GH536合金激光焊與鎢極氬弧焊接頭組織性能對比研究
2022-06-01 10:41:24潘士建李琳琳武鵬博黃瑞生
電焊機 2022年5期
關鍵詞:焊縫
滕 彬,潘士建,蔣 寶,李琳琳,武鵬博,黃瑞生
1.哈爾濱焊接研究院有限公司,黑龍江 哈爾濱 150028
2.中國航發沈陽黎明航空發動機有限責任公司,遼寧 沈陽 110043
3.中國兵器工業集團航空彈藥研究院有限公司,黑龍江 哈爾濱 150000
0 前言
GH536是一種主要以鉻和鉬元素固溶強化的鎳基變形高溫合金,國外相近牌號為HastelloyX(美國)、Nimonlc PE13(英國)。該合金具有良好的抗氧化和耐腐蝕性,在900℃以下有中等的持久和蠕變強度,熱加工成型性和焊接性能良好,已廣泛應用于航空發動機的燃燒室等高溫部件的生產制造[1-2]。航空發動機零件具有結構復雜、種類多,批量小的特點,焊接生產主要采用鎢極氬弧焊,鎢極氬弧焊能減小焊接熱影響區和焊件變形,但對焊工的技能水平要求高,焊接質量不穩定[3-4]。機器人激光焊接技術是近年發展起來的一種先進高能束焊接技術,具有焊接質量穩定、焊接姿態多變可控、低人力等特點,長焦距的激光頭可以實現遠離工件焊接,避免了激光頭與工件干涉。若采用機器人激光焊接方式代替鎢極氬弧焊,可以有效地提高焊接效率,改善焊縫質量,降低焊接質量對焊工技能水平的依賴,進一步擴展激光焊接的應用范圍[5]。
趙樹生[6]研究了GH536合金TIG焊接頭組織及力學性能,結果表明接頭的伸長率和斷面收縮率比母材略低且具有良好的彎曲性能,高溫拉伸性能與母材相當,但熱影響區存在晶粒長大嚴重的問題。魏振偉[7]等開展了GH536合金TIG焊接頭組織演變規律的相關研究,焊縫叢邊緣到中心凝固的過程中,碳化物在晶界和枝晶間析出,在凝固的初始階段,組織為非外延式生長的胞狀晶,生長方向垂直于熔合線;在凝固的中間階段,組織轉變為柱狀樹枝晶,越靠近焊縫中心,晶粒尺寸越大,焊縫中心為粗大的等軸狀樹枝晶。方連軍[8]開展了GH536合金薄壁構件電子束焊接、超聲沖擊去應力的工藝研究,結果表明該工藝方法能有效控制焊接變形量。