某車型路試后驅動橋通氣塞滲油問題分析和解決
2022-06-10 11:14:38謝香衛
裝備制造技術 2022年1期
謝香衛
(柳州五菱汽車工業有限公司,廣西 柳州 545007)
0 引言
汽車在行駛過程中,后驅動橋內部零件運轉生熱,橋內腔的溫度升高,壓力也隨之升高,為了保證橋的密封性以及其內部零部件的使用壽命,橋內部的氣壓必須與外部相等,后驅動橋的通氣塞就是保證橋內外氣壓平衡的關鍵零件。通氣塞通常設計安裝在減殼或橋殼上,垂直于水平面布置,應避開大量齒輪油飛濺到的位置,并且建議在通氣孔處設計有氣孔護蓋,可以阻擋齒輪油直接飛濺入通氣塞[1]。通氣塞在設計上,需要保證與外界大氣相通,同時要防止外界雜質及污染顆粒進入橋內部。通氣塞常見結構有橡膠通氣塞、金屬通氣塞和長橡膠管連接兩端金屬件的通氣塞。通氣塞滲油問題是后驅動橋開發試驗驗證階段中常見的問題之一。文章針對某車型開發過程出現的金屬通氣塞滲油問題進行分析。
1 問題描述
某車型后驅動橋在開發階段整車可靠性試驗過程中,試驗里程完成約2萬6千多公里后(整車試驗里程共約4萬公里),出現通氣塞滲油(圖1),油跡在后橋殼總成上已蔓延形成已大片濕漉的區域。

圖1 某車型后驅動橋通氣塞滲油
根據以往車型的開發經驗,通氣塞滲油是由如圖2所示的可能原因造成。本文此開發車型的通氣塞滲油問題原因分析亦從以下方面進行逐一分析。
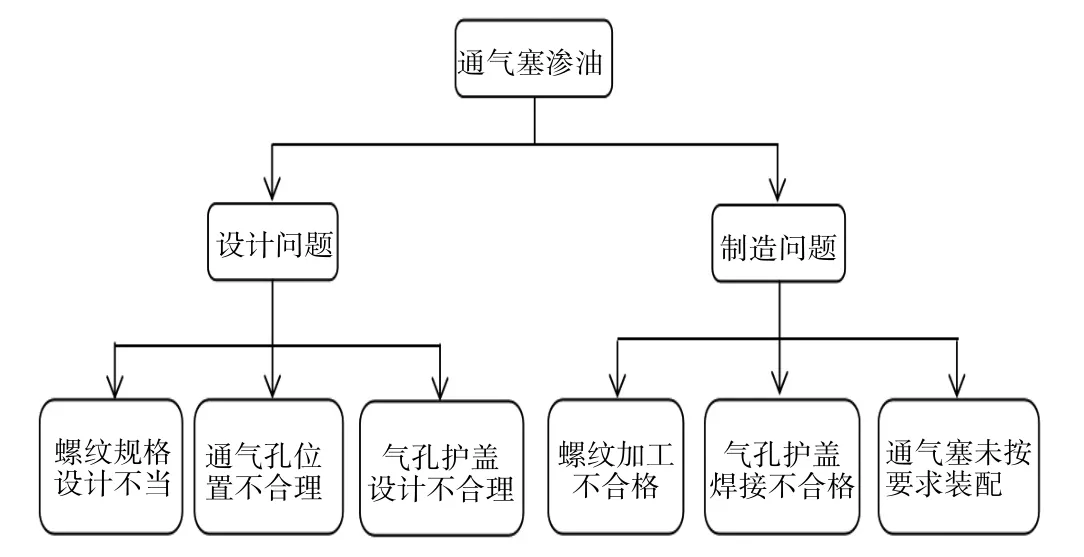
圖2 通氣塞滲油原因
2 原因分析
2.1 設計問題
2.1.1 螺紋規格設計不當
