電子束熔粉成形的粉末床溫度模擬與討論
2022-06-10 11:13:44張建飛朱國坤秦文生張向東
裝備制造技術(shù) 2022年1期
張建飛,朱國坤,秦文生,張向東
(桂林獅達(dá)技術(shù)股份有限公司,廣西 桂林 541004)
0 引言
電子束技術(shù)一般使電子的定向運(yùn)動(dòng)來獲得高動(dòng)能的粒子,利用這高能量的帶電粒子流,再應(yīng)用于焊接工件曝光、輻照、熔粉成形、氣相沉積等工作[1]。由于電子重量比較輕,容易受到電磁場(chǎng)或環(huán)境其它質(zhì)子的影響,因此電子束一系列工作都在真空條件下完成的[2-3]。電子束增材制造技術(shù)是一種新型的快速成型技術(shù),一般使用電子束點(diǎn)陣或電子束偏轉(zhuǎn)掃描熔化粉末材料使至逐層沉積成形[4-5]。在制備方面需要配備電子束發(fā)生裝置、加速裝置、電子束匯聚裝置、偏轉(zhuǎn)掃描裝置、鋪粉裝置和升降裝置[6]。粉末可以看作是多孔隙材料,它的密度只有理論密度的一半,內(nèi)部含大量空隙,因此粉末的熱傳系數(shù)、比熱容等熱力學(xué)性能參數(shù)與理想密度狀態(tài)是不同的[7]。
在很多國內(nèi)外文獻(xiàn)中都以束斑能量密度對(duì)熔粉成形的重要性為課題,可是他們忽略了粉末床熱平衡狀態(tài)同樣影響熔粉成形的效果[8-9]。本文在“316L粉末電子束熔化成形的熔合機(jī)理的研究”[10]論文基礎(chǔ)上,利用熱力學(xué)模擬方法闡述了成形過程中的粉末床溫度變化機(jī)制。結(jié)果發(fā)現(xiàn)了粉末床的溫度變化未達(dá)到熱平衡狀態(tài)時(shí)要獲得好的成形效果需要不斷地改變電子束輸入能,只有粉末床的溫度達(dá)到熱平衡狀態(tài)才能穩(wěn)定電子束輸入能。還發(fā)現(xiàn)不同的原料粒徑、材質(zhì)不同和基板絕熱性能的好壞都影響粉床熱平衡。
1 材料與方法
1.1 試驗(yàn)設(shè)備
試驗(yàn)設(shè)備為桂林獅達(dá)公司自制的THDW-3型號(hào)的電子束熔粉打印機(jī),電子槍的型號(hào)為M176,在試驗(yàn)時(shí)電子槍真空度為5×10-2Pa,熔粉成形室注入氦氣之后的真空度為0.3 Pa。電子槍的參數(shù)見表1,成型設(shè)備如圖1所示。