目前,對GH536合金的研究主要集中在TIG焊和電子束焊接接頭組織性能的研究[9-10],對GH536合金的激光焊接接頭力學性能方面的研究較少。此外,目前工業上對GH536合金的焊接主要采用的還是鎢極氬弧焊,已經難以滿足現代焊接需求。
本文分別采用激光焊和鎢極氬弧焊對GH536合金進行對接焊,從焊縫成形及焊接接頭的組織性能方面進行對比分析,以研究激光焊接代替氬弧焊焊接GH536的可行性。
1 試驗材料與方法
試驗材料為固溶態GH536合金,尺寸400 mm(長)×100 mm(寬)×3 mm(厚),鎢極氬弧焊采用Φ 1.2 mm的HGH536焊絲,GH536板材及HGH536焊絲化學成分如表1所示。分別采用機器人激光焊和手工鎢極氬弧焊進行試片對接焊,激光焊設備為TRUMPF Trudisk-6002的6 kW光纖激光器,手工鎢極氬弧焊采用美國Miller Syncrowave 350LX焊機。

表1 GH536合金和HGH536焊絲主要化學成分(質量分數,%)Table 1 Main chemical compositions of GH536 alloy and HGH536 wire(wt.%)
焊前將試片待焊處端面及焊縫兩端正反面約25 mm范圍進行機械清理,打磨至光亮金屬表面,并采用丙酮擦拭待焊處。將試片裝夾在專用焊接夾具上,保證對接間隙≤0.3 mm,錯邊≤0.3 mm。采用平焊方式,分別進行鎢極氬弧雙面填絲焊接和激光單面自熔焊接,兩種焊接方法的最優參數如表2所示。

表2 焊接參數Table 2 Welding parameters
采用Olympus GX51金相顯微鏡觀察焊接接頭組織形貌。根據GB/T2651-2008《焊接接頭拉伸試驗方法》加工室溫拉伸性能試樣,根據GB/T228.2-2015《金屬材料拉伸試驗第2部分:高溫試驗方法》加工高溫拉伸試樣,根據GB/T2039-2012《金屬材料單軸拉伸蠕變試驗方法》加工持久性能試樣,采用AG-X plus拉伸試驗機對試樣焊接接頭進行室溫拉伸、高溫拉伸和高溫持久試驗,室溫拉伸速率為1 mm/min,高溫拉伸速率為0.5 mm/min。