類金剛石涂層刀具銑削Ti6Al4V性能研究
2022-06-10 11:13:40牛玉艷易湘斌唐林虎梁澤芬李寶棟
裝備制造技術(shù) 2022年1期
牛玉艷,易湘斌,唐林虎,梁澤芬,李寶棟
(蘭州工業(yè)學(xué)院 甘肅省精密加工技術(shù)及裝備工程研究中心,甘肅 蘭州 730050)
0 引言
鈦合金由于具有比強(qiáng)度高,能在高溫下穩(wěn)定工作等優(yōu)點(diǎn),在航空、海洋、生物醫(yī)學(xué)工程、機(jī)械等領(lǐng)域廣泛應(yīng)用[1-4],然而鈦合金材料較高的化學(xué)活潑性和較低的熱導(dǎo)率極大地限制了鈦合金的切削加工性[5-6],導(dǎo)致切削加工刀具出現(xiàn)顯著的粘著磨損和磨粒,磨損失效特征[7],為此,諸多國內(nèi)外學(xué)者在鈦合金銑削加工方面深入開展了相關(guān)研究。HARTUNG等[8]對鎢鈷類硬質(zhì)合金刀具切削鈦合金時刀具磨損進(jìn)行了研究,認(rèn)為鎢鈷類硬質(zhì)合金刀具在切削鈦合金時生成TiC界面層,能有效延緩刀具的磨損。山東大學(xué)王曉琴等[9]通過響應(yīng)曲面法對涂層刀具壽命—切削效率進(jìn)行了分析,結(jié)果表明,涂層硬質(zhì)合金刀具在Ti6Al4V高速干式銑削加工中,在效率不變的情況下,適當(dāng)降低切削速度,增大切削深度可以提高刀具壽命。除此以外,JAWAID A等[10]針對金剛石、CrN、TiAlN和TiN等涂層材料在難加工材料切削加工中的應(yīng)用進(jìn)行了深入研究,得出這些涂層材料能在一定程度提高刀具的使用壽命。綜上可知,雖然已有大量的文獻(xiàn)對采用硬質(zhì)合金刀具及涂層硬質(zhì)合金刀具切削加工Ti6Al4V鈦合金進(jìn)行了研究,但是對使用類金剛石(DLC)涂層刀具干式銑削Ti6Al4V鈦合金時刀具磨損國內(nèi)尚缺乏相關(guān)的研究。類金剛石涂層(DLC)作為最廣泛使用的涂層材料,具有高導(dǎo)熱性,因此類金剛石涂層(DLC)能夠有效散發(fā)接觸區(qū)產(chǎn)生的熱量,但是,當(dāng)暴露在高溫環(huán)境下時,類金剛石的化學(xué)性質(zhì)變得十分活躍,甚至?xí)霈F(xiàn)涂層分層現(xiàn)象。金剛石硬度高、耐磨性好,熱導(dǎo)率極高,將金剛石作為涂層材料制備成的類金剛石涂層(DLC)刀具常用來加工陶瓷、碳纖維材料等難加工材料,因此,采用類金剛石涂層(DLC)刀具加工Ti6Al4V對于研究鈦合金切削加工具有實(shí)際意義。
本文作者通過利用等離子增強(qiáng)磁控濺射方法在硬質(zhì)合金基體上制備類金剛石涂層(DLC),干式銑削Ti6Al4V塊材,研究類金剛石涂層(DLC)刀具的磨損失效形式,探索金剛石涂層刀具銑削鈦合金的可行性。
1 銑削試驗(yàn)
1.1 工件材料
銑削試驗(yàn)材料采用α+β兩相型航空用鈦合金Ti6AL4V(TC4)塊材,尺寸為100 mm×100 mm×80 mm,其主要化學(xué)成分和力學(xué)性能見表1、表2,TC4的彈性模量很低,約為鋼的一半,熱導(dǎo)率低,約為鋁的1/10,鋼的1/4。

