核電異種金屬焊接材料及方法研究現(xiàn)狀
2022-06-07 07:22:48馮杰才劉樹磊駱傳萬魏連峰姜夢田應(yīng)仲
焊接 2022年3期
馮杰才,劉樹磊,駱傳萬,魏連峰,姜夢,田應(yīng)仲
(1.上海大學(xué),上海 200444;2.中國核動力研究設(shè)計院,反應(yīng)堆燃料與材料重點實驗室,成都 610041;3.哈爾濱工業(yè)大學(xué),先進焊接與連接國家重點實驗室,哈爾濱 150001)
0 前言
隨著全球氣候變暖,優(yōu)化能源消費結(jié)構(gòu),發(fā)展?jié)崈裟茉闯蔀槿蜈厔荨:穗娛乔鍧崱⒌吞肌⒔?jīng)濟能源,受到世界各國的重視和青睞。近年來,中國也大力發(fā)展核電,是目前在建核電站最多的國家。因此,核電站的“心臟”——核反應(yīng)堆的制造技術(shù)的重要性日益突出。
核反應(yīng)堆的主要結(jié)構(gòu)件為核反應(yīng)堆壓力容器、蒸汽發(fā)生器和穩(wěn)壓器等壓力容器,以及與之相連接的各種管道,其中低合金鐵素體鋼壓力容器與奧氏體不銹鋼管道異種金屬焊接是其制造難點和關(guān)鍵技術(shù)[1]。由于異種金屬的成分、熔點、熱膨脹系數(shù)、強塑性等物理化學(xué)性質(zhì)差異較大,焊縫容易出現(xiàn)C元素遷移、未熔合和液化裂紋等問題,是核反應(yīng)堆最薄弱的部位。而且,焊接接頭長期服役在高溫高壓與腐蝕環(huán)境中,極易發(fā)生應(yīng)力腐蝕開裂,導(dǎo)致核電泄露事故。因此,急需開發(fā)新材料新工藝新技術(shù),提高核電異種金屬焊接接頭質(zhì)量。
目前,電弧焊是核電異種金屬連接的主要方法,奧氏體不銹鋼和鎳基合金焊絲是主要焊材[2]。與傳統(tǒng)電弧焊相比,激光焊具有速度快、熱輸入低、變形小等優(yōu)點。相關(guān)研究表明,窄間隙激光填絲焊可獲得滿足核電壓力容器制造要求的焊縫,有望成為核電異種金屬連接的新方法。然而,現(xiàn)有窄間隙激光填絲焊采用常規(guī)激光及單焊絲填充,仍存在以下三個主要問題:①界面容易產(chǎn)生未熔合問題;②熔融金屬粘度大,熔池流動性差,合金元素分布不均勻;③低熔點共晶相沿晶界析出過多,無法兼顧焊縫抗液化裂紋、應(yīng)力腐蝕裂紋(SCC)和高溫失塑裂紋(DDC)能力[3-5]。
1 核電異種金屬焊接材料
奧氏體不銹鋼和鎳基合金是核電異種金屬焊接的主要焊材,兩者各有千秋。
中科院沈陽金屬研究所[6]采用309L和308L奧氏體不銹鋼焊絲作為焊材,電弧焊焊接低合金鐵素體鋼SA508與316L奧氏體不銹鋼,研究表明,焊縫裂紋敏感性較低,308L/316L界面結(jié)合良好,晶粒外延生長,原因是兩者的成分、熔點和晶體結(jié)構(gòu)等物理化學(xué)性質(zhì)十分接近。然而,對于309L/SA508、308L/SA508界面,因焊材與母材性質(zhì)差異較大,界面出現(xiàn)未熔合。此外,因濃度梯度的緣故,C元素從SA508母材向308L、309L焊縫遷移,導(dǎo)致在界面近SA508母材一側(cè)形成貧碳區(qū),也稱為軟化區(qū),而在界面近308L或309L焊縫一側(cè)形成脆硬馬氏體組織,稱為低塑性區(qū)。C元素遷移現(xiàn)象,降低了接頭的高溫持久強度和塑性。
