酸洗機(jī)組碎邊剪刀頭調(diào)整與剪刃間隙校準(zhǔn)分析
2022-06-10 11:14:26韓鐵拴
裝備制造技術(shù) 2022年1期
韓鐵拴
(寶鋼湛江鋼鐵有限公司冷軋廠設(shè)備管理室,廣東 湛江 524000)
0 引言
某鋼廠酸軋機(jī)組,酸洗工藝段剪邊碎邊設(shè)備采用德國DUMA公司的DOUBLE SIDE TRIMMER 400型產(chǎn)品(圖1)。該設(shè)備剪切質(zhì)量穩(wěn)定,故障率低,在全國各大鋼廠均有應(yīng)用。在投產(chǎn)之初,機(jī)組采購了2套共8件碎邊剪刀頭,上機(jī)后就發(fā)現(xiàn)剪刃間隙值不受控,造成崩刀或剪切廢料連刀嚴(yán)重,廢料輸送皮帶堵邊,影響機(jī)組正常生產(chǎn)。為保證機(jī)組穩(wěn)定順行,本文研究了碎邊剪刀頭的安裝、調(diào)整原理及剪刃磨損后對實際間隙值的影響。
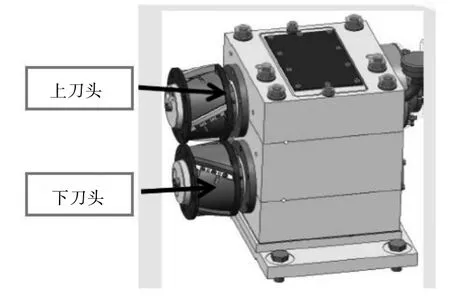
圖1 碎邊剪上下刀頭有嚴(yán)格的位置關(guān)系
1 刀頭位置調(diào)整
1.1 調(diào)整原理
為了適應(yīng)剪切不同板厚帶鋼的不同間隙要求,碎邊剪的上刀軸設(shè)計為可軸向移動的結(jié)構(gòu),見圖2,通過電機(jī)帶動的偏心軸,使刀軸軸向移動,配合刀頭(圖3)上65°周向布置的6個剪刃,實現(xiàn)剪刃間隙可調(diào)。間隙值可通過與偏心軸同軸的碼盤讀出,見圖4,圖5。通過使用塞尺塞刀刃間隙的方法,可以檢測實際間隙值,調(diào)整刀頭的過程也就是使實際間隙值與碼盤讀數(shù)值相一致的過程。
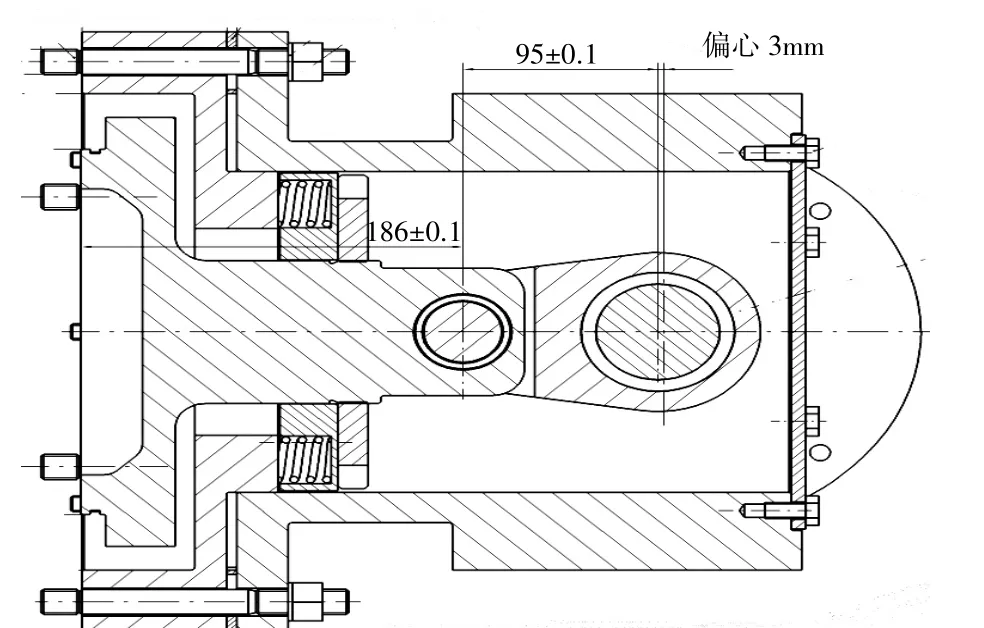
圖2 刀軸偏心橫移機(jī)構(gòu)
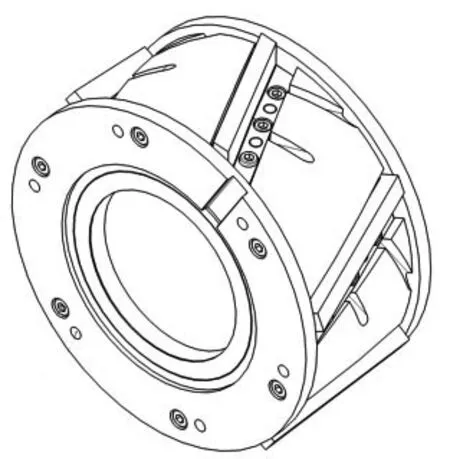
圖3 刀頭

