超聲波技術在封頭測厚及質量控制中的應用*
2022-05-20 08:07:04趙志強于鵬祖張鵬林
機械研究與應用 2022年2期
趙志強,于鵬祖,張鵬林,劉 祎
(1.甘肅建筑職業(yè)技術學院 ,甘肅 蘭州 730050;2.蘭州理工大學,甘肅 蘭州 730050;3.蘭州蘭石重型裝備股份有限公司,甘肅 蘭州 730314)
0 引 言
封頭是壓力容器的重要結構和組成部分,不同結構和型式的封頭受力特點和最小厚度各不相同,不同型式的封頭受結構和受力狀況影響,最小厚度往往是確保封頭安全可靠性和經(jīng)濟適用性的重要指標,其值受不同標準和規(guī)定的設計要求指導。封頭的成型主要有熱壓、冷壓、旋壓和爆炸等方式。熱壓是在高溫下進行,易加工,塑性好,但成型后壁厚不均勻,形狀尺寸和精度較難控制,且有嚴重的表面氧化;冷壓是在常溫下進行,有形變硬化現(xiàn)象,加工成型后封頭硬度和強度都有所提高,尺寸精度較高,但有對稱性區(qū)域性減薄,甚至鼓包和褶皺現(xiàn)象;旋壓是鋼材在模具上隨主軸高速旋轉并用旋輪等進行加壓成型,可加工較復雜的零件,可代替翻邊、拉深、縮口、脹形等工藝[1]。凸形容器封頭是壓力容器常用的封頭型式,大致可分為半球形、橢圓形、蝶形、球冠形等幾種類型。總體來講,從受力狀況和安全角度考慮,半球形最好,橢圓形次之,依次是蝶形和球冠形,而從材料加工性能方面講,順序正好相反。由于形狀和受力狀況不同,封頭在加工成型過程中都會產(chǎn)生不同程度的材料減薄[2]。
封頭最小厚度值的確定需綜合考慮結構強度設計和經(jīng)濟效益的因素,也受厚度的測量工藝制定、質量監(jiān)督區(qū)域確定、人員質量意識素質的影響。
筆者針對壓力容器封頭厚度控制的需要,重點對實際生產(chǎn)中采取蝶形、橢圓形、球冠形等三類典型凸型封頭進行合理的厚度測量和結果分析,采用超聲波測厚點分布和數(shù)據(jù)統(tǒng)計等工藝方式,得出凸型封頭在成型和檢測中的重要影響因素,確定封頭測厚重點部位和內(nèi)部質量控制的重點部位,為同類產(chǎn)品的成型、設計及檢測提供實踐性參考,進一步提高測厚檢測的有效性和封頭成型質量。
1 最小厚度的安全意義和經(jīng)濟意義
按照國內(nèi)標準設計的封頭,一般要求成形封頭實測的最小厚度不得小于封頭名義厚度減去鋼板厚度負偏差,因名義厚度包含了鋼板規(guī)格的向上圓整值,但這樣往往造成封頭的人為增厚,毛坯重量和材料成本增加[3]。一般毛坯厚度包括名義厚度加加工減薄量和圓整值,名義厚度為設計厚度加鋼板負偏差和設計圓整值,設計厚度為計算厚度加腐蝕裕量。一般單位傳統(tǒng)方式取用封頭毛坯厚度構成如圖1所示。封頭成形減薄量與材料、規(guī)格、方法等因素有關,而設計時給出的最小厚度值可作為封頭質量保證和安全控制的重要參數(shù)[4]。如果取設計給出的最小厚度作為封頭成形厚度的最小控制值,在制造過程中采用超聲波探傷儀或測厚儀做好厚度測量和監(jiān)測,就既可保證材料的合理利用,又能滿足開孔補強計算要求,同時保護制造單位的合法利益。
