Zr58Nb2.76Cu15.46Ni12.74Al10.34Y0.5非晶合金激光焊接接頭微觀結構及顯微硬度表征
2022-05-16 01:47:14叢成明馬焰議王海燕張宇鵬趙鴻金余陳徐望輝
精密成形工程 2022年5期
叢成明,馬焰議,王海燕,張宇鵬,趙鴻金,余陳,徐望輝
Zr58Nb2.76Cu15.46Ni12.74Al10.34Y0.5非晶合金激光焊接接頭微觀結構及顯微硬度表征
叢成明1,2,馬焰議1,王海燕1,張宇鵬1,趙鴻金2,余陳1,徐望輝1
(1.廣東省科學院中烏焊接研究所,廣州 510651;2.江西理工大學 材料冶金化學學部,江西 贛州 341000)
探究激光焊接參數對非晶合金焊接接頭的組織演變、焊縫成形、晶化程度等的影響規律,以及控制接頭晶化的有效途徑。采用碟片激光器對Zr58Nb2.76Cu15.46Ni12.74Al10.34Y0.5非晶合金進行激光焊接,對比分析不同激光功率下,焊接速度對接頭熔寬和晶化組織形成的影響規律,并對接頭各區域微觀組織特征及硬度分布進行測試分析。非晶合金激光焊接接頭成形良好,焊縫區組織整體為非晶,存在少量納米晶,熱影響區則發生明顯晶化現象。當功率為1 200 W時,逐漸提升焊接速度,接頭晶化率由28.9%降到13.76%,熔寬由2.04 mm收窄至1.8 mm。當功率為4 500 W時,逐漸提升焊接速度,接頭晶化率從9.99%下降為7.47%,焊縫晶化現象消失,熔寬從1.10 mm降到0.98 mm。調節關鍵焊接參數可實現焊縫區晶化現象的消失,使熱影響區晶化程度降低。大激光功率以及高焊接速度更有利于形成熔寬小、晶化程度低的焊接接頭。焊縫區硬度與母材基本保持一致,熱影響區由于發生晶化,硬度最高。