每一組試驗各拉伸3個試樣,試驗結果取3次拉伸測試的平均值;采用INSTRON液壓疲勞試驗機在室溫下進行疲勞試驗,采用應力控制,應力比為-1,試驗頻率40 Hz,試件狀態均保留焊后原始狀態,即對焊縫正反面余高未做處理,每種焊接方式各進行6次疲勞試驗,結果取6次試驗的平均值。
2 試驗結果與分析
鎢極氬弧焊和激光焊的焊縫表面狀態如圖1所示。圖1a為采用激光單面自熔焊的單面焊接雙面一次成形,圖1b為氬弧焊的雙面各一道填絲焊接成形。激光焊接速度是氬弧焊的5倍,并且熱輸入也大幅低于氬弧焊。說明在焊接熱輸入量較低時,激光焊接可以大幅提高焊接效率。
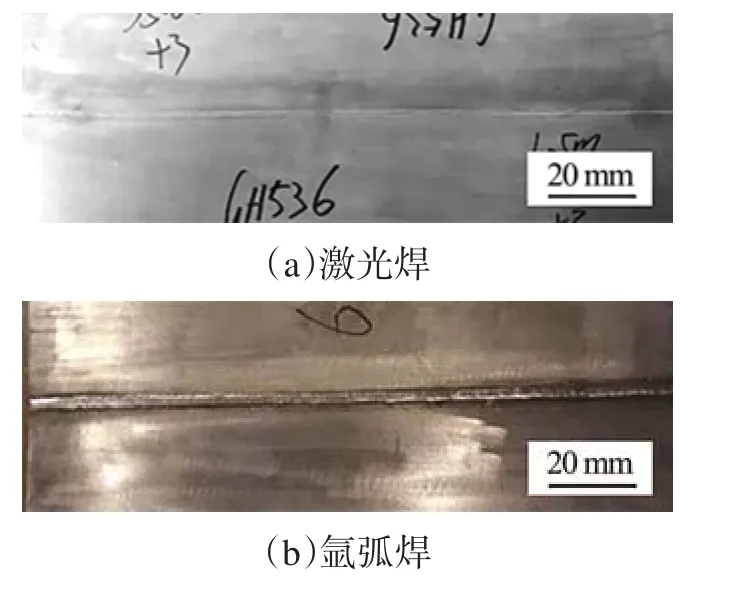
圖1 焊縫表面形貌Fig.1 Weld surface appearance
2.1 拉伸性能對比
氬弧焊和激光焊接頭試片高溫拉伸斷裂部位如圖2所示,試片均斷裂于母材部位。拉伸性能結果如表3所示,兩種焊接方法焊后接頭室溫及高溫下的抗拉強度均相近,拉伸斷裂位置均為母材,拉伸性能超出母材設計指標要求。結果表明,采用激光焊方法,其接頭拉伸強度與鎢極氬弧焊結果相當。

圖2 不同焊接方式高溫拉伸斷后試片Fig.2 Test results after high temperature tensile in different welding methods
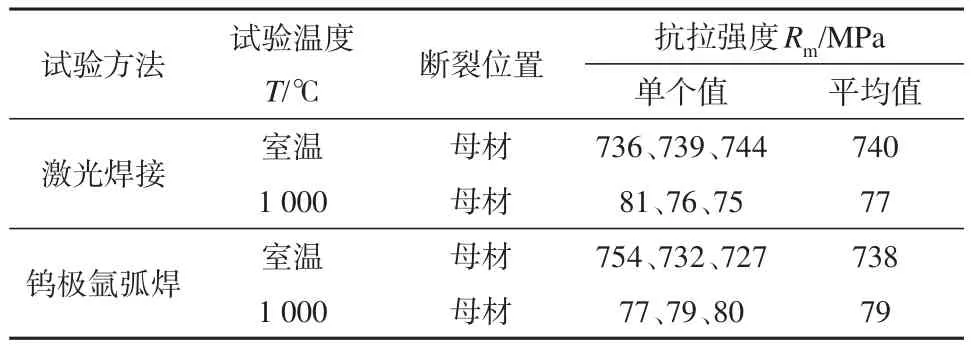
表3 焊接接頭拉伸性能對比Table 3 Tensile performance comparison of welded joints
2.2 持久性能對比分析
對于長期工作在高溫中的零件,高溫持久拉伸是檢驗零件在高溫工作中的重要指標,試驗溫度為815℃。鎢極氬弧焊和激光焊接頭的持久性能如表4所示,在相同試驗條件下,激光焊接接頭的持久性能延伸率略低于鎢極氬弧焊,但平均持久壽命略高于鎢極氬弧焊,兩種焊接接頭的高溫持久性能均高于母材性能設計指標要求。
