CMT焊接技術的應用、發展與展望
2022-06-01 10:41:16楊成剛
電焊機 2022年5期
關鍵詞:焊縫
趙 鍇,楊成剛,易 翔
1.江西恒大高新技術股份有限公司,江西 南昌 330096
2.南昌航空大學,江西 南昌 330063
3.珠海市福尼斯焊接技術有限公司,廣東 珠海 519015
0 CMT概述
冷金屬過渡技術(Cold Metal Transfer,CMT)是由奧地利福尼斯公司在電源的精確能量控制和“無飛濺引弧”的焊絲送抽技術基礎上開發出來的一種低熱輸入量和精準熔絲量控制的工藝方法。CMT通過協調送絲控制及實時監控,實現焊接過程中的冷熱循環交替,其熱輸入低于傳統熔化極氣體保護焊(GMAW)。自1991年采用熔化極惰性氣體保護焊(MIG)焊接鋼與鋁異種材料開始研發,直到2001年CMT焊接技術基本定型,徹底改變了傳統弧焊方法,使GMAW焊的應用領域得以大幅拓寬。2004年福尼斯公司發布了基于TPS全數字化焊接電源的CMT焊接設備,2009年推出了升級款的CMT Advanced技術,2013年隨著福尼斯TPSi智能化焊接電源的發布CMT焊機進入到智能化時代。
1 CMT的應用
1.1 表面堆焊
高質量的堆焊層應具有優異的抗腐蝕和耐磨損性能,傳統堆焊方法的稀釋率過大,僅能保證表層合金元素的含量滿足技術要求,但對于堆焊層整體抗腐蝕性能極為不利。而CMT工藝最主要的優勢就是熱輸入量低,堆焊層數更少,堆焊層更薄,不僅節省了昂貴的材料,還提高了生產效率和節省了能源消耗。CMT的低電壓特性使得熔池在立向下位置容易控制,成形和顏色都優于普通熔化極活性氣體保護電弧焊(MAG),焊縫表面平坦美觀,如圖1所示。
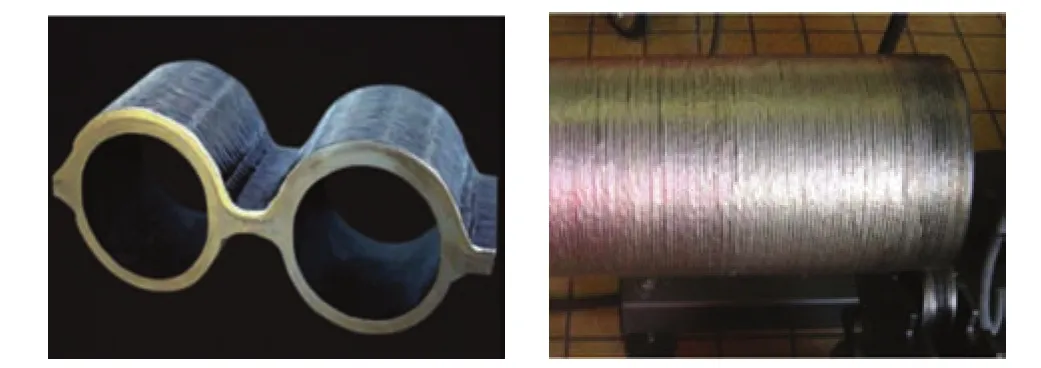
圖1 膜式水冷壁和管子外壁堆焊Inconel 625Fig.1 Overlaying Inconel 625 on membrane water wall and outer wall of pipe
N?kki[1]分別采用普通激光熔覆和CMT堆焊In‐conel 625合金,發現采用CMT可生產出無缺陷、稀釋率低的堆焊層,沉積速率為5 kg/h,熔覆效率超過0.2 m2/h,約為激光熔覆的2倍,并且CMT所需能量僅為激光熔覆的約1/6。Lorenzin等學者[2]分別使用普通脈沖電弧和CMT在碳鋼上堆焊Inconel 625合金,其中CMT堆焊層的稀釋率較低;Inconel 625焊絲中的Fe含量為1%~1.7%,而CMT堆焊層的最大Fe含量僅為2.5%,普通脈沖電弧堆焊層的Fe含量則為13%~14%。堆焊層Fe含量應不超過10%,否則會在焊縫表面形成Fe2O3、Fe3O4和FeO等,使氧化膜附著力顯著降低,破壞連續性保護氧化膜[3],抗腐蝕性能顯著下降[4-5],Adamiec等[6]認為僅當堆焊層中Fe含量低于5%時,腐蝕性能才不受影響。
1.2 超薄板焊接