激光焊接;非晶合金;晶化;焊縫熔寬;硬度
非晶合金又稱金屬玻璃(Bulk Metallic Glass,BMG),其原子呈長程無序、短程有序排列,在微觀結構上基本不存在晶體缺陷,這一特點使非晶合金具有高強度、高硬度、耐腐蝕、抗磨損及高屈服強度等優異性能[1-3],在3C電子、電力、航空航天等領域有著可觀的應用前景[4-6]。然而由于非晶合金在制備時需要極快的冷卻速度以防止晶化,因此難以得到大尺寸或結構復雜的非晶合金構件[7]。研究者們試圖從材料設計角度進行攻關,通過調整合金成分以擴大過冷液相區和改進材料制備條件來獲得大尺寸非晶合金,但目前依然面臨著制備設備及條件限制、非晶合金中含有貴金屬而無法推廣使用等眾多挑戰[8]。焊接作為一種高效的金屬連接方法,可以有效增大非晶合金尺寸、形成具有復雜幾何形狀的大型三維非晶合金結構,成為了拓展非晶合金工程應用范圍的主要途徑之一。
目前,非晶合金的焊接仍然是一個巨大的挑戰,因為它不僅要求合金完好地連接在一起,還要避免結晶所導致的脆性和接頭整體強度的削弱[9]。在多種焊接方法中,激光焊接因具有高密度能量熱源、加熱和冷卻速度快、焊接精度高等特點,有利于控制非晶合金焊后的接頭晶化,成為非晶合金焊接的研究熱點[10-13]。影響焊接質量的因素主要有加熱速率、冷卻速率與晶化溫度滯留時間,而這些影響因素都可以通過調控激光焊接工藝參數來進行改變,從而有望獲得非晶態、性能優異的焊接接頭[14]。Wang等[15]對Zr基非晶合金進行了液冷裝置輔助Nd: YAG(釹摻雜釔鋁石榴石)激光焊接,采用液冷裝置輔助可提升冷卻速率,有效避免結晶的發生,而未使用液冷裝置的接頭在熱影響區出現Zr2Cu晶體。