圖1 熔粉設(shè)備

表1 M176電子槍參數(shù)
1.2 試驗(yàn)方法
將試驗(yàn)粉末看作多孔介質(zhì),試驗(yàn)時(shí)測(cè)量了其多孔介質(zhì)特性參數(shù)顆粒直徑、孔隙率、滲透率等再求出試驗(yàn)粉末的慣性阻力因子和黏性阻力因子。試驗(yàn)選材有直徑為45~106μm的316L(022Cr17Ni12Mo2)粉末、15~53μm的316L粉末和直徑為45~106μm的TC21鈦合金(Ti6Al2Zr2Sn2Mo1.5Cr2Nb)粉末。而平衡溫度試驗(yàn)時(shí)先用顆粒直徑為45~106μm的316L粉末熔粉成形并達(dá)到穩(wěn)定成形狀態(tài)為熱平衡狀態(tài),采集該時(shí)的溫度作為Fluent模擬的驗(yàn)證模型溫度。最后模擬與實(shí)測(cè)溫度相吻合的基礎(chǔ)上預(yù)測(cè)了直徑為15~53μm的316L粉末和直徑為45~106μm的TC21粉末的溫度分布。316L兩個(gè)范圍粉末微觀圖如圖2所示。試驗(yàn)驗(yàn)證時(shí)用3種分別熔粉制造了面積5 cm2長5 cm的圓棒,每次鋪粉0.10 mm。
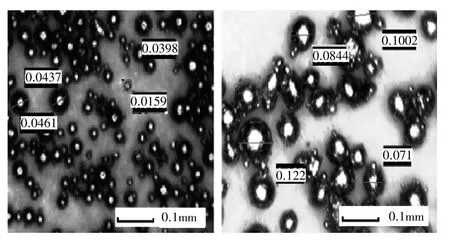
圖2 試驗(yàn)粉末
在測(cè)試過程中基板、成形腔和粉末中插薄片式K型TP-01熱電耦傳感器,測(cè)量范圍為0~1 600℃,響應(yīng)時(shí)間3 s,測(cè)量點(diǎn)位置如圖1所示的①②③處。③號(hào)傳感器處于粉末中,測(cè)溫時(shí)臨時(shí)插入;其他兩個(gè)實(shí)時(shí)采集固定點(diǎn)的溫度;①傳感器檢測(cè)基板溫度處于③號(hào)傳感器下方,②號(hào)傳感器檢測(cè)成形腔溫度處于③號(hào)傳感器右方。其中①②號(hào)傳感器測(cè)得數(shù)據(jù)用于粉末床溫度場(chǎng)模擬的邊界條件。電子束加熱表面溫度用DT8018B高溫紅外測(cè)溫儀,其測(cè)量范圍為-50~1 800℃,測(cè)溫誤差小于2℃。最終3號(hào)傳感器測(cè)量溫度作為模擬驗(yàn)證的溫度。
1.3 多孔介質(zhì)模型
為了建立粉末多孔介質(zhì)模型,先測(cè)量了粉末當(dāng)量算術(shù)平均直徑。首先將粉末分別平鋪在平板上用白底粘貼紙粘一層,然后45~106μm粒徑的316L粉和TC21鈦粉的貼紙?jiān)陲@微鏡下0.5 mm×0.5 mm的正方形格子來分區(qū),將15~53μm的316L粉的貼紙0.2 mm×0.2 mm的正方形格子來分區(qū),最后隨機(jī)選擇一個(gè)區(qū)域把圈下的粉末一一測(cè)量其直徑。測(cè)得到的數(shù)據(jù)用式(1)運(yùn)算獲得了試驗(yàn)粉末顆粒的算術(shù)平均直徑。

式中,di為第i個(gè)單一顆粒的直徑,ni為直徑為di的顆粒個(gè)數(shù)。經(jīng)過計(jì)算得到45~106μm的316L粉的算術(shù)平均直徑為64μm;15~53μm的316L粉算術(shù)平均直徑為33μm;45~106μm的TC21鈦合金粉算術(shù)平均直徑為67μm。在三個(gè)試驗(yàn)粉末中取Vf=100 mL,分別稱重后計(jì)算出它們特征單元體骨架的體積V,通過公式(2)計(jì)算了特征單元的孔隙率[11]。

通過計(jì)算得出,45~106μm的316L粉的孔隙率為0.49;15~53μm的316L粉孔隙率為0.436;45~106μm的TC21鈦合金粉孔隙率為0.48。滲透率是多孔介質(zhì)體對(duì)流體的可滲透能力,在Darcy定律中的滲透率計(jì)算公式為:

式中,d為顆粒算數(shù)平均直徑,cm;c為形狀因子(與顆粒大小、分布、孔隙率、形狀和排列方式有關(guān)參數(shù))。在多孔介質(zhì)滲流學(xué)中形狀因子c可以通過試驗(yàn)獲得也可以通過克澤尼-卡門(Kozeny-Carman)公式來計(jì)算[12],計(jì)算式:

代入公式(5)得到

為了觀察粉末床的溫度分布本文使用了fluent軟件進(jìn)行了模擬。多孔介質(zhì)滲流特性方程(Darcy方程)有三個(gè)特性方程,其中一個(gè)是流體質(zhì)量力產(chǎn)生的阻力由于熔粉制造環(huán)境為真空從而可忽略[13]。其他兩個(gè)參數(shù)分別是黏性阻力因子α=1/kd和慣性阻力因子C2=CF/c0.5,CF修正系數(shù)計(jì)算公式為如式(6)所示。