目前汽車面板越來越薄,激光焊是其常用的焊接工藝,但激光焊設備昂貴且焊縫成形質量對焊接間隙的敏感性很高,要求焊前有較高的裝配精度。為此,諸多創新焊接技術應運而生,都是圍繞如何降低熱輸入量。如德國EWM公司的冷弧焊(Cold Arc)技術,日本OTC公司的controlled bridge trans‐fer(CBT)焊接控制、美國林肯公司的表面張力過渡(STT)技術以及福尼斯的CMT技術。EWM的冷弧焊技術是一種短弧焊接過程,有周期性的短路階段和燃弧階段,焊機中的數字信號處理器(DSP)根據反饋的電壓信息對電流進行快速調節,在感應到電弧重新引燃時立即快速降低電流以抑制飛濺的產生[7];交流CBT焊接控制通過調節負極占空比,改變了焊接過程中的熔深和熔敷量,并加上反抽起弧控制,有效避免了薄板焊接中的燒穿和降低熱變形問題[8]。CMT具有更快的焊接速度、更好的搭橋能力、更小的變形、更均勻一致的焊縫,并且沒有飛濺,拓展了普通MIG/MAG焊的應用范圍,適宜薄板或超薄板(0.3~3 mm)焊接,不僅不易出現塌陷和燒穿等焊接缺陷[9],且焊接速度比傳統MIG/MAG快4倍,焊接質量良好[10],可應用于超高強鋼薄板和薄Al板等的有效連接[11-13]。
1.3 大間隙焊縫焊接
金屬構件制作安裝或設備安裝施工過程中必然存在間隙;此外,在焊接過程中可能會由于工裝不利而導致零件發生變形,需要大量填充金屬[14]。熔融大量填充金屬不僅需要較高的熱輸入量,而且大間隙焊縫的母材難以傳導大量熱量,因此容易燒穿[15]。CMT二代變極性焊接技術可確保在碳鋼、不銹鋼和鋁合金上實現大間隙搭橋連接,并獲得外觀優良的焊接接頭,其宏觀形貌如圖2所示,焊縫連續且表面成形良好,無裂紋、氣孔等缺陷。
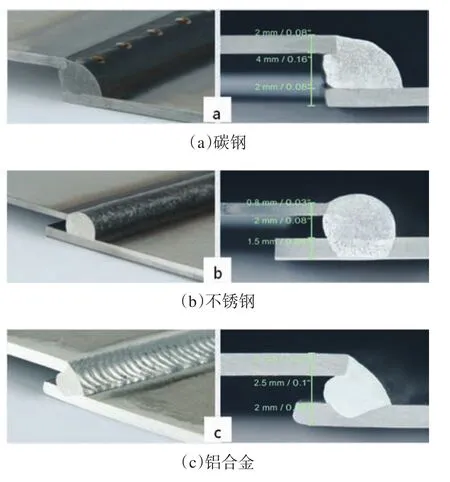
圖2 接頭宏觀形貌Fig.2 Macro morphology of joint
1.4 Al與鍍鋅鋼異種材料的焊接
Al具有高比強度和良好的耐蝕性,在汽車中的應用越來越多,而鍍鋅鋼強度高,目前依然是汽車的主體結構材料,因此必然存在Al與鍍鋅鋼異種材料的焊接。Al和鍍鋅鋼熱物理特性差異較大,焊接時存在的問題有:飛濺;形成富鋅區;熱裂紋;增加硬度;降低耐蝕性;Fe在Al中固溶度幾乎為零,容易析出脆性相,如熔合區易形成針狀相FeAl3,鋼側易形成鋸齒形Fe2Al5;焊縫卷入Zn蒸氣,形成孔隙等[16]。雖然脆性相不利于焊接接頭機械性能,但為確保Al和Fe原子之間的充分冶金結合,脆性層必須存在但厚度一般不超過10 μm,否則會變得太脆而影響接頭的機械性能[17]。CMT熔釬焊可利用兩種合金熔點相差很大的特點,焊接過程中使低熔點合金熔融,高熔點合金則保持固態,兼具釬焊和熔焊特性,從而實現異種合金的高質量連接[18],其熱輸入低,有利于延緩界面處金屬間化合物的形成和生長,大幅提高異種金屬焊接接頭的性能[19]。在焊絲中添加Si能夠在形成Fe-Al脆性相之前形成Fe-Al-Si相來控制金屬間化合物層,但Zn和Si在形成金屬間化合物層中的作用尚不明確,抑制金屬間化合物層生長的機制有待系統研究,此外,還需要對凝固過程中界面處的原子過程進行全面研究[20]。目前,Al/鍍鋅鋼的CMT熔釬焊已應用于汽車制造領域的自動化生產中,選擇適當的焊接工藝參數可獲得穩定可靠的焊接接頭,接頭強度甚至高于Al母材。