之后Wang等[16]又研究了初始焊接溫度和焊接參數對激光點焊Zr基非晶合金結晶行為的影響,在較低的能量輸入(1.3 kW)和較低的初始焊接溫度(0 ℃)條件下成功獲得了無結晶的熱影響區。Li等[9]利用納秒脈沖光纖激光器成功焊接了厚度為25 μm的非晶帶,且未發現結晶,在最佳的離焦長度和功率因數下焊接,接頭的強度可達到母材的70%~90%。以上研究均表明,適當調節焊接參數及焊接條件可以有效減輕甚至避免焊接接頭的晶化現象。
目前關于非晶合金激光焊接的研究主要集中在1 000~3 000 W低功率低焊速工藝的優化上[17-18]。相較于低功率激光焊接,高功率激光焊接由于提升了焊接速度,可以獲得更高的冷卻速率從而抑制接頭晶化。國內外對這種大功率高速激光焊的對比研究報道相對較少,因此文中采用不同焊接參數對非晶形成能力較好的Zr58Nb2.76Cu15.46Ni12.74Al10.34Y0.5非晶合金進行激光焊接實驗,通過研究不同激光焊接工藝尤其是大功率高速焊接對焊接接頭組織性能、晶化現象、焊縫成形等因素的影響,探索焊縫區和熱影響區的非晶合金晶化機理及控制結晶的有效途徑,為非晶合金的焊接工藝方法和理論研究奠定一定基礎。
1 實驗
實驗使用的Zr58Nb2.76Cu15.46Ni12.74Al10.34Y0.5非晶材料尺寸為70 mm×20 mm×1 mm。激光焊接系統由德國TRUMPF公司的Tru Disk10002型激光器(激光器功率最高10 kW)、可編程聚焦鏡組TRUMPF PFO 33及KUKA KR60HA六軸機械手共同組成。焊接前對材料表面進行打磨清洗,防止材料表面雜質、氧化物對焊后焊縫表面及內部組織造成影響。為加速焊接接頭冷卻,實驗采用可通水的銅質夾具對樣品進行夾持。同時,焊接過程在充滿氬氣(純度為99.99%)的保護氣罩中進行,盡量減小氧氣對實驗結果的影響,激光焊接夾具示意圖如圖1所示。具體焊接參數見表1。
