一種高精度數控凸輪軸磨床的設計
2022-06-10 11:13:38周康康徐剛強胡火明葉李斌闞李近
裝備制造技術 2022年1期
關鍵詞:設計
周康康,曹 毅,徐剛強,胡火明,葉李斌,闞李近
(浙江博星工貿有限公司技術中心,浙江 金華 321000)
0 引言
“智能制造”對機械零件的加工水平要求越來越高[1]。用數控凸輪軸磨床對內燃機進排氣凸輪軸和油泵凸輪軸等進行表面磨削,要求具有良好的磨削性能和可靠性[2]。目前,我國的全自動數控凸輪軸磨床加工精度和加工效率與國際先進水平尚有一定的差距,主要體現在加工精度和加工效率兩方面[3,4]。作者所在單位是專業生產內燃機進排氣凸輪軸和油泵凸輪軸的高科技企業。針對當前數控凸輪軸磨床的現狀,從數控凸輪磨床機械結構和磨削軟件進行了優化設計,設計了一款高速高精度的數控凸輪軸磨床。
1 數控凸輪軸磨床設計方案
1.1 數控凸輪軸磨床的基本功能
設計的高速高精度數控凸輪軸磨床是一種精密磨削加工裝備,能夠實現異形曲面和圓柱面高速磨削,采用十字滑臺結構;DDR(力矩電機)頭架佩戴環形光柵尺形成閉環,X軸設計采用直線電機,增強響應速度和全閉環位置監控;設計獨立加工倉結構,干濕分離,采用高防護的鈑金設計;配備具有多功能的專家數據庫,實現自動檢測及修整砂輪,自動記錄分析過程參數,減少員工技能依賴。
1.2 數控凸輪軸磨床具有的運動機構
數控凸輪軸磨床有的運動機構包括砂輪和工件的旋轉、工作臺縱向移動、砂輪架前后運動、尾座頂尖套筒前進后退(伺服尾座)、砂輪修整器旋轉運動等。
1.3 數控凸輪軸磨床的主要技術指標和規格
(1)磨削砂輪線速度:不小于120 m/s;
(2)工件回轉直徑:10~300 mm;
(3)最大加工長度:700 mm;
(4)最大加工重量:20 kg;
(5)主軸最大轉速:7 000 r/min;
(6)工件轉速范圍:30~300 r/min;
(7)機床中心高:980 mm。
2 數控凸輪軸磨床設計
2.1 數控凸輪磨床總體結構
設計的數控凸輪磨床總體結構和傳統數控凸輪磨床類似,主要有底座、X軸傳動系統、Y軸傳動系統、砂輪主軸、頭架、尾座組成的工件夾持機構、床身鈑金、磨削控制系統、油路潤滑系統、冷卻液循環過濾系統等組成。其中X軸、Y軸傳動系統主要由絲桿、線軌和伺服電機組成;磨削控制系統由三菱工控系統和驅動器組成;油路潤滑系統由液壓工作站和油路組成;冷卻循環過濾系統主要由抽水泵、水箱、磁性分離器組成。我們主要在數控磨床床身結構布局進行優化設計。
2.1.1 數控凸輪軸磨床床身結構布局設計
目前國內凸輪磨床絕大多數采用T字型床身[5]。筆者所在單位是凸輪軸專業生產廠家,根據多年加工經驗,發現T型床身主要有以下幾個缺點:(1)橫向尺寸太長,擺放時車間空間利用率不高;(2)因結構限制,砂輪正對著操作人員,存在一定的安全隱患;(3)加工倉空間大,不利于油霧處理,同時維護保養難度大。
本設計磨床床身結構采用十字滑臺結構設計,如圖1所示。采用這種結構主要有以下優點:

圖1 磨床床身結構采用十字滑臺結構
(1)床身尺寸采用2000 mm×2700 mm×805 mm(高度)。這是根據已有結構尺寸和人體學(工作臺離地面距離805 mm)選定的結構尺寸。這樣的尺寸比已有的磨床空間利用率更高,操作人員長時間工作時也不會覺得累。
(2)機床床身墊腳支撐點采用三點式支撐。機床在長期使用時,即使局部地基變化,地面、墊鐵、機床支撐點三點始終保持接觸。
(3)砂輪始終停放在頭架正后方。機床運轉時,傳動部件及高速旋轉的砂輪存在一定的安全隱患。這種布置消除了磨削和砂輪損壞產生的碎片飛出造成的人身事故隱患。
(4)采用運動件與加工倉隔離設計,并大幅度壓縮加工倉空間。這種設計考慮到需要對運動部件進行有效保護,延長機床壽命。同時考慮到切削液霧化時對人體的傷害,這種設計能夠使油霧能快速被油霧分離器吸收和處理,減少了維護保養的頻次。
2.1.2 夾持機構結構設計
加工工件的夾持機構是用來裝夾加工的凸輪軸。傳統凸輪軸磨床夾持機構設計是采用頭架和尾座,頭架帶動凸輪軸旋轉,進行加工。本設計的夾持機構是在固定頭架和尾座的地方安裝一個電滑軌,由絲桿和伺服電機控制。頭架和尾座固定在電滑軌上,電滑軌固定連接在底座上。頭架上面有頭架頂尖,尾座上面有尾座頂尖。兩頂尖之間夾裝加工的凸輪軸,由于頭架和尾座間有一個電滑軌,這樣可以隨時調整磨削砂輪和工件間的軸向位置。而且,頭架和尾座間的距離可以調節。這種設計的靈活度更高,不僅方便快捷地調整凸輪軸和磨削砂輪的位置,同時產品換型時,盡管長度不一致,可以省去手動調節頭架和尾座之間距離的麻煩,大大提高了加工的效率,位置精度也更高。結構示意如圖2所示。

圖2 磨床結構示意
2.1.3 十字滑臺體結構設計
十字滑臺體上部分采用U型結構設計,這是基于X軸軸承座裝配空間、減重以及機械性能的考慮而進行的設計。下部分與砂輪箱底座類似,同樣采用“T”型結構。
2.1.4 伺服尾座設計
加工時,頭架頂尖頂住凸輪軸的一端,尾座頂尖對準凸輪軸的另一端,然后控制器控制啟動伺服電機,伺服電機旋轉,從而帶動絲桿旋轉,絲桿旋轉從而帶動連接板可以沿著絲桿直線運動,連接板向尾座套的方向運動,進而推動套筒和尾座頂尖運動,對凸輪軸夾緊。在凸輪軸磨削時,彈性件可以起到調節緩沖的作用,避免尾座頂尖與凸輪軸的剛性相抵,從而可以實現凸輪軸的柔性化加工。
凸輪軸在加工時,壓力傳感器可以隨時測量到推桿擠壓套筒的作用力,即可以間接檢測到尾座頂尖和頭架頂尖對凸輪軸的夾持力,從而檢測對凸輪軸的夾持力處于虛壓或者過壓狀態,當壓力過大或者過小時,壓力傳感器將檢測的數據傳輸給控制器,控制器可以再控制伺服電機的正轉或者反轉,帶動連接板直線運動,進而調節推桿對套筒的推力,達到調節凸輪軸的夾緊壓力,使得凸輪軸一直保持在合適的夾持力下,保證凸輪軸的加工精度。
該伺服尾座設計能判定裝夾的工件是否準確在位,如工件不準確在位,位置傳感器會反饋給控制器信號,停止砂輪啟動磨削,這樣既保證產品每次能準確裝夾又可以有效防止砂輪撞擊工件的事故發生。如圖3所示。

圖3 伺服尾座設計結構示意
2.2 自主開發磨削軟件
采用運動仿真技術進行了凸輪軸凸輪型線參數化設計,建立了平-尖-圓三大類轉換算法的統一模型。該模型是高效磨削關鍵技術之一,并開發了凸輪升程換算數學模型及換算軟件V1.0,如圖4所示,該軟件具有數據可視化仿真功能分析,如圖5所示,能更形象直觀地反映數據的問題。從凸輪型線數據到產品加工的流程如圖6所示。