日本的東北大學(xué)與核電安全研發(fā)中心[7]、上海大學(xué)[8]、土耳其阿塔土爾克大學(xué)[9]等研究機構(gòu)采用奧氏體不銹鋼焊絲作為焊材連接低合金鐵素體鋼和奧氏體不銹鋼時,也都發(fā)現(xiàn)界面C元素遷移現(xiàn)象。因此,印度馬尼帕爾理工學(xué)院[10]和印度國家冶金試驗室[11]對比研究了309L和鎳基合金焊絲FM82作為焊材連接SA508和304L異種金屬,研究表明,與309L焊絲相比,F(xiàn)M82焊絲能更好地抑制C元素遷移,原因是C元素在鎳基合金焊縫金屬中的溶解度和擴散系數(shù)都較低。伊朗沙希德·昌蘭大學(xué)[12]對比研究了309L和鎳基合金焊絲(ERNiCrMoCo-1, ERNiCr-3)作為焊材連接低合金鋼A387和鎳基合金617異種金屬,研究也表明鎳基合金焊絲的抗C元素遷移能力更強。
英國曼切斯特大學(xué)[13]報道FM82焊縫的晶間應(yīng)力腐蝕裂紋敏感性較高,原因是焊縫大量Cr23C6和Cr7C3等碳化物沿晶界析出而產(chǎn)生貧Cr區(qū)。在殘余應(yīng)力或熱應(yīng)力以及腐蝕溶液的作用下,晶界貧Cr區(qū)的出現(xiàn)容易引起焊縫應(yīng)力腐蝕裂紋的萌生和擴展。美國俄亥俄州立大學(xué)[14]指出FM 82焊縫的液化裂紋敏感性也較高,系Ti,Nb等合金元素的碳化物或氮化物共晶相沿晶界析出所致。因為,低熔點共晶相液態(tài)薄膜最后凝固于枝晶間隙,容易受拉而開裂,形成液化裂紋。與FM82相比,鎳基合金焊絲FM52降低了Ni,C含量,Cr含量也由15%增至30%,晶間碳化物低熔點共晶相的減少,減緩了FM52焊縫晶間應(yīng)力腐蝕裂紋和液化裂紋敏感性。然而,F(xiàn)M52焊縫容易產(chǎn)生固相裂紋——高溫失塑裂紋[15-16]。
近年來,在FM52的基礎(chǔ)上,通過添加適量Nb,Mo元素,獲得了改進型FM52M焊絲。雖然,F(xiàn)M52M并非對高溫失塑裂紋完全免疫,但是與FM 52焊縫相比,F(xiàn)M52M焊縫晶界析出較多的富Nb,Mo碳化物低熔點共晶相,提高了焊縫抗高溫失塑裂紋能力。然而,美國俄亥俄州立大學(xué)[17]、韓國東亞大學(xué)[18]、華東理工大學(xué)[19]的研究表明,Nb,Mo等元素的作用像一把雙刃劍,富Nb,Mo碳化物和Laves相(富Nb,Mo,Si 碳化物)等低熔點共晶相可釘扎晶界,防止其滑移為直線,降低焊縫高溫失塑裂紋敏感性。但是,過多的低熔點共晶相在晶界聚集,容易引起晶界液化裂紋和應(yīng)力腐蝕裂紋。因此,美國俄亥俄州立大學(xué)[17]探索了用Hf替代Nb元素的可行性,但研究結(jié)果表明,添加適量的Hf元素,焊縫高溫失塑裂紋敏感性仍較高,原因是Hf元素未能像Nb,Mo元素一樣促使低熔點共晶相生成。最近,美國電力科學(xué)研究院[20]采用2種不同成分的鎳基合金焊絲組合成“雙成分焊絲”,以及鎳基與鐵基合金組合成“異種焊絲”填充電弧焊接,以控制晶界低熔點共晶相的析出行為。此外,美國阿拉巴馬州立大學(xué)[21]的試驗和模擬研究均表明,提高焊接冷卻速率至10 ℃/s以上,可將低熔點共晶相的含量控制在較低的水平。
以上研究結(jié)果表明,奧氏體不銹鋼和鎳基合金焊絲是核電異種金屬焊接的主要焊材,兩者的優(yōu)缺點明顯。目前的研究主要從優(yōu)化焊材和控制焊接熱循環(huán)兩方面入手,調(diào)控焊縫低熔點共晶相析出行為,兼顧焊縫抗液化裂紋、應(yīng)力腐蝕裂紋和高溫失塑裂紋能力。
2 核電異種金屬焊接方法
目前,傳統(tǒng)電弧焊是核電異種金屬連接的主要方法。然而,該方法存在效率低、熱輸入大和變形嚴(yán)重等問題。近年來,窄間隙電弧焊的熱輸入、填充量、變形量等都比傳統(tǒng)電弧焊低,已在實際生產(chǎn)中得到應(yīng)用[22]。與窄間隙電弧焊相比,窄間隙激光填絲焊坡口更窄、熱輸入更低、變形更小、精度更高,也有望成為異種金屬連接的新方法,如圖1所示。
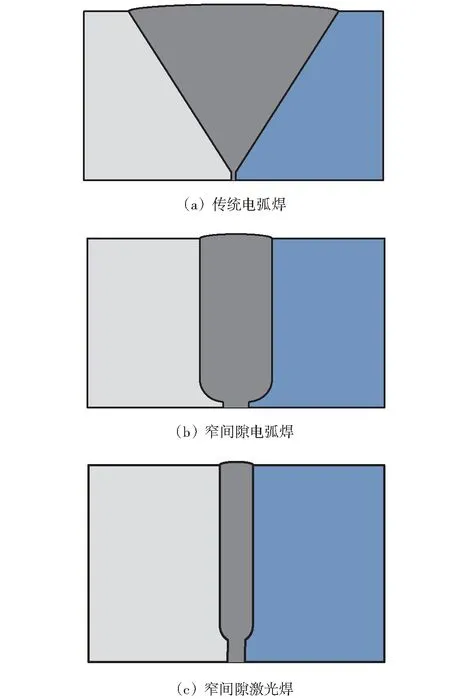