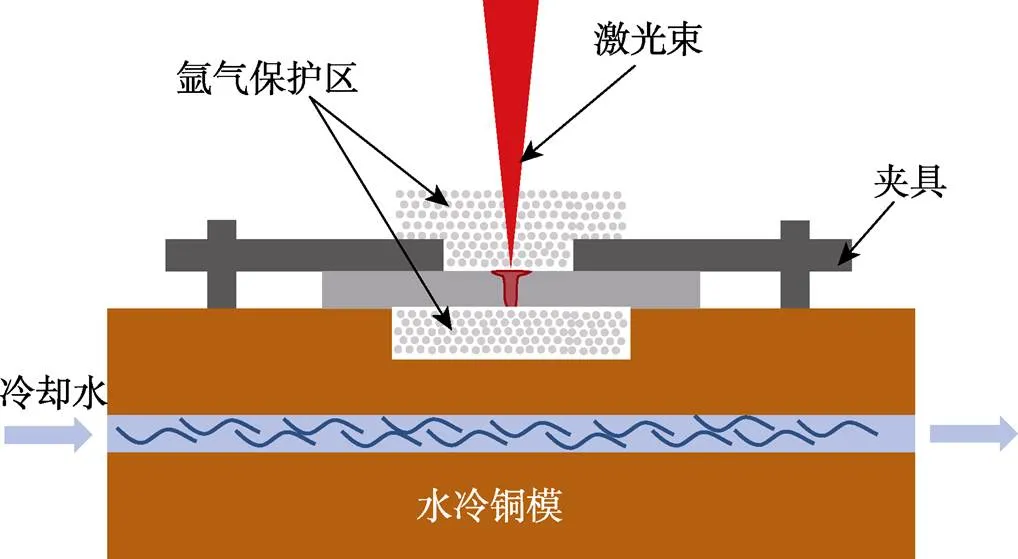
圖1 激光焊接夾具示意圖
表1 激光焊接實驗參數
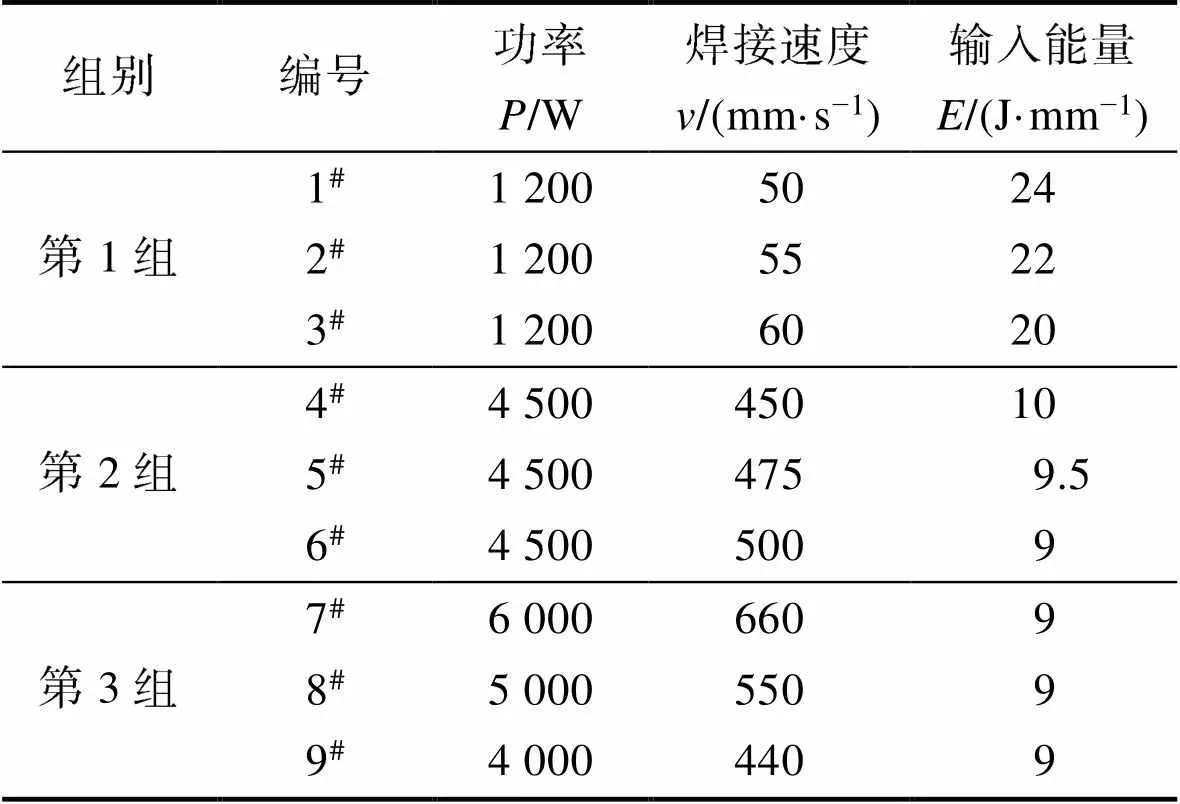
Tab.1 Experimental parameters of laser welding
焊接完成后,將試樣垂直于焊縫切開,經過鑲嵌、打磨、拋光和腐蝕制成金相試樣,腐蝕液為3 mL HF+50 mL HNO3+60 mL H2O。使用日本理學生產的Rigaku Smart Lab SE型X射線衍射儀(X-Ray Diffraction,XRD)對焊后接頭晶化相進行標定,通過德國蔡司的Ario Imager M2m型金相顯微鏡和FEI公司的Titan G2 300透射電子顯微鏡(Transmission Electron Microscopy,TEM)對樣品的熱影響區(Heat Affected Zone,HAZ)和焊縫區(Weld Zone,WZ)的晶化組織進行觀察,使用Buehler公司的VH1202型顯微維氏硬度儀對焊接接頭進行維氏硬度測試,載荷為0.2 kg,保載時間為10 s。
2 結果與討論
對第1組和第2組焊接接頭進行XRD檢測,結果如圖2所示,幾組焊接樣品在2=38.1°處均出現了明顯的強衍射峰,對比PDF卡片(41?0898),將其標定為NiZr2相,對應的晶面指數為(333)。之后選取5#樣品進行微區XRD檢測,發現晶化相出現在熱影響區內。