表1 Ti6AL4V化學(xué)成分表

表2 Ti6AL4V的室溫力學(xué)性能
1.2 刀具材料及參數(shù)
研究認(rèn)為含有TiC和TaC成分的YT、YW類硬質(zhì)合金刀具不適用于切削鈦合金[11-12],在實(shí)際加工中通常使用YG類硬質(zhì)合金刀具來加工鈦合金,這主要是考慮刀具與工件中的Ti元素會產(chǎn)生親和作用。本實(shí)驗(yàn)銑削Ti6AL4V采用鎢鈷類硬質(zhì)合金YG6刀片為基底的類金剛石涂層(DLC)刀片,YG類具有較高的抗彎強(qiáng)度和韌性,適用于加工鈦合金和不銹鋼。刀片安裝在鑲齒面銑刀盤上,YG6刀片的幾何參數(shù)見表3,正方形刀片,前角0°,后角11°,主偏角75°,可用刃數(shù)為4,刀片幾何參數(shù)如圖1。
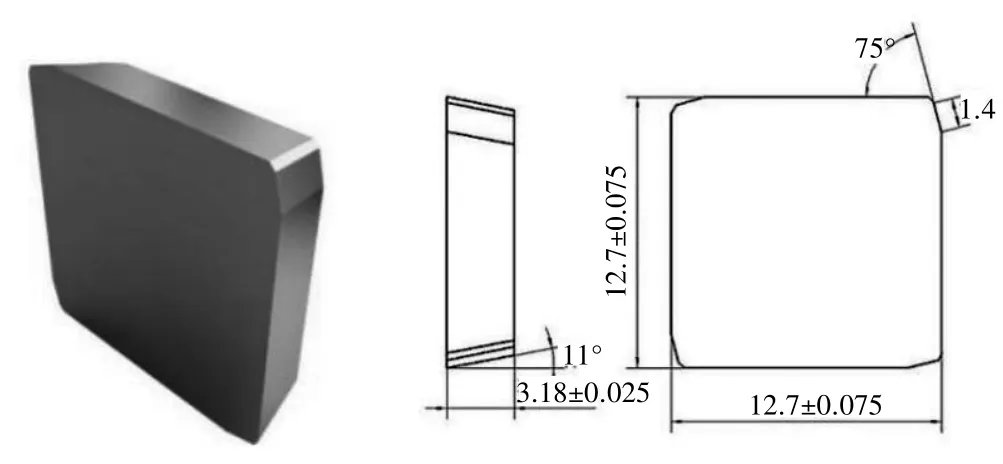
圖1 YG6刀片尺寸及幾何參數(shù)
1.3 銑削機(jī)床與測試裝置
銑削試驗(yàn)在立式升降臺銑床上進(jìn)行,機(jī)床型號為B1-400K,主軸最大轉(zhuǎn)速1 500 r/min,普通面銑刀直徑100 mm,壓塊壓緊結(jié)構(gòu),安裝5個刀片,圖2所示為試驗(yàn)用銑床,圖3所示為試驗(yàn)用銑刀及刀片。銑削試驗(yàn)結(jié)束后采用三維坐標(biāo)儀對刀具磨損形態(tài)進(jìn)行分析。

圖2 試驗(yàn)用銑床

圖3 試驗(yàn)用刀盤與刀片
1.4 試驗(yàn)方法
本銑削試驗(yàn)采用順銑、干式切削方式,試驗(yàn)參數(shù)水平見表3。

表3 類金剛石涂層(DLC)刀具銑削試驗(yàn)參數(shù)水平
1.5 銑削試驗(yàn)系統(tǒng)原理圖
銑削試驗(yàn)系統(tǒng)原理圖如圖4所示。

圖4 銑削試驗(yàn)系統(tǒng)原理圖
2 試驗(yàn)結(jié)果與分析
2.1 類金剛石涂層刀具后刀面磨損形態(tài)
類金剛石涂層(DLC)刀具在給定的銑削試驗(yàn)參數(shù)下銑削鈦合金后的后刀面及主切削刃形貌如圖5所示。