通過計(jì)算得到45~106μm的316L粉的黏性阻力因子α為817 m-2慣性阻力因子C2為7.59 m-1;15~53μm的316L粉的黏性阻力因子α為4 494 m-2慣性阻力因子C2為11.92 m-1;45~106μm的TC21鈦合金粉黏性阻力因子α為746 m-2慣性阻力因子C2為8.23 m-1。
1.4 邊界條件及初始條件
為了觀察熱平衡狀態(tài)下的溫度分布用流體模擬軟件Fluent做了模擬研究[14]。其控制方程為

式中φ為通用變量,溫度等;Γ為廣義擴(kuò)散系數(shù);ρ為流體密度;u為流體速度矢量;Si為廣義源項(xiàng)產(chǎn)生速率,啟用多孔介質(zhì)模型并個(gè)方向的阻力特性一樣的時(shí)Si為

式中的μ為流體動(dòng)力黏性,流動(dòng)的氣體為氦氣,動(dòng)力黏度為1.89×10-5Pa·s;α為黏性阻力因子,m2;C2為慣性阻力因子,m-1[15]。物理模型的網(wǎng)格劃分如圖3所示。邊界條件與初始條件見表2。

圖3 網(wǎng)格劃分

表2 邊界條件及初始條件
2 結(jié)果與分析
2.1 數(shù)據(jù)驗(yàn)證
為了驗(yàn)證模擬的準(zhǔn)確性由3號(hào)溫度傳感器實(shí)測(cè)溫度值與模擬溫度值進(jìn)行了對(duì)比。根據(jù)粉末燒結(jié)成形理論,熔粉增材制造過程中不允許粉末完全熔化,一般控制在0.5~0.8TM值(TM為熔點(diǎn)溫度)即可熔合成形。316L粉末實(shí)際熔點(diǎn)為1 360℃,TC4鈦合金粉熔點(diǎn)溫度為1 678℃。用試驗(yàn)三種粉末熔粉打印了5 cm2圓棒,根據(jù)表2測(cè)得邊界及環(huán)境進(jìn)行了模擬。模擬時(shí)使用了fluent流體模擬軟件,進(jìn)行k-ε湍流穩(wěn)態(tài)模擬。然后對(duì)比了3號(hào)傳感器位置實(shí)測(cè)與模擬溫度。