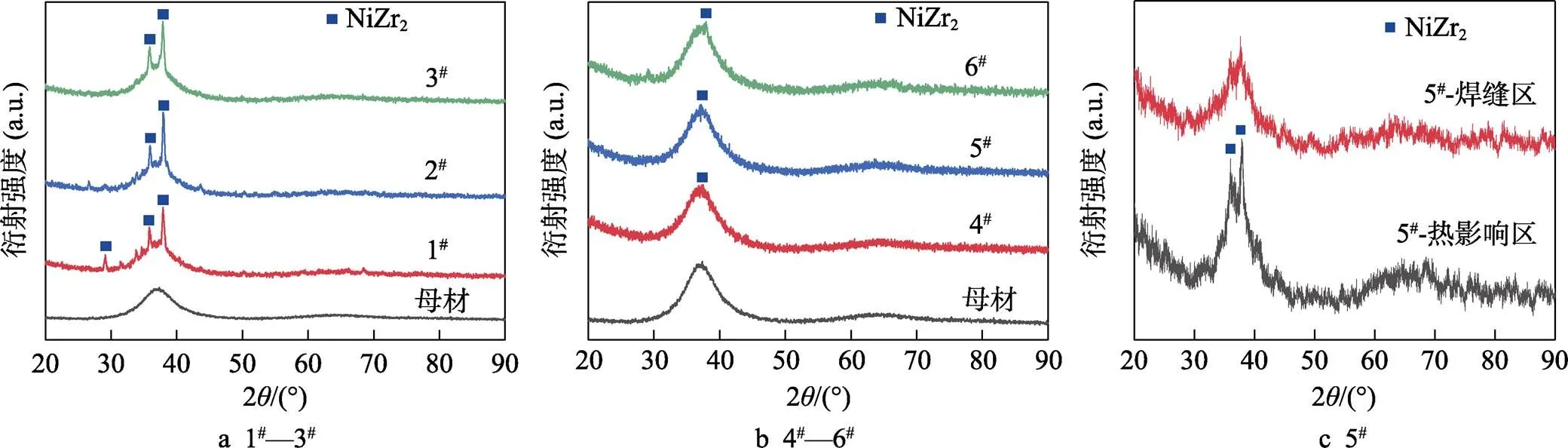
圖2 1#—6#樣品焊后接頭XRD曲線
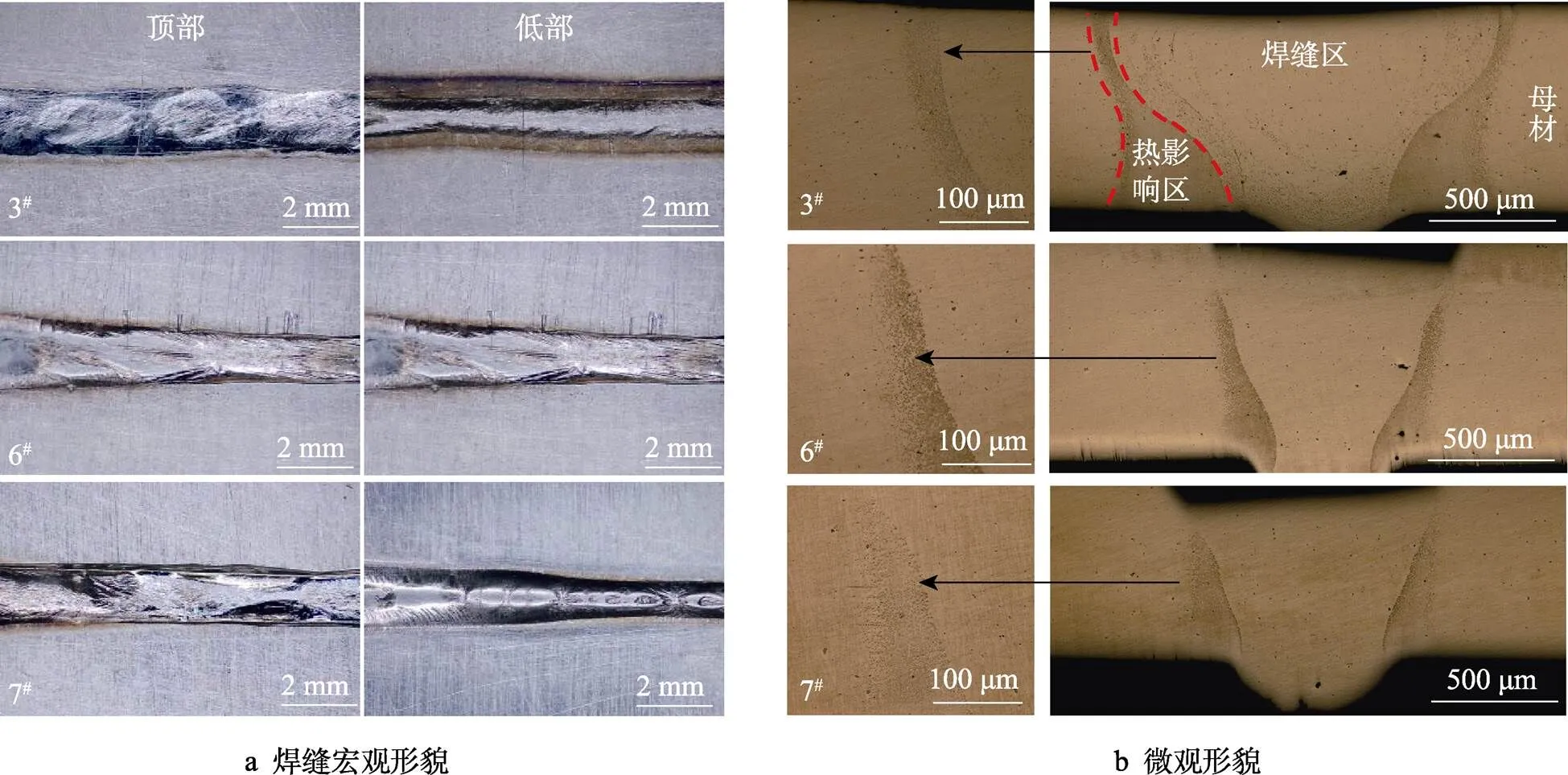
圖3 3#、6#和7#的焊接接頭

圖4 6#接頭各區域的TEM表征
通過ImagePro軟件統計陰影面積占接頭的比例,即可得到接頭晶化率,進而反映出接頭的晶化程度,統計結果如圖5所示。第1組實驗的激光功率固定為1 200 W,焊接速度依次為50、55、60 mm/s。如圖3a所示,由于焊接速度相對較慢,不僅熱影響區晶化嚴重,在熔合線附近也出現了少量晶化。由圖5可知,當焊接速度為50 mm/s時,由于能量輸入較大,導致接頭晶化嚴重,晶化率達到28.9%,焊縫熔寬為2.04 mm;將焊接速度提升到55 mm/s,接頭熱輸入減小,接頭晶化率降為18.31%,焊縫熔寬也縮小到1.85 mm;繼續將焊接速度提升為60 mm/s,接頭晶化程度進一步減小,晶化率下降到13.76%,只有遠離中心高溫區域的熱影響區發生了晶化,焊縫熔寬收窄至1.8 mm。綜上所述,激光功率相同時,提高焊接速度可減小晶化組織形成,接頭熔寬也可以得到較好的控制。但在此激光功率下繼續提高焊接速度,焊接接頭將無法焊透,因此為實現高速激光焊接,激光功率也需要隨之提高。
第2組實驗采用的激光功率固定為4 500 W,焊接速度依次為450、475、500 mm/s。從圖3b可清楚看到,大功率激光焊接形成的焊縫相對于低功率低速焊接焊縫寬度明顯收窄,接頭晶化率也明顯下降,且只有熱影響區發生晶化,熔合線附近沒有出現明顯晶化現象。通過圖5可知,大功率高速激光焊接對接頭晶化率和焊縫熔寬的影響規律與低功率激光焊接時保持一致,在高速焊接下,焊接接頭的晶化控制和成形效果得到了改善,但由于激光功率較大,隨著焊接速度的提高,焊縫熔寬和接頭晶化率的變化幅度沒有低功率低速焊接時顯著,焊縫熔寬從1.10 mm降到0.98 mm,接頭晶化率從9.99%下降為7.47%。