圖4 碎邊剪齒箱及碼盤

圖5 碼盤
1.2 調(diào)整過程
由于下刀軸不可軸向移動,下文中所述刀頭位置的調(diào)整僅指上刀頭。具體調(diào)整的內(nèi)容可分為以下幾個步驟:
1.2.1 準(zhǔn)備工作
為了準(zhǔn)確測定剪刃的間隙,需準(zhǔn)備全新或修磨過的上、下兩個刀頭,并準(zhǔn)備好電焊機(jī)、標(biāo)準(zhǔn)塞尺和一些常規(guī)的工具。將下刀頭準(zhǔn)確安裝在下刀軸上并緊固。
1.2.2 上刀軸基準(zhǔn)位置確定
由于上刀軸可軸向移動,首先需確定一個基準(zhǔn)位置,用于調(diào)整檢查刀頭。在設(shè)備制造之初,廠家就確定了刀軸的機(jī)械零間隙位置,如圖5所示,碼盤數(shù)值為零的位置即為機(jī)械零間隙位置,也就是在該位置時,上下刀頭剪刃的間隙值應(yīng)為零。為便于校準(zhǔn),測量間隙值,我們需要將碼盤值點(diǎn)動調(diào)整到0.1 mm,當(dāng)我們實際測得的刀刃間隙為0.1 mm左右時,即可認(rèn)為調(diào)整完成。
1.2.3 刀頭端部定位環(huán)拆除
刀頭端部有一局部帶凹形槽的定位環(huán),通過定位銷和沉頭螺栓與刀頭體連接在一起。該定位環(huán)上的凹形槽與刀軸根部上定位環(huán)的凸塊精密配合,用于周向定位。所以調(diào)整的第一步需將該定位環(huán)拆除,使刀頭體和定位環(huán)可相對轉(zhuǎn)動(圖6、圖7)。

圖6 刀頭端部定位環(huán)