圖4 凸輪升程換算數學模型軟件

圖5 可視化仿真分析

圖6 基于凸輪升程數據轉換算法的凸輪軸高效磨削流程圖
磨削數據轉換算法軟件系統基于可視化交互界面,整合對心、偏置和凹面等多源數據,建立平-尖-圓三大類轉換算法的統一模型,通過數形結合的可視化仿真計算,便于凸輪線型數據分析、參數優化和異常診斷。
根據加工精度要求自主選定速度優化特征點,利用砂輪相對凸輪的運動軌跡曲率對凸輪加工轉角進行分段,優化加工轉角步長和轉速,改善加工效率,并避免凸輪上升段及下降段與緩沖段相接處的精度不足及砂輪架加速度過大所致的響應滯后問題。流程圖如圖7所示。
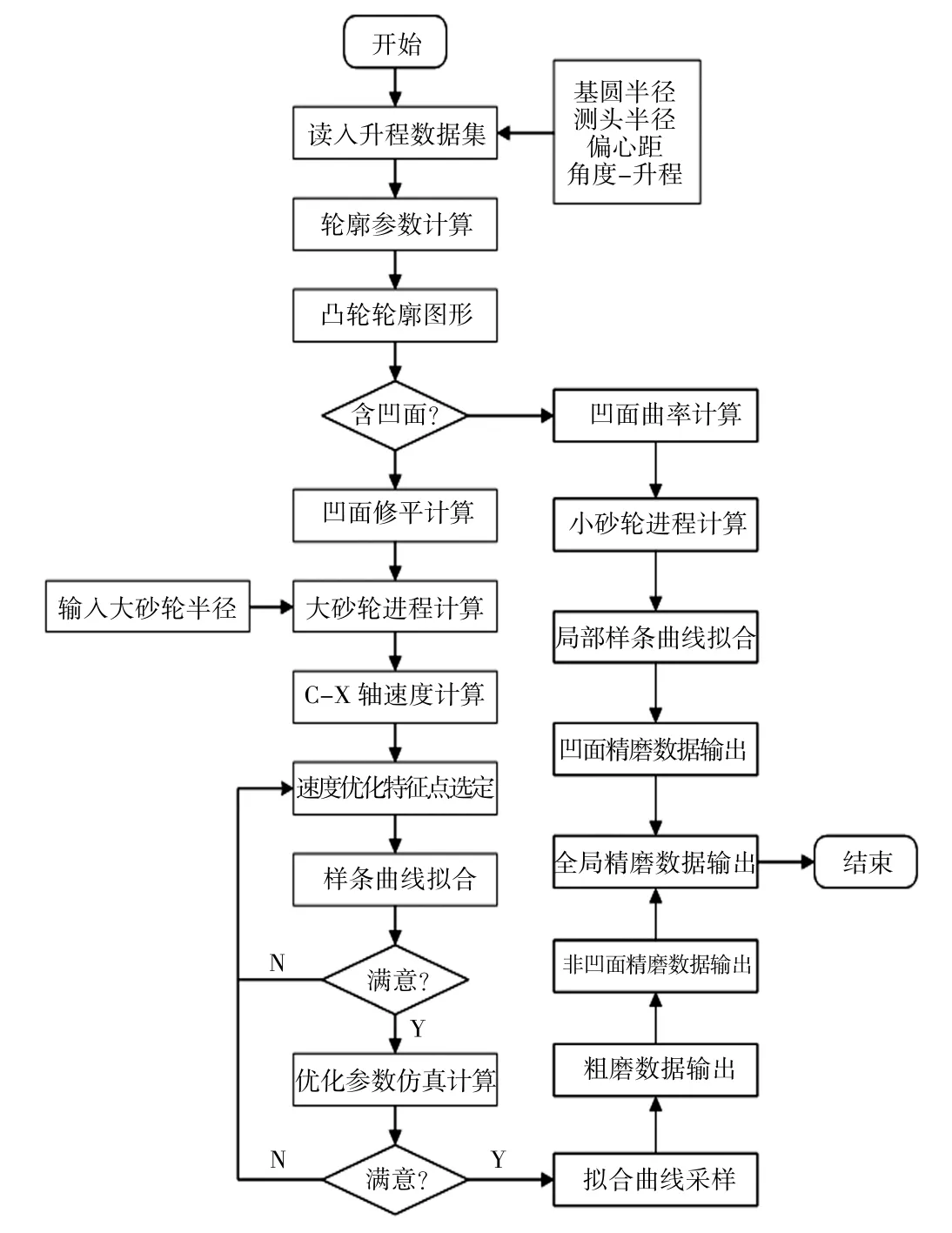
圖7 磨削數據轉換算法軟件流程
2.3 設計的數控凸輪軸磨床安全性
眾所周知,高速運作的砂輪一旦出現砂輪質量、超限、撞擊等一系列問題,所造成的后果不堪設想,設計獨立加工倉機構,采用全封閉設計,且待料期間砂輪停放在頭架后部,以便杜絕突發情況時對操作人員造成無法彌補的傷害。
傳統的凸輪軸磨床,磨床砂輪撞擊事件時有發生,特別是新員工操作不熟練,常常發生撞擊導致砂輪破裂飛濺,導致機床損壞,甚至維修后還會影響設備終身的加工精度,嚴重的還會發生人員傷亡事故。本設計通過軟硬件設計創新,開發具有運動仿真功能磨削軟件,使數據有問題時出現提示,并限制執行機床動作,實現軟保護,大大減少數據輸錯、誤輸等情況造成的撞機事件。同時,夾持機構具有判定工件是否準確裝夾的功能,實現硬保護,可大大減少工件裝夾不到位引起的安全事故。這樣無論員工技術參數如何修改,可以杜絕設備撞擊等安全事故。
2.4 設計的數控凸輪軸磨床環保性
磨床磨削會產生大量油霧[6]。針對此問題,設計了油霧分離器以及小型污水處理系統,見圖8。油霧收集處理后回到機床內部循環使用;小型污水處理系統采用自主開發的磁性分離技術,解決傳統的滾軸磁性吸附力大,金屬物質牢固地吸附在磁輥上難以被刮下,增加了刮板與筒體間的磨損,導致分離器使用壽命較短的問題。本設計解決了磨削廢水問題,實現有效的干濕分離,砂輪磨渣和鐵渣被有效從磨削液分離出來,無需更換磨削液,磨削液可以循環使用,實現人、機、環境的和諧發展。