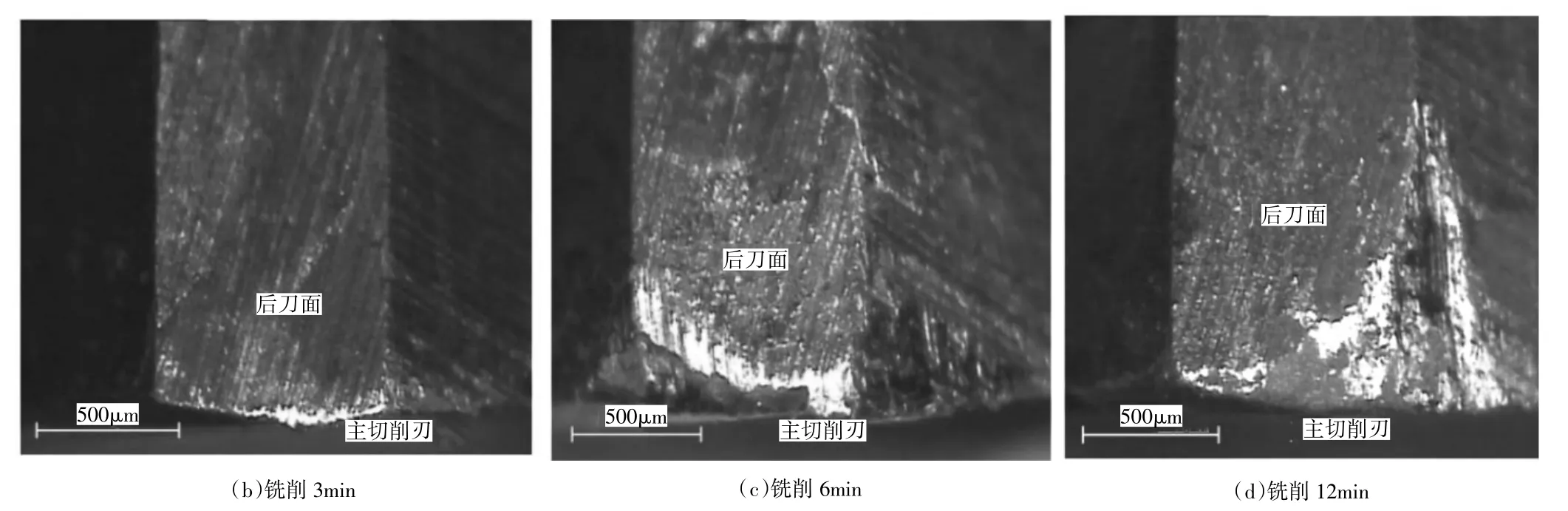
圖5 類金剛石涂層刀具后刀面磨損形貌
從圖5中可以看出,隨著切削時間的延長,在靠近刀尖部位,磨損較嚴(yán)重,這種現(xiàn)象在加工刀具中普遍存在,在切屑變形過程中,刀尖處承受較大的切削變形力,因此摩擦磨損較為嚴(yán)重。刀具隨著切削時間的增大,發(fā)生了邊界磨損,微崩刃,條紋狀磨損的過程。靠近刀具切削部分,類金剛石涂層(DLC)產(chǎn)生不同程度的脫落,而遠(yuǎn)離切削部分其與基體結(jié)合完好。
2.2 類金剛石涂層刀具前刀面磨損形態(tài)
類金剛石涂層(DLC)刀具的前刀面及刀尖部位歷經(jīng)不同銑削時間的磨損形貌如圖6所示。
從圖6可以看出,剛開始銑削時,刀尖部位磨損很小,切削刃處磨損很輕微,刀尖結(jié)構(gòu)完整,沒有發(fā)現(xiàn)類金剛石涂層(DLC)的脫落,表面劃痕是銑削時從前刀面飛濺出來的切屑導(dǎo)致。切削時間為3 min時,在高壓高溫作用下,靠近切削刃處開始出現(xiàn)磨損,類金剛石涂層(DLC)有小范圍的脫落跡象。當(dāng)切削時間增大到6 min時,類金剛石涂層(DLC)出現(xiàn)大面積脫落(圖6c),此時涂層已經(jīng)失效。當(dāng)切削時間增大到12 min時,類金剛石涂層脫落已經(jīng)擴(kuò)展至遠(yuǎn)離參與切削的位置,如圖7所示。此時刀具前刀面出現(xiàn)明顯的月牙洼磨損形態(tài),切削刃明顯變鈍(圖6d)。