圖7 刀頭與刀軸周向定位結(jié)構(gòu)
1.2.4 刀頭位置確定
2012年3月,教育部印發(fā)了《教育信息化十年發(fā)展規(guī)劃(2011-2020年)》,為我國教育信息化改革指明了方向和提供了政策支持,也為教師在傳統(tǒng)教學(xué)模式的基礎(chǔ)上創(chuàng)新教育理念和教學(xué)模式創(chuàng)造了有利條件。[1]
將定位環(huán)凹槽和刀軸根部定位環(huán)上凸塊清理干凈、并使之緊密貼緊配合。根據(jù)塞尺測量的剪刃間隙值[1],周向轉(zhuǎn)動、調(diào)整刀頭,當(dāng)間隙值為0.1 mm時,復(fù)測其他位置剪刃的間隙情況(一個刀頭共6個剪刃),根據(jù)外方提供的標(biāo)準(zhǔn),當(dāng)所有的間隙值都在0.08 mm~0.12 mm范圍內(nèi)時,即可認(rèn)為調(diào)整到位,并在程序中將剪刃間隙值設(shè)定為0.1 mm。調(diào)整到位之后,使用電焊機(jī)在刀頭體和定位環(huán)結(jié)合面外緣處點(diǎn)焊接兩點(diǎn),用于保證定位環(huán)和刀頭體調(diào)整后的位置不因拆卸刀頭而發(fā)生改變,然后將上刀頭拆下(圖8)。

圖8 上下刀頭剪切時間隙情況
1.2.5 刀頭端部定位環(huán)固定
將調(diào)整好位置的刀頭送機(jī)加車間,重新配打定位銷孔和螺栓孔,并固定,打磨掉焊點(diǎn)。
1.2.6標(biāo)記配對信息
經(jīng)過校準(zhǔn)后的上刀頭和下刀頭只能成對使用不能與其他刀頭混用,為了方便使用和查找,還需在刀頭側(cè)面標(biāo)記配對信息。
通過以上幾個步驟,即實現(xiàn)了刀頭位置的校準(zhǔn)與調(diào)整。
2 剪刃磨損后校零對間隙實際值的影響分析
碎邊剪在使用了一段時間之后,剪刃磨損,間隙值變大,剪切效果不佳,產(chǎn)生連刀。需對剪刃進(jìn)行校零處理。校零的目的在于將當(dāng)前剪刃的實際間隙值輸入程序,校準(zhǔn)程序當(dāng)前不準(zhǔn)確的間隙值(由于剪刃磨損)。
2.1 校零的原理
校零的原理是通過人工實測剪刃間隙值,并將該值輸入到設(shè)備程序中,消減剪刃磨損帶來的實際間隙值變化,最終實現(xiàn)改善剪邊質(zhì)量。
2.2 校零后間隙實際值和設(shè)定值的偏差分析
上刀軸的偏心調(diào)整機(jī)構(gòu)可簡化如圖9所示結(jié)構(gòu),進(jìn)而建立圖10所示的刀刃間隙調(diào)整機(jī)構(gòu)示意圖。圖中偏心軸偏心軌跡形成的圓,半徑為OB,設(shè)其值為e。
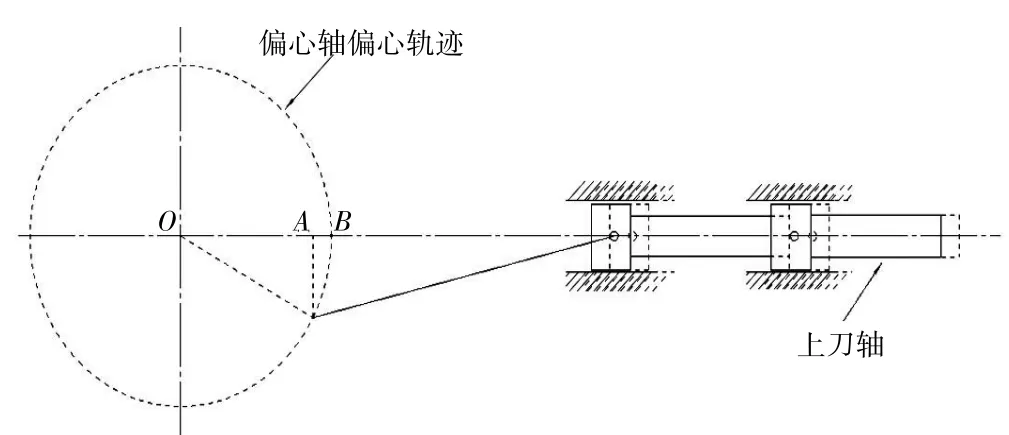
圖9 上刀軸的偏心調(diào)整機(jī)構(gòu)簡圖
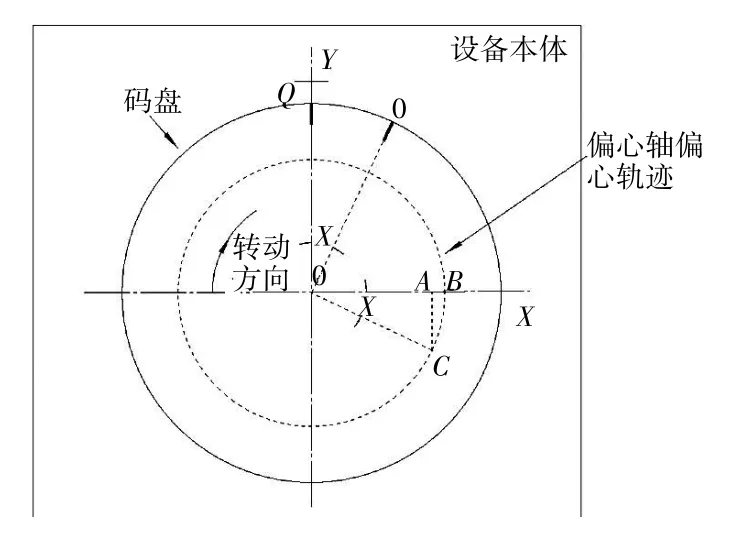
圖10 刀刃間隙調(diào)整原理示圖
假設(shè)偏心點(diǎn)在B點(diǎn)時,碼盤對應(yīng)的間隙值為0,當(dāng)偏心點(diǎn)轉(zhuǎn)動到C點(diǎn)時,轉(zhuǎn)動角度為x,碼盤對應(yīng)的間隙值為a,由幾何知識可知,刀軸的軸向移動量A B與剪刃間隙變化量α呈正比關(guān)系[3],設(shè)比例系數(shù)為k1,則有:

在剪刃磨損后,設(shè)定間隙值為a,實際間隙值為a+b(b×0),通過校零,設(shè)定值與實際值一致,但此時碼盤上的讀數(shù)小于實際間隙值。當(dāng)間隙值調(diào)整時,系統(tǒng)會按當(dāng)前值和目標(biāo)值驅(qū)動偏心軸旋轉(zhuǎn)一定的角度β,由于碼盤上的讀數(shù)小于設(shè)定值,則設(shè)定間隙和實際間隙會存在偏差△l:

式中,x1為校零后,碼盤實際讀數(shù)位與程序設(shè)定值位的角度偏差。
可見,校零并不能完全彌補(bǔ)剪刃磨損帶來間隙變化。磨損初期,x1值較小,校零后間隙變化量不大;隨著磨損加劇,間隙偏差也會越來越大,即使通過校零也不能消除補(bǔ)剪刃磨損造成的連刀情況,需要及時換刀處理。
3 驗證分析
為了驗證以上的分析,跟蹤檢測了現(xiàn)場一對碎邊刀頭上機(jī)時和使用10天后的剪刃間隙值,具體結(jié)果見表1。

表1 剪刃間隙變化跟蹤表
根據(jù)測量結(jié)果可以看出,剪刃磨損后可以通過校零來補(bǔ)償部分的間隙變化量,維持機(jī)組生產(chǎn),但不能完全補(bǔ)償,在剪刃磨損后期必須通過更換新刀,才能保證碎邊質(zhì)量。
4 結(jié)語
本文通過對某鋼廠酸軋機(jī)組碎邊剪刀頭的安裝調(diào)整,詳述了剪刃間隙的調(diào)整原理以及剪刃磨損校零后對間隙值影響的定量分析,通過跟蹤測量現(xiàn)場實際的一對碎邊剪刀頭上機(jī)時和使用一段時間后的間隙值驗證了以上的偏差分析,可為同類設(shè)備的維護(hù)提供參考。