圖8 污水處理系統
3 驗證
設計的數控凸輪軸磨床(圖9),運用到產線上進行加工驗證,驗證的產品為一個雙缸凸輪軸,改凸輪軸有4個凸輪,原先磨削4個凸輪的凸輪軸加工節拍約68 s,現在用新設計的數控凸輪磨床只需要48 s,磨削效率提升約30%。現場加工的產品抽取一件去實驗室進行檢測,產品上的4個凸輪分別標號1#、2#、3#、4#,具體測試過程見圖10,凸輪的幾個重要指標滿足技術要求,具體見檢測報告實測數據表(表1)。經國家機動車機械零部件產品質量檢驗檢測中心(浙江)檢驗,凸輪的主要技術指標如下:

表1 檢測報告實測數據表

圖9 設計的數控凸輪磨床在加工現場實物圖

圖10 加工的產品在凸輪檢測儀上進行檢測
(1)凸輪全升程誤差≤0.025 mm;
(2)凸輪相鄰升程誤差≤0.004 mm/°;
(3)凸輪相位角誤差±0.25°;
(4)凸輪平行度≤0.005 mm;
(5)凸輪表面粗糙度≤Ra0.4;
(6)凸輪基圓跳動誤差≤0.01 mm;
表明所設計的數控凸輪軸磨床加工質量達到了國內領先水平。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