圖1 核電異種金屬不同焊接方法對比示意圖
上海交通大學(xué)和南京理工大學(xué)[23]課題組采用窄間隙激光填充FM52M焊絲的方法,成功實現(xiàn)了低合金鋼18MND5與316L異種金屬的可靠連接,該研究還表明,富Nb碳化物和Laves相等低熔點共晶相優(yōu)先沉淀于晶界,焊縫應(yīng)力腐蝕裂紋和液化裂紋敏感性較高,且該低熔點共晶相含量與焊接熱輸入成正比。同時,F(xiàn)M52M熔融金屬流動性差,容易產(chǎn)生界面未熔合問題,界面反應(yīng)化合物主要是呈絮狀和鏈狀的富Cr,Mo化合物,降低了焊接接頭拉伸性能。
大連理工大學(xué)[24]從成分角度研究了鎳基合金C-276與304奧氏體不銹鋼異種金屬激光焊焊縫裂紋敏感性問題,研究表明,當(dāng)304的稀釋率在73%~85%時,即Fe元素含量較高時,Mo元素偏析系數(shù)較低,對應(yīng)低熔點共晶相非常少,降低了晶間應(yīng)力腐蝕裂紋和液化裂紋敏感性。美國賓夕法尼亞州立大學(xué)[25]利用激光增材技術(shù)制備Ni,Cr,F(xiàn)e元素梯度過渡的異種金屬接頭,與傳統(tǒng)接頭相比,成分梯度過渡接頭抑制C元素遷移能力提高了20倍,應(yīng)力腐蝕裂紋敏感性也較低。
哈爾濱工業(yè)大學(xué)課題組[26]則從焊接熱源角度改善鎳基合金與銅基合金異種金屬焊縫合金元素分布不均與低熔點共晶相析出過多問題,研究表明,擺動激光焊接異種金屬,界面結(jié)合不良區(qū)域以及共晶相含量明顯減少,合金元素分布均勻。該課題組[27]采用擺動激光焊接304奧氏體不銹鋼時,熔池前部形成渦流和一些湍流,焊接冷卻速率增加,焊縫晶粒尺寸明顯減小,提高了接頭力學(xué)性能。
華中科技大學(xué)[28-29]課題組采用高速攝像系統(tǒng)監(jiān)控窄間隙激光焊接過程,成功實現(xiàn)了異種金屬的連接,研究表明,窄間隙條件下,焊絲熔化形成的熔融金屬未能過渡至熔池,而是過渡到側(cè)壁上,產(chǎn)生未熔合等缺陷。哈爾濱工業(yè)大學(xué)[30-32]也采用高速攝像系統(tǒng)獲取了焊絲熔滴的過渡行為及其對激光焊接過程穩(wěn)定性的影響規(guī)律,同時,亦研究了厚板激光焊接組織演變及裂紋擴展特性[33]。英國曼切斯特大學(xué)[34]則采用實驗與模擬相結(jié)合的方法研究了窄間隙激光填絲焊熔池動力學(xué)與焊縫熔合區(qū)的形成過程,獲得了焊接溫度場分布與熔池流動行為。此外,英國焊接研究所[35]、新加坡萬度力公司[36]、印度安納馬萊大學(xué)[37]等機構(gòu)亦開展了核電異種金屬窄間隙激光焊接工藝與性能方面的研究。
英國曼切斯特大學(xué)參與了英國新一代核電制造項目,開展了窄間隙激光填絲焊接SA508的可行性研究[38-40],主要獲得以下成果:①獲得了滿足關(guān)鍵核電部件制造要求的焊縫,闡明了焊縫組織演變機制與連接機理;②裂紋、未熔合和氣孔是窄間隙激光焊的主要缺陷,通過控制焊接熱輸入,可以抑制裂紋產(chǎn)生;合理匹配激光-焊絲的能量與空間關(guān)系,可以消除未熔合;優(yōu)化保護氣流量和輸送位置,可以減少焊縫氣孔;③焊縫裂紋擇優(yōu)向屈服強度低的母材擴展。
3 結(jié)束語
(1)界面容易產(chǎn)生未熔合問題。
(2)熔融金屬粘度大,熔池流動性差,合金元素分布不均勻。
(3)低熔點共晶相沿晶界析出過多,無法兼顧焊縫抗液化裂紋、應(yīng)力腐蝕裂紋和高溫失塑裂紋能力。焊接熱源和焊材是解決上述問題的兩個關(guān)鍵因素。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24