表3 模擬驗(yàn)證
2.2 不同粉末平衡溫度場(chǎng)模擬結(jié)果
為了預(yù)測(cè)電子束成形不同類型的粉末床熱平衡時(shí)候的溫度分布狀態(tài),模擬出了試驗(yàn)粉末相同材質(zhì)不同粒徑的溫度分布狀態(tài)和相同粒徑不同材質(zhì)的溫度分布狀態(tài);模擬結(jié)果如圖4所示。
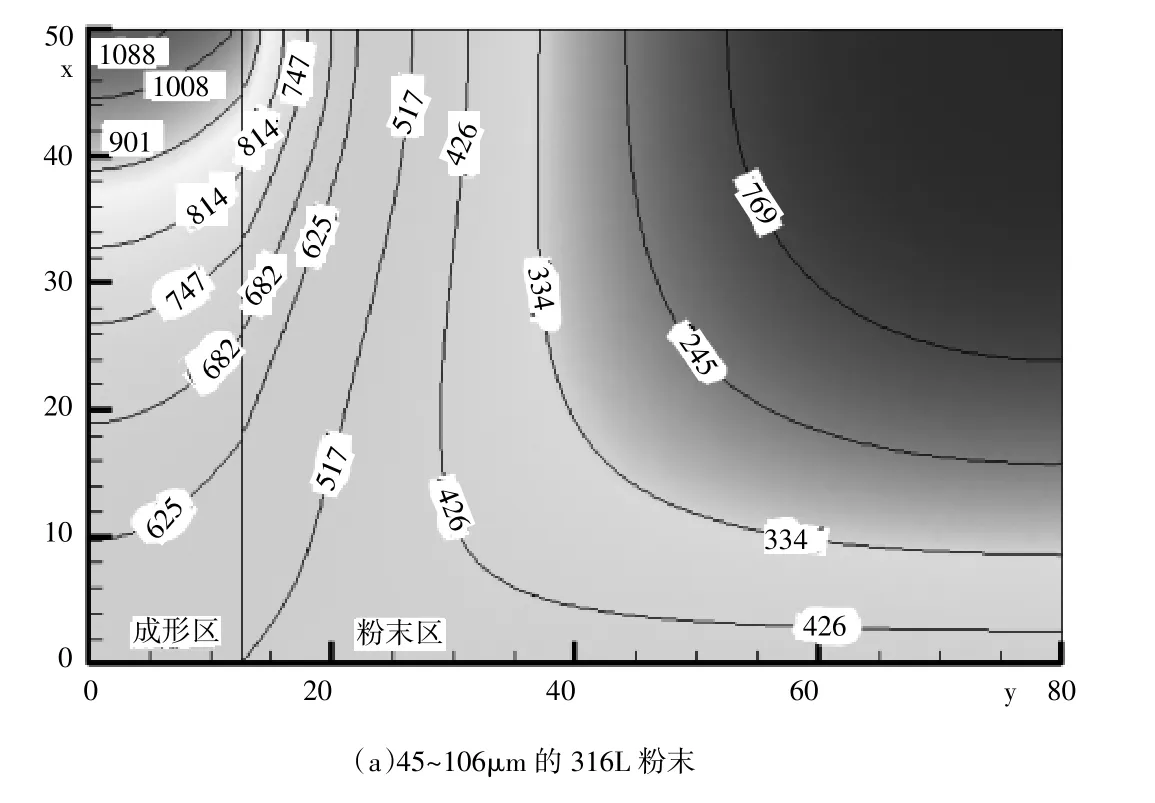