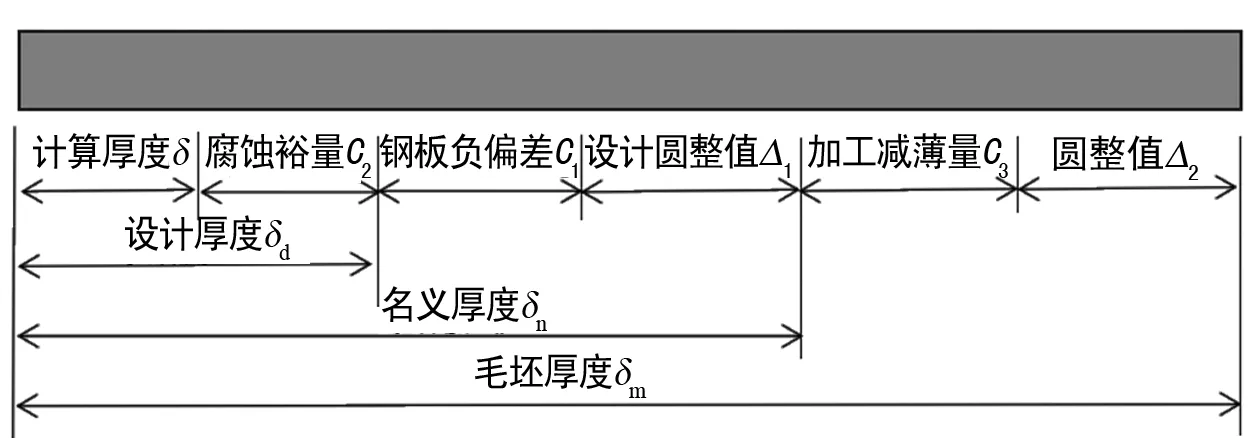
圖1 一般單位封頭材料毛坯厚度構成
2 最小厚度的計算方法及相關規(guī)定
目前,國內(nèi)應用最廣泛的壓力容器標準主要有3種,包括我國的GB150、美國的ASME Boiler and Pressure Vessel Code及歐盟標準EN13445等。ASME標準和EN13445對薄壁成型封頭采用定量計算的方法,通過導出公式來確定最小壁厚。其中,EN13445定義了蝶形封頭詳細設計參數(shù),對包括球冠部分、過渡圓角、直邊連接段等的量化規(guī)定,結果取上述三部分的最大值作為有效厚度值[5]。
近些年,許多標準只強調(diào)實際厚度不小于名義厚度減鋼板厚度負偏差,而把調(diào)節(jié)封頭減薄量的權限交給制造單位根據(jù)自己工藝條件和成型能力來控制,這樣也引起了各制造單位加工減薄后的探傷“臨界”爭議等問題[6]。因此,國家多個相關標準紛紛與國際接軌,越來越強調(diào)封頭成形中要用最小厚度來保證制造質量。其中,《壓力容器封頭》(GB/T25198-2010)中規(guī)定“根據(jù)制造工藝確定封頭的投料厚度,以確保封頭的成品最小厚度不小于設計要求的成形厚度”[7],《壓力容器》(GB150.4-2011)規(guī)定“制造單位應根據(jù)制造工藝確定加工余量,以確保設計受壓元件成形后的實際厚度不小于設計圖樣標注的最小成形厚度”。兩套新標準均使用“不小于最小成形厚度”代替“最小厚度不小于名義厚度減鋼板負偏差”的表述[8]。相關學者針對GB150的規(guī)定內(nèi)容,用公式擬合的方式提出了一種由封頭材料的許用應力與計算壓力來確定封頭有效厚度是否按內(nèi)徑0.15%取值的方法。即利用Pg=0.00301[σ]t計算出判斷壓力,當計算壓力小于判斷壓力時,封頭有效厚度按照內(nèi)徑的0.15%得出,這為更加合理地確定最小厚度提供了新方法。
3 超聲測厚在封頭質量控制中的應用