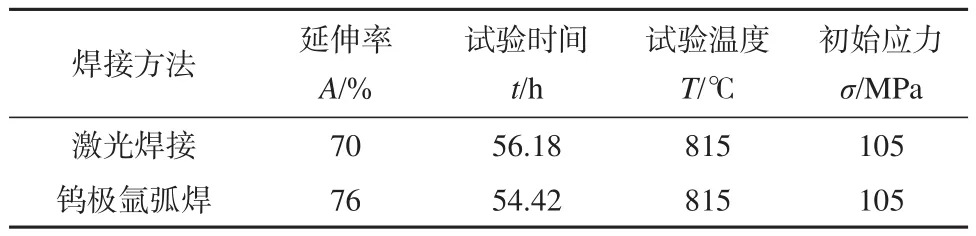
表4 焊接接頭高溫持久性能對比Table 4 Endurance performance comparison of welded joints
2.3 疲勞性能對比
鑒于兩種接頭拉伸和持久性能相近,為進一步檢測它們的性能差異,進行了進一步的疲勞性能檢驗。激光焊和鎢極氬弧焊焊接接頭的疲勞試驗結果如表5所示,激光焊接接頭疲勞測試的應力幅值略大于鎢極氬弧焊,疲勞壽命是后者的兩倍以上。結果表明激光焊接接頭的疲勞性能大幅優于鎢極氬弧焊。
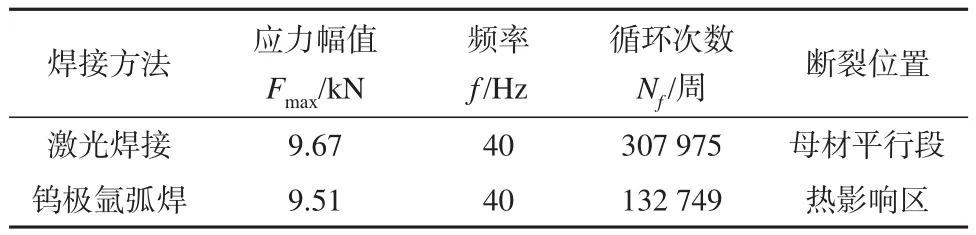
表5 焊接接頭疲勞性能對比Table5 Fatigue property comparison of welded joint
兩種焊接接頭的宏觀斷口形貌如圖3所示,激光焊接疲勞斷裂的主要位置在母材平行段,鎢極氬弧焊疲勞斷裂的主要位置在焊縫熱影響區。
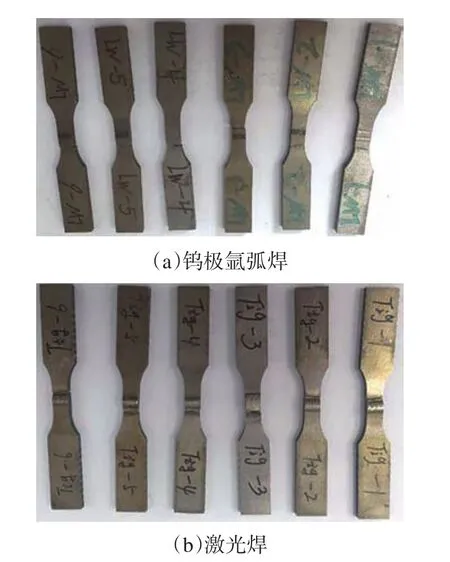
圖3 不同焊接方式疲勞試驗后斷裂位置Fig.3 Fraction location after fatigue test in different welding type
研究表明,激光焊接接頭抗拉強度及持久性能可以達到氬弧焊接頭性能,而其疲勞性能卻遠優于氬弧焊接頭,原因是鎢極氬弧焊熱輸入大,其接頭過熱嚴重,影響其疲勞性能。
2.4 金相組織對比
為了解接頭的熱輸入對其組織的影響,對接頭金相組織進行了進一步的分析。激光焊和鎢極氬弧焊接頭金相形貌和SEM形貌如圖4、圖5所示。兩種焊縫區組織均為呈柱狀晶的γ固溶體+白色富Mo的M6C,呈現灰色富Cr的M23C6;過熱區組織均為呈等軸晶的γ固溶體+白色富Mo的M6C,呈現灰色富Cr的M23C6。兩種焊接接頭的組織組成一致,但在組織分布及晶粒尺寸方面有明顯差異。