幾何體、刀具、加工方法等節點創建好。
5.1 粗加工
在零件型腔與型芯的加工中,以型腔銑來進行粗加工。粗加工的主要任務是去除大部分加工余量,追求加工效率是主要目標。要得到高的加工效率,選用工藝參數時需要綜合衡量加工方法、切削余量、切削用量、走刀方式、進退刀方式。在滿足加工系統工藝剛性和工作要求的前提下,為節約工時,粗加工可選用較大的進給量。型腔銑粗加工時,采用層切的方式進行單節距銑,刀路為階梯層狀,這樣可以大量減少空刀現象,實現高效粗加工,同時延長刀具壽命。依照前述加工工藝分析,選用直徑為16 mm的立銑刀,刀軸為+Z方向,選用跟隨部件切削模式,步距采用刀具平面直徑的50%。為減小對刀具的振動與沖擊,采用圓弧進出刀方式,能夠保護刀具。
通過型腔銑粗加工,毛坯多余材料得到快速切除。根據加工工藝分析進行工藝參數設定,按照NX軟件數控編程通用工作流程,進行刀具、幾何體等節點組的創建,然后創建操作,通過二維及三維模擬加工進行驗證,優化刀軸,避免干涉、過切、欠切、過長空行程等不良現象,生成型腔銑程序粗加工,三維仿真效果如圖3所示。
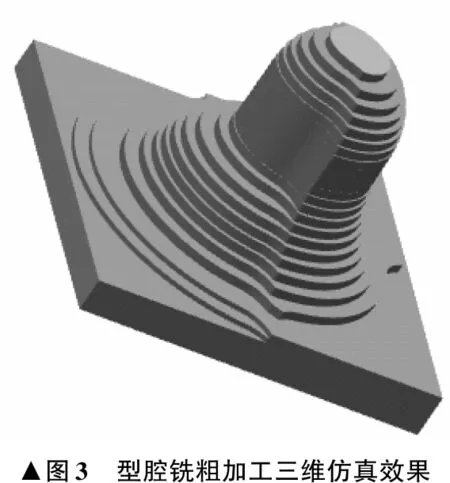
經過型腔銑粗加工后,基本輪廓與形狀已經生成,層狀刀路粗糙,遠不能滿足加工要求。依照加工工序,下一步進行半精加工操作。
5.2 半精加工
通過粗加工,已去除大部分余料。由粗加工仿真結果可以看到,零件型面上分布有不均勻的臺階狀余量,對此安排半精加工,可以使余量均勻,同時為后續精加工做好準備。
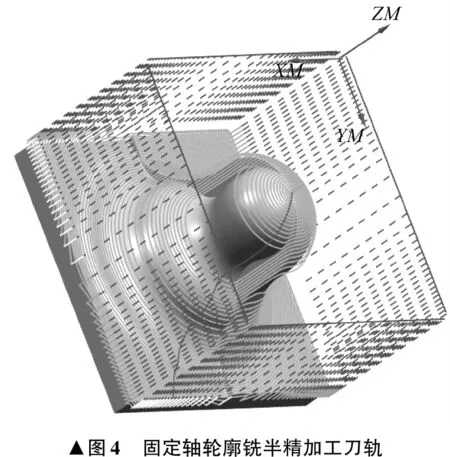
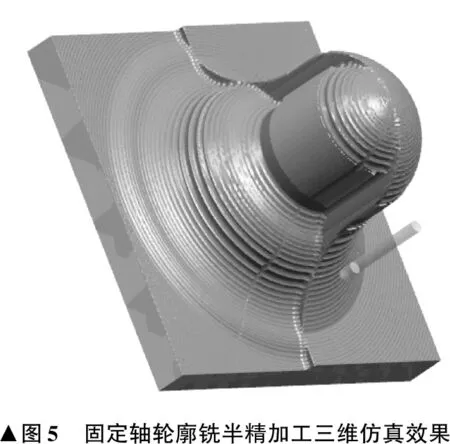
加工方法豐富的NX軟件具有三軸加工固定軸輪廓銑功能,對于零件的半精加工而言適用性非常高。根據加工工藝分析,選用直徑為8 mm的球頭銑刀,加工余量設為0.3 mm,并設好進給量、主軸轉速等工藝參數,按照NX軟件數控編程通用工作流程選擇刀具、加工方法、幾何體等節點組,并設置子類型和驅動方式。為減小變形,使刀具切削部位得到毛坯剛性支持,采用從內到外的環切走刀方式。固定軸輪廓銑半精加工刀軌如圖4所示,三維仿真效果如圖5所示。
通過固定軸輪廓銑半精加工,進一步去除了部分余料,減小了零件型面表面粗糙度值。為使零件型面達到設計與使用要求,后續安排精加工操作。
5.3 精加工
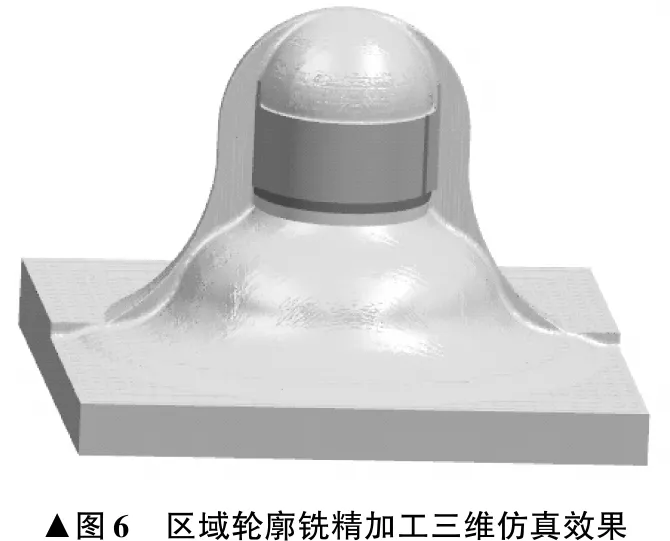