常閉式通氣塞結構,如圖3所示,它頭部的彈簧頂住蓋片,通氣塞沒有通氣時是封閉的,只有在車輛行駛、驅動橋內部傳動部件運轉做功溫度升高后,橋內部的氣壓增大到一定程度時,蓋片擠壓彈簧,通氣塞才開啟通氣。通氣塞靠錐螺紋裝配到橋殼,它采用的是60°密封圓錐管螺紋,此種螺紋具有機械連接和密封兩大功能。其對牙型的精度有要求,通過控制牙頂高和牙底高公差、中徑線錐度(1∶16)的極限偏差、有效螺紋的導程累積偏差以及牙側角極限偏差等來確保螺紋副之間的密封性能[2]。本車型的通氣塞安裝孔內螺紋與通氣塞的外螺紋采用的是“錐/錐”配合的圓錐管螺紋結構,可直接靠旋緊就可以密封。其具有密封特性的主要原因有兩點:
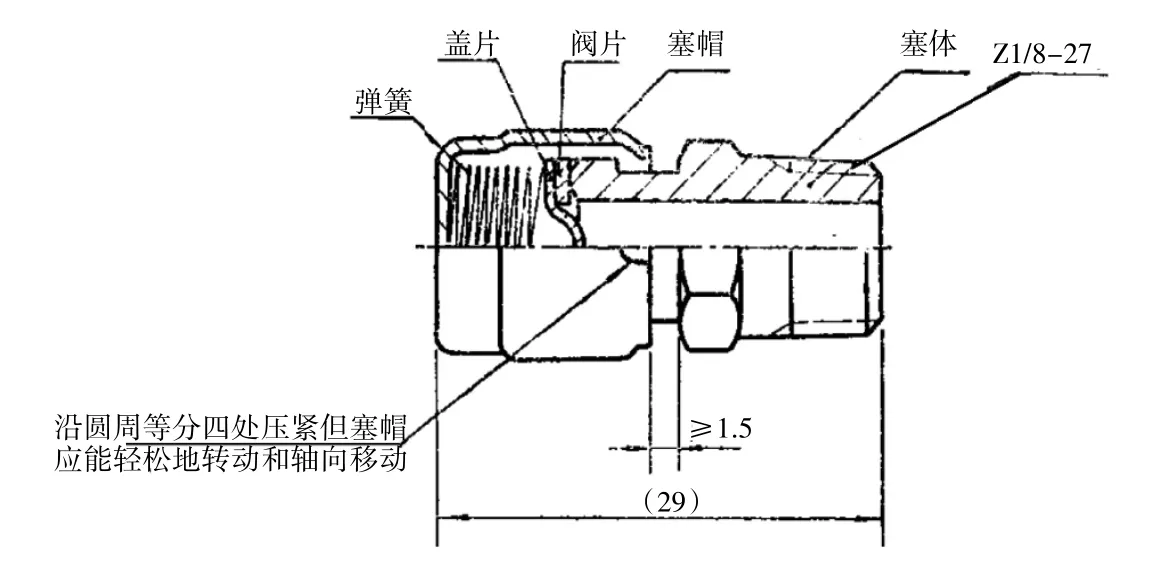
圖3 常閉式通氣塞結構[3]
(1)由于錐度的原因,這種螺紋在與同樣的錐螺紋配合時具有“自緊作用”。如圖8所示,外螺紋越往左擰入內螺紋孔,會越來越緊,牙與牙的配合可以實現擠壓密封。
(2)其特殊的牙型設計具有“完全吻合”的特性,內/外螺紋的牙型角都是60°且錐度都是1∶16。
后驅動橋的成熟產品上,相同的設計已有量產,并且經過了顧客端的長期使用驗證,因此,可以排除螺紋規格配合設計不正確的問題。
2.1.2 通氣孔位置、氣孔護蓋設計
本車型結構的后驅動橋正車行駛時如圖4和圖5所示,隨著被動傘齒輪的轉動,齒輪油被逆時針方向甩動,通氣塞安裝位置布置在橋殼左側套管上方,已經遠離的橋內部齒輪油大量飛濺位置。且橋殼氣孔護蓋采用滿焊形式,齒輪油無法直接從橋殼中間部位滲入氣孔護蓋內部。只有在車輛轉彎或單側過深坑時,齒輪油流到套管左側,然后在長期使用后齒輪油從橋殼左側慢慢滲入氣孔護蓋內部,此種情況下,如果螺紋副之間的密封性能不足,齒輪油就有可能從螺紋副之間滲出。
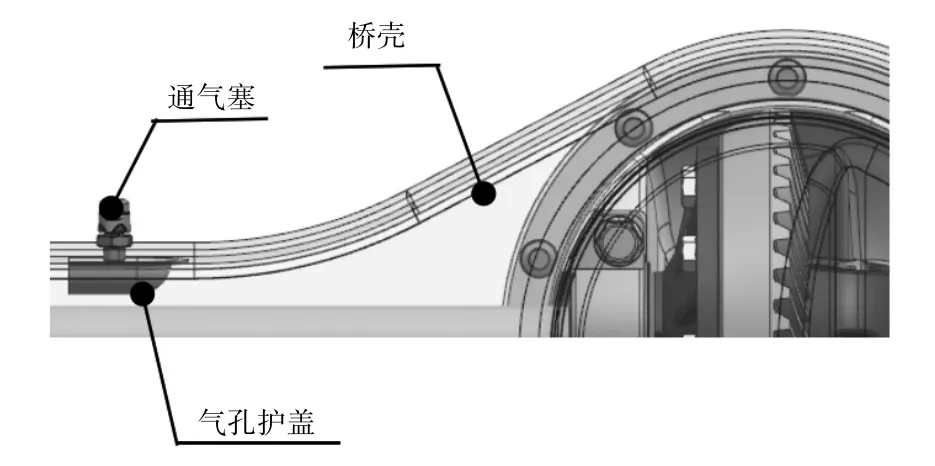
圖4 通氣塞安裝位置

圖5 本車型后驅動橋結構
2.2 制造問題
2.2.1 氣孔護蓋焊接