首先,相對于氬弧焊接頭,激光焊接頭的焊縫區和過熱區組織均更加均勻,晶粒更加細小;其次,對比兩種焊接熱影響區寬度發現,激光焊熱影響區窄,鎢極氬弧焊由于焊接速度慢,試板采取正反兩面焊接,熱輸入大,因此熱影響區寬;再次,在焊縫形貌方面,鎢極氬弧焊由于有焊絲的填入,正反面余高較高,在焊趾位置焊接應力集中嚴重,而激光焊焊縫正反面較平整、光滑。因此,由于鎢極氬弧焊熱輸入大,熱影響區寬,晶粒粗大,焊趾位置受焊縫余高影響,應力集中大,導致其接頭疲勞性能嚴重降低。
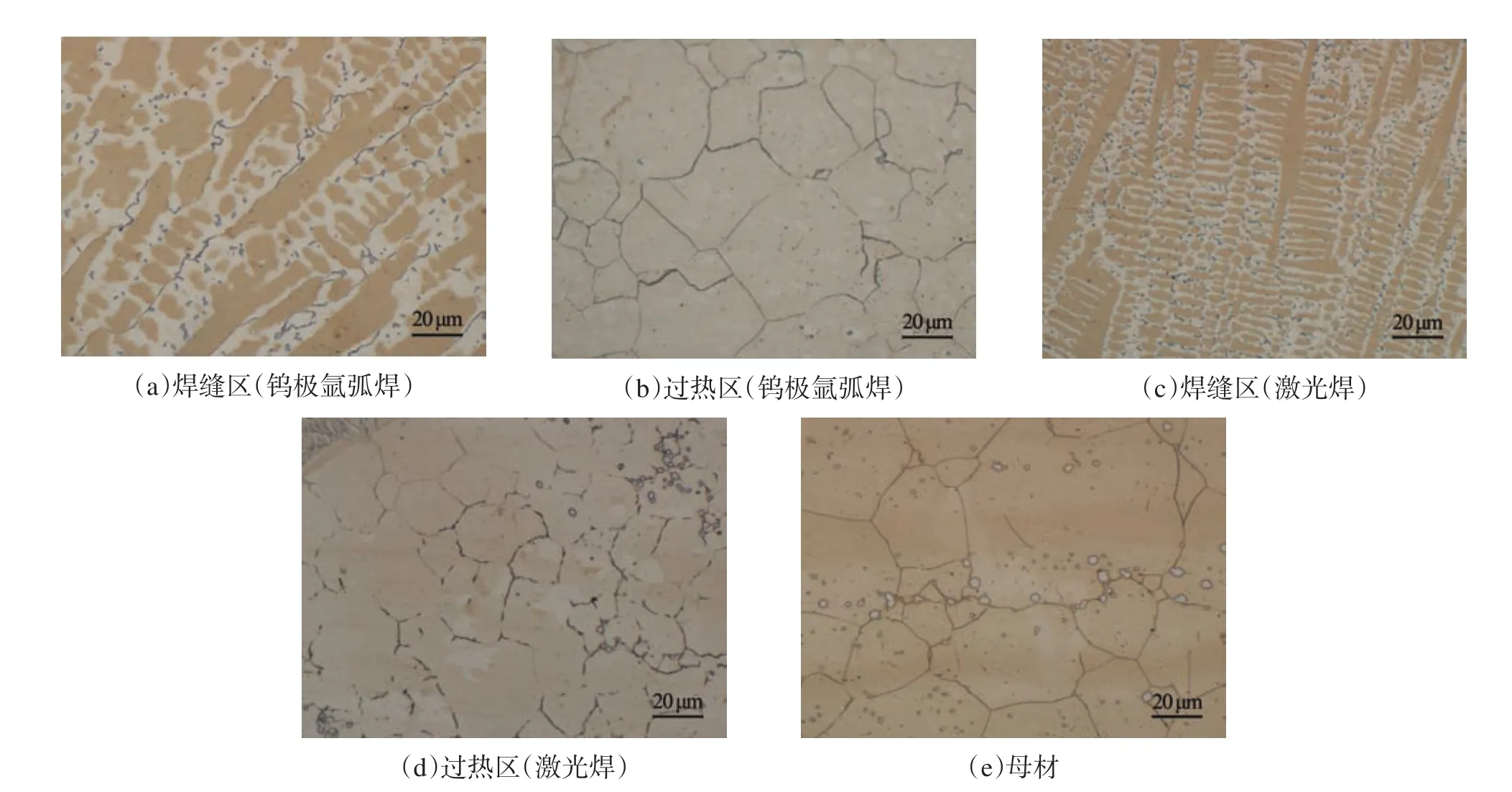
圖4 不同焊接方式獲得的接頭金相組織Fig.4 Metallographic morphology of joints with different welding methods
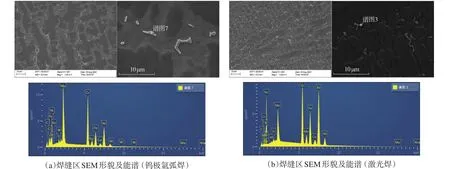
圖5 不同焊接方式接頭SEM形貌Fig.5 Scanning morphology of joints with different welding methods
3 結論
(1)對于3 mm厚GH536合金,采用氬弧焊焊接需要雙面填絲焊接成形,而采用激光自熔焊接可以實現單面焊接雙面成形;在熱輸入較低的同時,激光焊接速度可以達到氬弧焊的5倍,大幅提高焊接效率。
(2)激光焊接頭在室溫和1 000℃高溫條件下平均抗拉強度分別為740 MPa和77 MPa,接頭持久壽命可達母材的75%,均與氬弧焊接頭拉伸強度和持久性能相當。
(3)由于激光焊接熱輸入較低,其接頭組織更加均勻、晶粒更細小,焊縫形貌平整、光滑,焊趾應力集中較小,是其疲勞性能優于氬弧焊接頭的主要原因,相同條件下其疲勞循環次數達到氬弧焊接頭的兩倍以上。
(4)激光自熔焊接在不填絲情況下可以獲得與氬弧填絲焊接接頭相當甚至更好的組織性能,表明了激光焊接可以替代氬弧焊用于焊接GH536合金。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