圖6 類金剛石涂層刀具前刀面磨損形貌
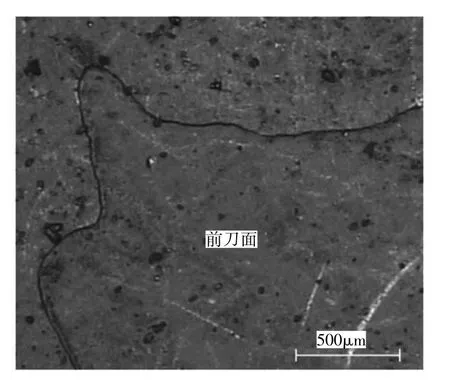
圖7 類金剛石涂層出現(xiàn)剝落失效
2.3 刀具后刀面的磨損曲線
銑削實(shí)驗(yàn)結(jié)束后,在三維坐標(biāo)儀上測得刀具過渡后面的磨損值,繪得其平均磨損值VB曲線如圖8所示。圖中a,b,c,d,e分別是試驗(yàn)用刀盤上5個刀片的代號。從曲線中可以看出,隨著切削時間的增大,刀具磨損加劇,切削12 min后,刀具的磨損值沒有達(dá)到0.3 mm。不同刀具在相同的切削參數(shù)水平下,其磨損量表現(xiàn)出差異性,這可能是由于沖擊引起的。
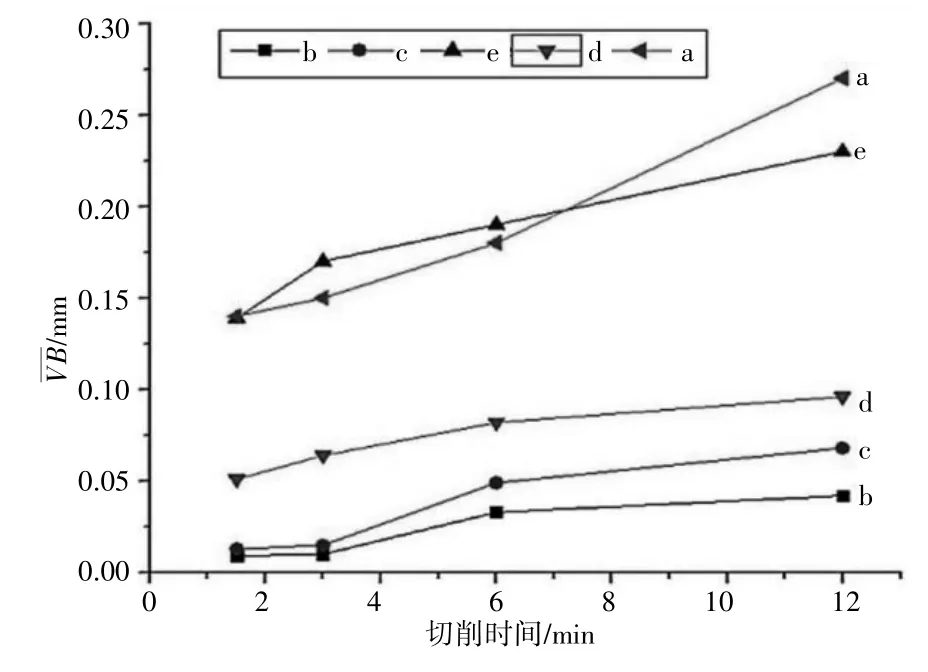
圖8 干式銑削刀具的磨損過程
3 結(jié)束語
本文利用等離子增強(qiáng)磁控濺射方法在硬質(zhì)合金刀具上制備類金剛石涂層(DLC),通過干式銑削Ti6Al4V材料,研究了類金剛石涂層(DLC)刀具銑削Ti6Al4V時前后刀面磨損形態(tài)和失效形式。隨著切削時間的增大,類金剛石涂層(DLC)刀具后刀面經(jīng)歷了邊界磨損,微崩刃,條紋狀磨損的磨損過程。前刀面主要表現(xiàn)為涂層脫落失效、月牙洼磨損,這是由于在高溫高壓作用下,類金剛石涂層(DLC)會受到石墨化和氧化的影響,從而導(dǎo)致類金剛石涂層(DLC)刀具快速失效。由試驗(yàn)可知,類金剛石涂層刀具并沒有表現(xiàn)出優(yōu)異的切削性能。