目前,容器封頭厚度測量多采用超聲測厚儀或超聲波探傷儀等設備。超聲波測厚是利用超聲波儀器進行材料厚度測量的一種方法。測量時探頭發(fā)射的超聲波信號穿過被測物體到達材料分界面或材料另一表面后被反射回探頭,設備能較精確測量波在材料中傳播的時間并換算成被測材料的厚度。凡能使超聲波以一恒定速度在其內(nèi)部傳播的材料,均可采用超聲波原理進行測量[9]。針對壓力容器制造及其質量控制工作中,經(jīng)常使用該法對各類封頭進行厚度測量和質量監(jiān)測的情況,我們將超聲波測厚技術在三類典型封頭測量工作中進行工程實踐應用,并對測量結果進行分析研究,確定不同形制封頭的重點厚度控制區(qū)和質量監(jiān)測區(qū),為封頭質量控制提供實踐經(jīng)驗。
3.1 典型封頭的超聲波測厚案例
這里選取了半球形封頭、橢圓封頭、蝶形封頭等三種類型封頭的測量結果。檢測設備采用CTS-1010超聲波探傷儀,2.5P14單晶直探頭,統(tǒng)一按照母材完好部位進行聲速調(diào)校,測量時都按照通用技術要求,各選取了17個點,其中1點為頂點,其余以頂點為中心沿4條相互垂直的母線依次測4點。測試點部位分布與封頭的超聲波探傷儀測厚如圖2、3所示。
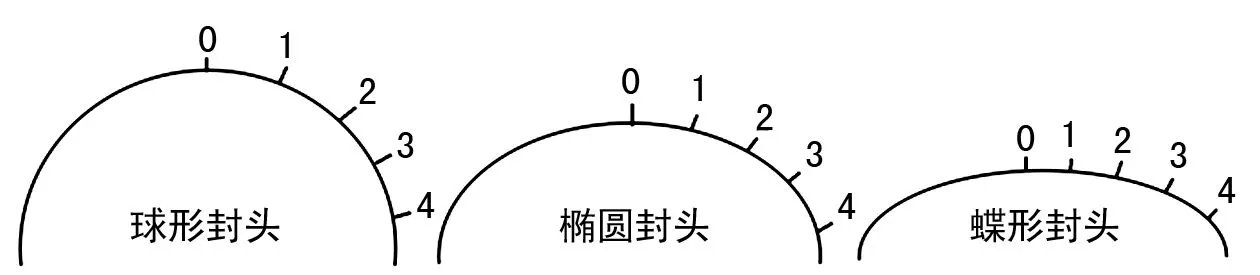
圖2 三種封頭測厚點徑向布局情況
【案例1】反應器碟形封頭:結果表明,頂部及其周邊大部分面積區(qū)域為大平面區(qū),厚度穩(wěn)定,靠近封頭外邊緣的R區(qū)(4區(qū))有明顯減薄,且厚度從中心0~4點依次緩慢過度趨薄。中心厚度為36 mm。厚度變化情況見圖4。
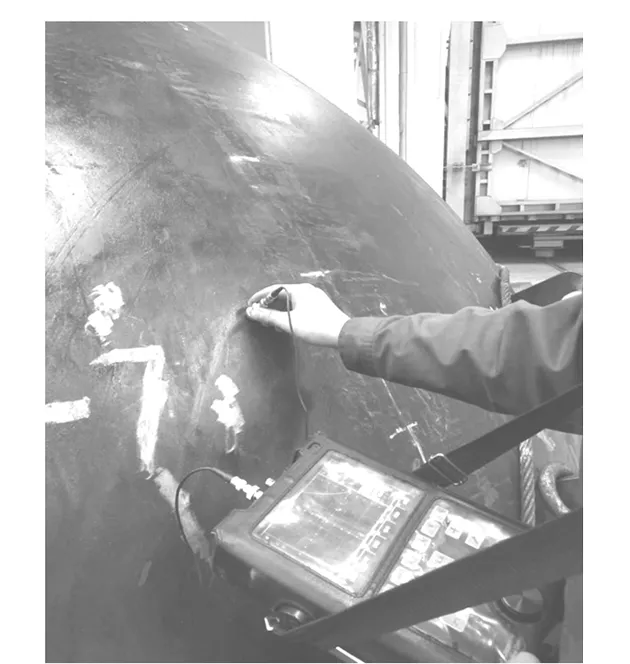
圖3 封頭的超聲波探傷儀測厚
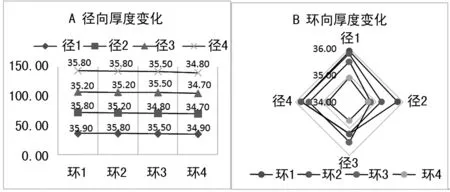
圖4 碟形封頭厚度變化趨勢
【案例2】反應器橢圓封頭:結果表明,頂部0~3區(qū)域有一定程度的減薄,R區(qū)外側直邊附近厚度有所增加,其他區(qū)域厚度沒有明顯減薄,且厚度從中心0點~4點依次緩慢過度趨厚。中心厚度為28.9 mm。厚度變化情況見圖5。
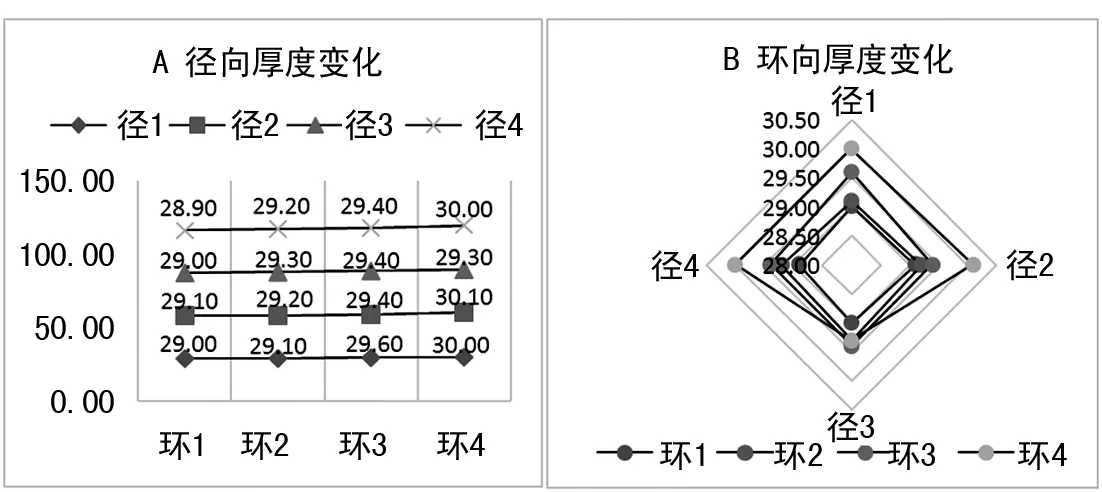
圖5 橢圓封頭厚度變化趨勢
【案例3】換熱器球形封頭:結果表明,封頭外緣至中心0點的各個區(qū)域厚度都減薄明顯,且厚度從中心0~4點依次明顯過度趨厚。中心厚度為46 mm。厚度變化情況見圖6。
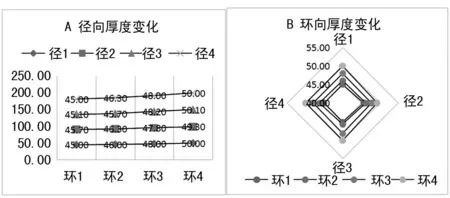
圖6 球形封頭厚度變化趨勢
3.2 測量結果分析