1.5 輕合金構件焊接
鎂合金因其高比強度被用于航空航天結構,焊接是其制造、維護和維修中必不可少的手段。鎂合金極易在焊縫位置形成缺陷、氧化物夾雜以及大變形等,傳統焊接工藝如TIG和GMAW等很難獲得滿意的焊縫質量。此外,傳統焊接工藝的可重復性差、焊后強度和變形難以控制,無法以最少的焊后熱處理滿足嚴格的航空航天驗收標準。采用CMT Pulse修復由ZE41A-T5 Mg合金制成的航空航天結構部件,可獲得高質量焊縫,符合AWS D17.1-2017航空航天應用場合的熔焊規范的A級焊接質量[21]。
鋁合金是航空航天主體結構材料,其薄壁零件焊接時存在易變形、焊縫成形難、焊縫及熱影響區應力集中等瓶頸問題,CMT焊接能很好地解決這些問題。例如鋁合金中Al-Li合金焊接性較差,在焊接過程中容易產生熱裂紋和氣孔,Al合金常用焊接方法有激光焊、攪拌摩擦焊(FSW)等,激光焊接時存在Al-Li合金反射率高、合金元素沸點低易導致汽化、激光束范圍變寬等問題[22-23];FSW只能應用于相對簡單、長而直的焊縫,且焊縫末端存在匙孔缺陷[24]。降低熱輸入量和去除氧化膜是減少Al-Li合金焊縫金屬中形成氣孔和裂紋的有效方法[25-26]。正極性脈沖(EP-CMT-phase)和負極性脈沖(ENCMT-phase)可以破壞氧化膜,且CMT焊的“冷熱交替”大大降低熱輸入,加之脈沖電流的攪拌作用,焊縫氣孔數量和尺寸均有一定程度的減小,細化了焊縫晶粒組織,進一步改善了焊接接頭性能[27-28]。
2 CMT技術進展與展望
2.1 CMT電弧增材制造
CMT電弧增材制造(WAAM)技術是采用電弧為熱源熔融絲材,逐層熔覆,根據三維數字模型由線—面—體逐漸成形出金屬零件的先進數字化制造技術[29]。與傳統的鑄造、鍛造工藝相比,CMT WAAM技術無需模具,整體制造周期短,柔性化程度高,能夠實現數字化、智能化和并行化制造,對設計的響應快,特別適合于小批量、多品種產品的制造。此外,與鍛造產品相比,CMT WAAM顯微組織及力學性能更好,更節約材料,尤其是貴重金屬材料[30]。與以激光和電子束為熱源的增材制造技術相比,CMT WAAM技術具有沉積速率高、絲材利用率高、制造成本低等優勢[31];制造零件尺寸不受設備成型缸和真空室尺寸限制;對金屬材質不敏感,可以成形對激光反射率高的材質如Al合金、Cu合金等,此外,還具有原位復合制造以及大尺寸零件的成形能力[32-33]。
CMT現已開始在金屬平面打印和電弧增材制造技術應用上顯現出一定優勢(見圖3、圖4)。隨著CMT WAAM技術的不斷優化改進,將零件的尺寸精度逐步提高,其應用范圍將進一步拓展。

圖3 CMT金屬平面打印Fig.3 CMT metal plane printing

圖4 CMT增材制造成形件[33]Fig.4 CMT additive manufacturing formed parts[33]
2.2 CMT銷釘