圖4 不同粉末成形熱平衡時(shí)的溫度分布圖(x:沉積高度,y:跨度;長度單位(mm),溫度單位(℃))
從圖4看出,不同的粉末達(dá)到熱平衡溫度分布狀態(tài)是不同的。從圖中可以看出,已成形區(qū)熱傳導(dǎo)速率大于粉末區(qū)傳導(dǎo)速率,因此材料的致密度影響熱傳導(dǎo)速率。圖4a和4b是同一輸入功下打印成形的,對(duì)比圖4a和圖4b發(fā)現(xiàn),在相同材質(zhì)下顆粒小的粉末比顆粒大的粉末導(dǎo)熱率大些,整個(gè)成型腔粉末溫度高出40℃。從已成形區(qū)內(nèi)的最高溫度和最低溫度都有所差別,觀察可看出小顆粒粉末已成形區(qū)的平均溫度比大顆粒的低一些。出現(xiàn)此現(xiàn)象的原因在于,小顆粒的粉末堆積密度大于大顆粒粉末堆積密度,顆粒群接觸點(diǎn)的數(shù)量也多,因此散熱量也大。圖4c為鈦合金粉末穩(wěn)定熔粉成形時(shí)的粉末床溫度分布圖。從圖可以看出,最高溫度集中在加熱載荷區(qū)域又從對(duì)比圖4a和圖4c看出,鈦合金粉加熱載荷區(qū)域的溫度遠(yuǎn)高于不銹鋼粉末的溫度。鈦合金粉末區(qū)溫度遠(yuǎn)低于不銹鋼粉末區(qū)溫度,較遠(yuǎn)處粉末區(qū)溫度幾乎沒有升溫。出現(xiàn)這種現(xiàn)象原因在于,鈦合金材質(zhì)的導(dǎo)熱系數(shù)小于不銹鋼材質(zhì)的,大部分熱量匯聚在一處沒有散開。因此建議同等面積打印鈦合金粉末成形時(shí)加載的熱功率要比不銹鋼增材打印的熱功率小一些才有利于成形。
2.3 熔粉成形微觀組織
為了觀察三種粉末電子束熔化成形微觀組織情況,將試驗(yàn)件垂直于沉積面剖開、研磨,并用1∶3的亞硝酸和鹽酸混合溶液進(jìn)行了腐蝕處理結(jié)果如圖5所示。
從圖5可以看出,同一材料不同粉末直徑的微觀組織不同,同一直徑不同材料的微觀組織也不同。從圖5a可以看出,微觀組織內(nèi)有殘留的微孔,并電子束接觸熔化位置出現(xiàn)了條紋狀的紋路,層與層之間的結(jié)合處沒有明顯的分開。在電子束接觸位置出現(xiàn)的條紋是熔池內(nèi)的金屬相迅速冷卻產(chǎn)生的片狀馬氏體,而那些殘留的微孔是粉末燒結(jié)末期未能擴(kuò)散到沉積表的氣孔。從圖5b可以看出,組織內(nèi)的縮孔較少,晶粒粗大,局部有大晶粒有定向排列的情況。兩個(gè)同一種材料不同初始粒徑的粉末在電子束轟擊下的熔化情況是不同的,粉末直徑小的成形后組織中的晶粒較大,氣孔較少。原因在于,小顆粒組織的比表面大吸附能力大于大直徑粉末容易形成燒結(jié)頸。燒結(jié)頸產(chǎn)生的難易程度決定了粉末熔化的難易程度,但細(xì)顆粒的活性較大在高能電子束的轟擊下容易過度燒結(jié)或液化流淌很難控制成形物尺寸。從5a、b晶粒比較也能看出細(xì)顆粒熔粉已經(jīng)產(chǎn)生再結(jié)晶相,其力學(xué)性能也被改變,并需要熱處理才能使用,而4a的材料不需要熱處理這也是電子束熔粉成形比激光溶粉少一道工序優(yōu)點(diǎn)。從圖5c可以看出,TC21的微觀組織與不銹鋼316L的有顯著的差別。