零件型面的精加工可以采用區域輪廓銑進行。基于零件加工面輪廓特征,切削模式選擇跟隨周邊。為減小振動,保證加工質量,選用螺旋進刀方式和順銑法。在選用刀具時,考慮過渡圓弧面最小圓角半徑為1.5 mm,選用直徑為3 mm的球頭銑刀。刀具材料選用合金鋼,合金鋼刀具具有良好的剛性,使因彈刀對加工面引起的不良影響大為減小。在工藝參數設置時,主要有主軸轉速、加工行距、進給速度等。為提高零件型面精度,采用小吃刀量、快速進給、高刀路密度等方法,主軸轉速為3 000 r/min,步距為刀具平面直徑的15%,進給速度為100 mm/min。按照NX軟件數控編程通用工作流程,生成刀軌并進行三維仿真驗證,區域輪廓銑精加工三維仿真效果如圖6所示。
5.4 變軸加工
通過區域輪廓銑精加工后,零件大部分型面已達到設計與工作要求,但凹腔弧面還需要安排變軸加工,這樣才能在僅一次裝夾的情況下實現整個零件型面的加工,提升定位精度,縮短輔助時間。通過NX軟件的變軸銑加工功能,可以實現X軸、Y軸、Z軸、A軸聯動加工,達到加工目標,并且刀軌流暢,加工質量高。
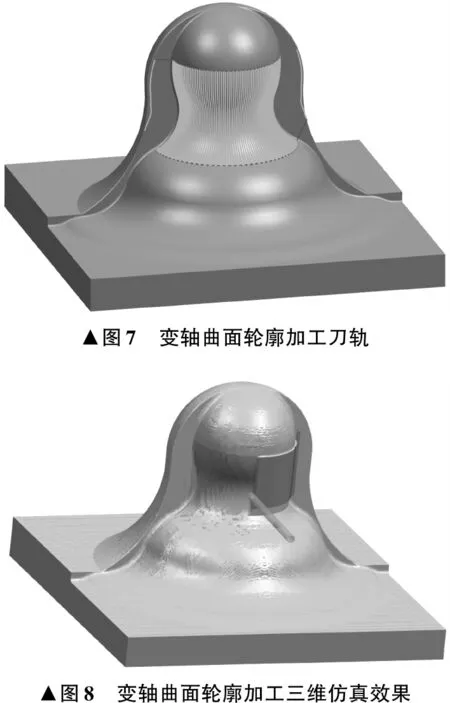
變軸加工時,選擇合適的驅動類型和刀軸控制方式是設計刀軌的關鍵。應用NX軟件變軸銑加工功能對零件復雜型面與曲面進行加工時,投影矢量及刀軸控制的優劣對加工曲面的精度和質量有直接影響。對于所加工的零件,選用曲面區域驅動類型,投影矢量為(0,0,-1),以垂直于驅動的方式來控制刀軸。其余工藝參數根據加工工序進行設置,參照NX軟件數控編程通用工作流程,進行刀軌設計和三維仿真驗證。變軸曲面輪廓加工刀軌如圖7所示,三維仿真效果如圖8所示。
零件具有復雜曲面,通過型腔銑粗加工、固定軸輪廓半精加工、區域輪廓銑精加工、變軸曲面輪廓加工的刀軌設計和三維仿真驗證,確認加工效果較好,零件型面已達到設計與工作要求,最終加工效果如圖9所示。

6 后處理
經仿真驗證,異形型面零件加工中沒有干涉、加工不到位、過切等不良情況,也不存在過長的空行程,可以生成刀軌。由于生成的刀軌源文件不能被數控機床直接識別,因此必須進行相應的后處理。NX計算機輔助制造模塊具有豐富的后處理功能,能夠將刀軌源文件轉換為G代碼,由數控機床識別。
7 結束語
NX軟件數字化設計與制造功能強大,對于具有復雜型面的異形型面零件而言,應用NX軟件自編程與變軸加工功能,可以輕松完成加工。通過NX軟件進行三維仿真驗證,可以有效避免干涉、過切、欠切、過長空行程等不良情況,減小人為誤差,提升加工精度,縮短編程時間,進而高效、高質實現生產。筆者通過應用NX軟件,實現了異形型面零件加工中的三維造型、自編程、三維仿真驗證,數控加工程序可靠、準確,通過后處理轉換,可以用于實際生產。