橋殼氣孔護蓋要求沿著零件邊緣焊接一圈(圖6),焊接參數中電流為180~200 A、電壓為18~20 V,焊接后檢查無漏焊、虛焊、焊穿或焊偏等問題。檢查故障橋殼試制記錄,氣孔護蓋焊接滿足圖紙要求。因此,排除了氣孔護蓋焊接不合格原因造成通氣塞滲油。
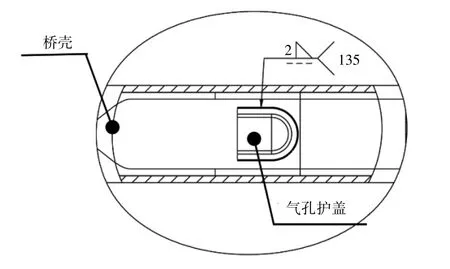
圖6 氣孔護蓋焊接要求
2.2.2 螺紋加工不合格
(1)本車型后橋的通氣塞為借用量產成熟產品,螺紋部位采用60°圓錐外螺紋結構,已經過市場多年驗證,符合螺紋環規檢測,因此,排除通氣塞零件制造質量不合格問題。
(2)本車型橋殼上的通氣孔為60°圓錐內螺紋NPT 1/8。橋殼板料厚度6 mm,比絲錐長度(圖7)短很多。如果攻牙時不控制行程,會造成橋殼外側通氣孔口的螺紋大徑大于標準要求的基準平面上的螺紋大徑。“錐/錐”配合的圓錐管螺紋,內外螺紋具有一樣的牙型,配上錐度,螺紋旋緊后可以實現密封。但是螺紋孔在基準平面處已經偏大,螺紋副之間的密封效果已降低。
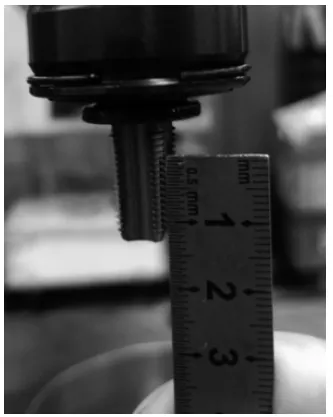
圖7 橋殼通氣塞內螺紋孔攻牙絲錐
從圖1的故障照片看,通氣塞螺牙底部已經完全貼合到橋殼外表面上,但是按照標準GB/T 12716-2011《60°密封管螺紋》的要求(圖8),NPT 1/8的外螺紋,裝配余量L3為2.822 mm,露出牙數約為3圈[4],進一步說明這臺車的通氣塞孔加工過大,螺牙與螺牙之間的配合有超過標準要求的間隙值,因此直接導致了車輛行駛約2.6萬km時,齒輪油慢慢從螺牙間滲出。橋殼通氣塞孔攻牙不合格是導致該路試車滲油的根本原因。

圖8 圓錐外管螺紋上各主要尺寸分布位置[4]
3 臨時措施和長期措施
3.1 臨時措施