從以上三類典型封頭的測厚實例來看,最小厚度都滿足各自要求。究其原因,減薄情況是金屬材料力學性能、工藝性能及設備條件的綜合體現(xiàn),形變狀態(tài)整體趨勢呈現(xiàn)出顯著的規(guī)律性:①從圖4、5、6的A圖來看,球形封頭的1點區(qū)為最大變形區(qū),橢圓封頭的0點區(qū)為最大變形區(qū),蝶形封頭的4點區(qū)為最大變形區(qū)。說明在封頭成型過程中,橢圓封頭頂點部位塑性變形最大,區(qū)域金屬材料流動性最強,減薄量也大,是容易發(fā)生變形缺陷和厚度不足的重點部位;球形封頭的近中心區(qū)域的環(huán)形面區(qū)域塑性變形最大,區(qū)域金屬材料流動性最強,減薄量也大,是容易發(fā)生變形缺陷和厚度不足的重點部位;蝶形封頭近邊緣區(qū)域的環(huán)形面區(qū)域塑性變形最大,區(qū)域金屬材料流動性最強,減薄量也大,是容易發(fā)生變形缺陷和厚度不足的重點部位;②從圖4、5、6的B圖來看,若略去檢測人員測試點選定誤差,周向厚度變化情況能直接反映封頭加工過程的周向受力均勻程度。然而,由于人為因素導致測厚位置同心度誤差引起的厚度變化還是較為明顯,如果對結果認識不足或處理不當,可能會引起重點區(qū)域厚誤判。但總體而言,各自周向四點的平均厚度變化規(guī)律基本一致;③從中心0點~4點區(qū)域,橢圓封頭和球形封頭厚度依次趨厚,而蝶形封頭厚度依次趨薄,反映出在封頭成型過程中,材料受拉、受壓部位力學分布和形變規(guī)律。總之,以上區(qū)域,應作為封頭測厚、表面缺陷和內(nèi)部分層等缺陷檢測和質量控制的重點區(qū)域,需引起設計、工藝、檢測、監(jiān)督等人員的高度關注。
4 結論及建議
由以上分析測量結果,我們提出以下結論和工藝改進措施。
(1)超聲測厚法可較準確地測定三種典型封頭的厚度,特別是能有效鎖定封頭薄弱區(qū),便于在厚度測量和相關缺陷探傷時予以重點檢測。典型案例分析表明,球形封頭的1點區(qū)、橢圓封頭的0點區(qū)、蝶形封頭的4點區(qū)是該類封頭的重點檢測區(qū)和質量控制部位。
(2)環(huán)向各測量點是否在同心圓上,雖不直接影響結果的徑向變化趨勢,但其位置因素差異是影響測厚有效性重要影響因素,建議檢測人員在檢測點周向控制方面,要嚴格控制4個檢測點的共圓,使得同一受力維度封頭厚度檢測的準確性。
(3)通過大量產(chǎn)品封頭測厚數(shù)據(jù)分析,表明各點測厚和數(shù)據(jù)記錄的順序,是反映區(qū)域厚度的變化趨勢及質量信息的重要因素,特別是規(guī)律有序的徑向測厚和記錄順序,利于質量信息和加工工藝的追溯,建議制造單位和檢測部門增加關于測厚順序和數(shù)據(jù)記錄的工藝條款,并督促檢測人員嚴格按工藝進行測量和記錄。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21