隨著TPSi智能化CMT焊機和應用軟件的發展,CMT技術不僅可用于異種金屬材料的連接,甚至可用于金屬與非金屬如橡膠、塑料或者木頭的連接。CMT銷釘是利用CMT精確的熔絲能力將焊絲“種”在母材上,可以起到毛化材料表面的作用。通過控制銷釘的幾何形狀,可獲得更高的結合強度,使異種材料復合達到更好的性能[35-36]。CMT銷釘的加工分為三步:首先是預熱階段,將焊絲焊接到母材上;其次是冷卻階段,其中線材和基材的溫度降低;最后是成形階段,額外電流結合線材的回抽運動可以形成不同形狀的銷釘。基材和線材可以是Al、青銅或不銹鋼,線徑為0.8~1.2 mm不等,銷釘形狀如圖5所示,不同形狀的銷釘決定了金屬薄板與非金屬材料之間的結合強度。
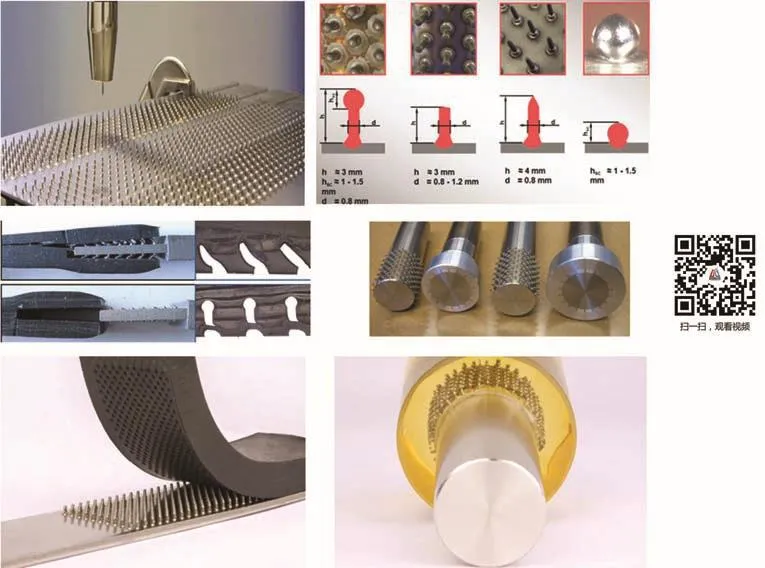
圖5 金屬與非金屬連接的CMT銷釘技術[34]Fig.5 Pin to nonmetal CMT connection technology[34]
2.3 激光-CMT復合焊
激光-CMT復合焊接是一種新型的復合焊接方法,具有很強的適應性和工業應用前景,可在一定程度上解決成本高、效率低、成形差以及強度低等諸多問題。激光-CMT復合焊接利用激光能量和CMT電弧能量在局部空間的耦合作用(CMT主要影響熔池上部,激光作用于整個熔池),在同樣的激光功率下可獲得比單一熱源相對更大的焊縫熔深,并且改善傳統氣體保護焊中存在的缺陷,如飛濺大、氣孔多、熔深不足、效率不高等,同時對工件裝配間隙、錯邊等誤差的適應性有所提高,從而實現高質量的焊接。Chen等[37]通過改變送絲速度、激光偏移和焊接速度,研究其對鋁鋼異種接頭焊縫形狀、界面組織和接頭抗拉強度的影響,發現CMT的加入消除了焊縫咬邊缺陷,改善了接頭成形,促進了脆性相的均勻分布,極大提高了接頭性能。Zhu等[38]研究了鈦與鋼異種材料激光-CMT復合焊接頭組織和性能,發現激光-CMT復合焊可在降低焊接熱輸入的同時提高焊接速度,進而改善接頭軟化傾向,減少焊接接頭氣孔等缺陷,提高焊接接頭性能。與其他激光-電弧復合焊接相比,激光-CMT復合焊接過程更加穩定,無飛濺,但在抑制氣孔缺陷上相較于其他激光-電弧復合焊接沒有體現出明顯優勢。
3 結論與展望
CMT焊接時無飛濺、焊接變形小、焊縫成形美觀,適宜薄板、大間隙焊縫的焊接,易于實現多種異種金屬間的連接;CMT表面堆焊時堆焊層稀釋率低、抗腐蝕性能高,堆焊表面質量高,可廣泛用于航空航天結構部件如Mg合金、Al合金等的制造、維護和維修等。智能化TPSi-CMT的焊絲回抽頻率提高到120 Hz,送絲加速度達到667 m/s2,使得焊絲作為接觸傳感探頭成為可能。這使得機器人智能化焊接多了一個感知功能,可以用伸出的焊絲來檢測工件邊緣(焊縫位置)或拼縫間隙以及進行焊縫跟蹤等。另外,CMT技術的發展使其應用領域甚至擴展到了焊接之外,成為替代傳統制造工藝的新手段。
現在已經開始在金屬平面打印和3D打印應用上顯現出一定優勢,隨著其對電弧能量和焊絲熔化的精確控制能力的不斷提升,必然成為越來越多應用領域實現智能制造的一種重要手段。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