NPT 1/8的圓錐管螺紋配合為一般用途的密封管螺紋配合,遵循了GB/T 12716-2011《60°密封管螺紋》的標準,在牙頂和牙低處的配合為過渡配合,如圖9所示。為了確保螺紋連接密封的可靠性,可以在螺紋副內添加合適的密封介質,例如在螺紋表面上纏膠帶、涂密封膠等[4]。在確定了該路試車滲油的原因為螺紋配合不嚴后,采取了通氣塞外螺紋上纏膠帶措施,并經驗證,該臺路試車后續未再出現滲油問題。
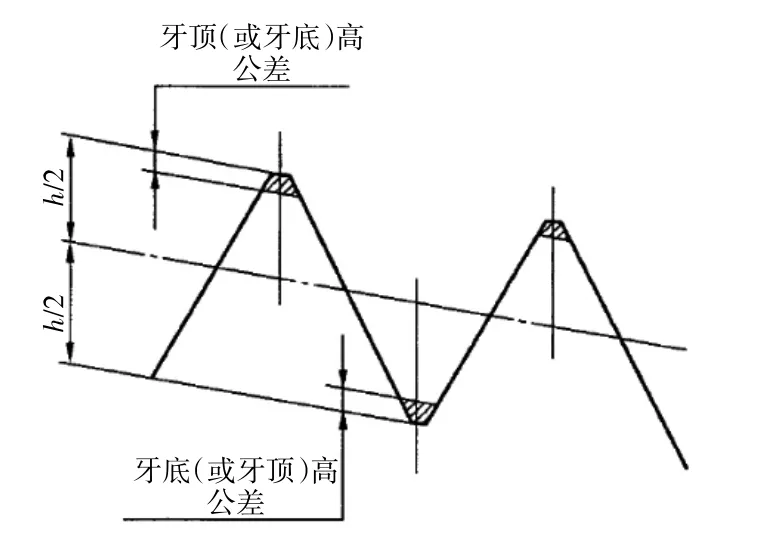
圖9 NPT 1/8的壓頂高和壓低高的公差帶分布位置[4]
3.2 長期措施
本車型的后橋殼總成為沖壓焊接式琵琶橋,后橋殼的板厚為6 mm,其工藝為:后橋殼上半殼沖壓→通氣孔鉆孔→通氣孔攻牙→其他橋殼小件焊接機加工。如果不進行橋殼通氣孔圓錐內螺紋的加工行程控制,必定會出現在圓錐內螺紋孔的基準面處,大徑、中徑和小徑偏大的情況。可以通過工藝驗證,鎖定橋殼通氣塞孔圓錐內螺紋的攻牙絲錐行程,以便避免批量生產后通氣孔圓錐內螺紋加工過大問題。圓錐內螺紋攻絲后,使用螺紋圓錐工作塞規,檢驗基準距離長度范圍內橋殼通氣孔的內螺紋的中徑,如圖10、圖11和圖12所示,橋殼通氣孔外側應處與螺紋“基”準平面相距一個螺距范圍之內,即不能低于“下”基準面,不能高于“上”基準面。在從表1橋殼通氣孔攻牙行程驗證記錄看,攻絲深度為12~13 mm,通氣塞內螺紋孔均為合格狀態,最佳攻絲深度為12.5 mm。

圖11 “上”基準面

圖12 “下”基準面
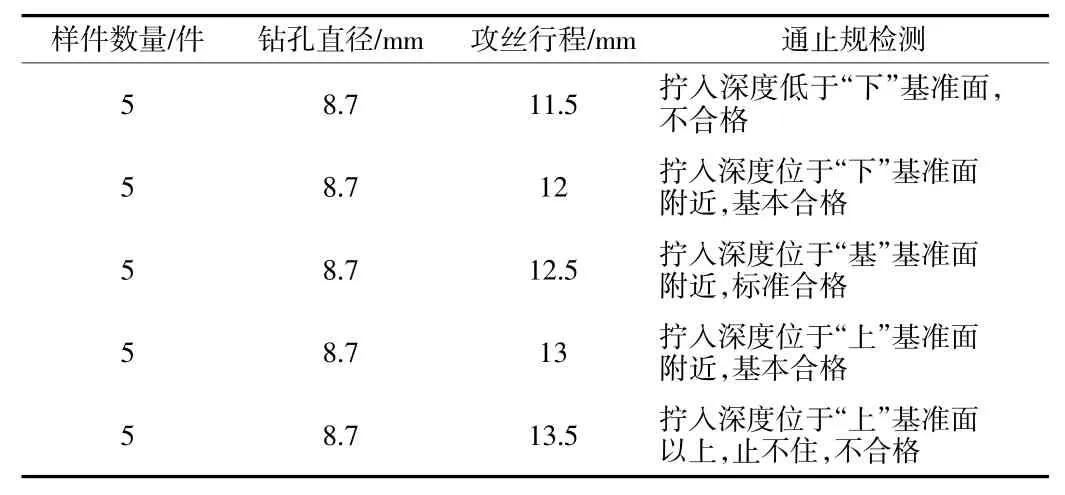
表1 橋殼通氣孔攻牙行程驗證記錄

圖10 “基”基準面
4 結束語
60°的圓錐管螺牙配合,其螺紋副之間的配合決定了其密封性能,螺牙加工不合格會直接導致后橋通氣塞出螺紋副之間滲油,橋殼的通氣塞孔生產制造過程中必須控制其加工行程。在出現圓錐內螺紋孔加工基準面偏大時,可以通過在螺紋副之間添加“介質”來使其重新提高或具備密封性能。