TC21鈦合金的成分為Ti-Al-Sn-Zr-Mo-Cr-Nb(-Ni-Si)系,含多種微元素的合金,一般950~960℃開始相變,初生相為球狀稱之為α相,次生相為針狀稱之為β相。從圖5c可以看出成形后的微觀組織中含有大量的α相。α相的微觀結(jié)構(gòu)主要密排六方,β相的微觀結(jié)構(gòu)主要體心立方,因此α相含量多表明了該組織結(jié)構(gòu)鈦合金呈塑性性質(zhì)。獲得較好的晶相組織要懂得控制電子束熔粉成形室內(nèi)的保溫時(shí)間。成形效果對(duì)比發(fā)現(xiàn)電子束熔粉成形方法中45~106μm粉末的成形效果和微觀組織都比15~53μm粉末的好一些。這也是國外Arcam設(shè)備電子束打印使用的粉末粒徑分布曲線期望值落在50μm的原因。
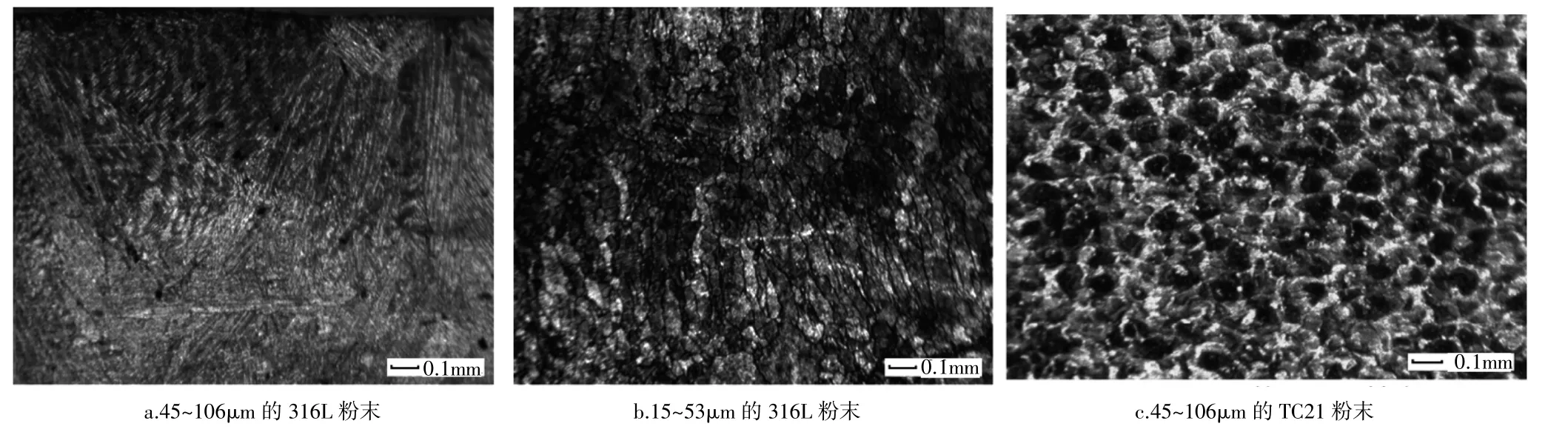
圖5 不同粉末成形微觀組織
電子束熔粉成形的工藝過程非常復(fù)雜。(1)粉末原料要求形狀近似球體,粒徑分布呈正態(tài)分布,分布曲線方差要小;(2)需要計(jì)算線能量,計(jì)算成形體積吸熱量推算出電子束點(diǎn)能量和束斑移動(dòng)速度;(3)在熔粉時(shí)多觀察,注意是否有吹粉、表面球化現(xiàn)象,若有需要適當(dāng)?shù)娜鄯酃に囌{(diào)整;除此之外,多次試驗(yàn)發(fā)現(xiàn)成形面積的寬度縮小到電子束束斑直徑3~5倍時(shí)不能按照粉末床選區(qū)面積熱平衡機(jī)理來計(jì)算電子束輸入功率或增大束流進(jìn)行打印。因?yàn)殡娮邮旧硎歉吣芰棵芏鹊陌唿c(diǎn),它所及處的粉末瞬間熔化,而熔粉成形技術(shù)只用這些高能量密度斑點(diǎn)擴(kuò)散出來的當(dāng)量熱載荷。如果選區(qū)熔粉面積寬度縮小到3~5倍束斑直徑時(shí)當(dāng)量熱載荷收到電子束本身特性的影響成為熱載荷奇點(diǎn)區(qū)。在實(shí)際研究中該區(qū)域有著特殊的打印工藝,有研究學(xué)者為此熱載荷奇點(diǎn)區(qū)工藝制作了各種蜂窩狀的3D結(jié)構(gòu)。
3 結(jié)論
(1)通過Fluent模擬平均粒徑64μm、33μm不銹鋼粉和67μm的鈦合金粉粉末床溫度得到的實(shí)測(cè)值和模擬值吻合度分別為95.4%、96%及93.3%,因此用Fluent模擬熔粉粉末床溫度可行。
(2)小顆粒粉末熔粉成形的已成形區(qū)溫度低于大顆粒粉末,而粉末區(qū)溫度高于大顆粒粉末。原因是小顆粒粉末顆粒之間的接觸點(diǎn)多,熱量比大顆粒粉末傳導(dǎo)快。
(3)熱傳導(dǎo)率小的材質(zhì)的粉末電子束熔粉成形所需功率較低。原因是熱傳導(dǎo)率小的材質(zhì)匯聚的熱量很難傳走,因此相同選區(qū)面積下打印的所需功率低些。在熱平衡狀態(tài)下,成形熔粉面積大的零件同一鋪粉周期下的所需電子束功率小于成形小面積(除了電子束熱載荷奇點(diǎn)區(qū))的零件所需電子束功率。
(4)微觀組織對(duì)比發(fā)現(xiàn)大顆粒粉末熔粉內(nèi)容易殘留微孔,電子束掃描處出現(xiàn)了片狀馬氏體,而細(xì)粉打印微觀組織中出現(xiàn)了再結(jié)晶相表明電子束打印不同于激光打印,過細(xì)的粉末打印很難控制成形形狀。