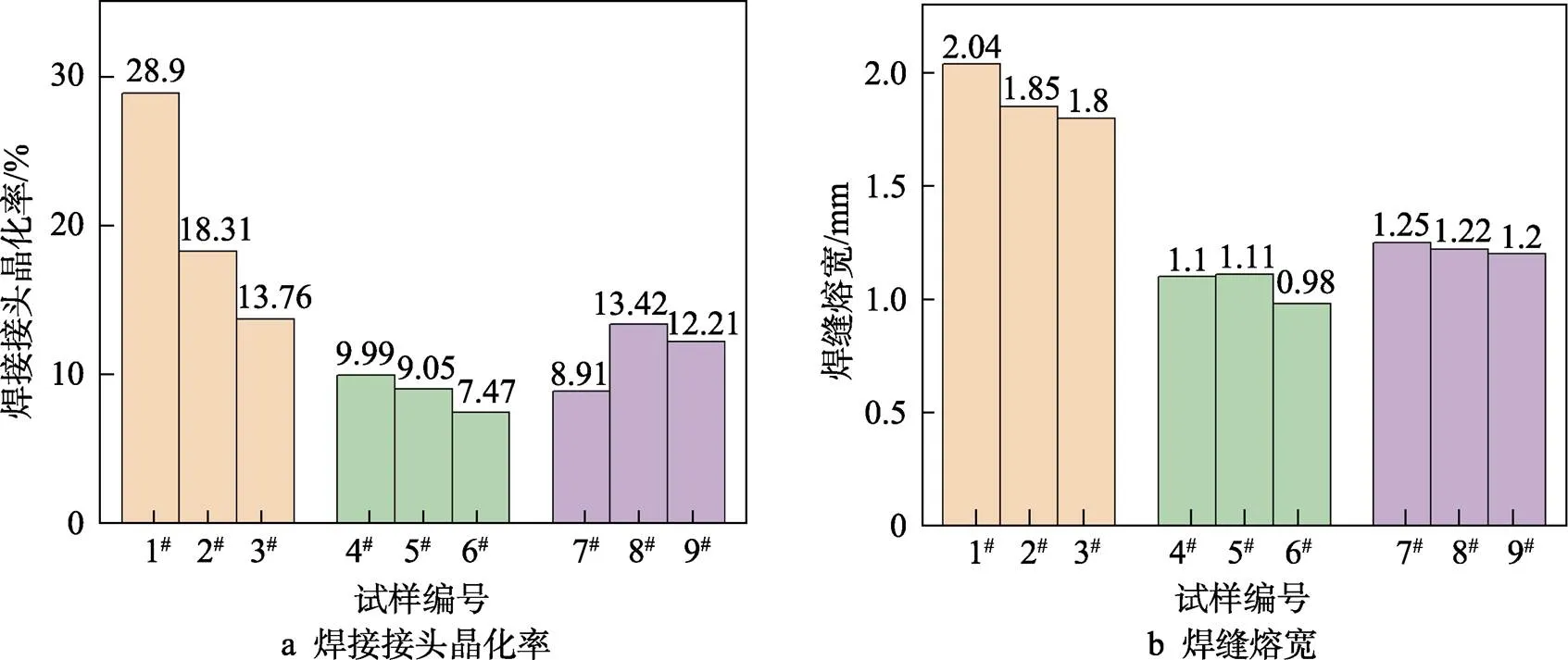
圖5 不同焊接工藝下接頭的晶化程度及熔寬統計
從固定激光功率為1 200 W和4 500 W的2組實驗可以看出,非晶合金焊接接頭熱輸入的控制對其晶化程度有著重要影響,在相同的激光功率下,逐步提高焊接速度,接頭線能量隨之減小,熱影響區得到的熱量不足以向更遠處母材傳導,使其晶化面積逐漸減小,進而得到控制。當焊接速度提高到一定程度時,接頭熱輸入過小將不能焊透合金。將激光功率提高至4 500 W,為防止線能量過大將接頭燒穿,焊接速度也需配合激光功率大幅提高,極快的焊接速度使焊縫區熱量停留時間更短,冷卻速率進一步提高,焊縫區熔融金屬變少,寬度變窄。熱影響區由于熱循環和熱積累作用,晶化相的出現仍然不能避免,但由于焊接速度快,熱量停留時間短,晶化面積相對于低功率低速焊接得到了進一步控制。
具有大功率高焊接速度的6#接頭對應的熱輸入為9 J/mm,其表現出最低的晶化率和最小的焊縫熔寬。因此,固定熱輸入約為9 J/mm,依次進行了6 000、5 000、4 000 W激光功率的焊接實驗。當實驗從高功率焊接向低功率焊接變換時,為保證熱輸入相同,焊接速度需要相應降低。從圖5可以看出,由于接頭能量輸入不變,焊接速度變慢,導致接頭晶化率從8.97%逐漸提高到12.21%,但焊縫熔寬的變化不顯著。當繼續降低激光功率至4 000 W以下,部分焊縫位置開始出現未焊透現象,說明即使接頭能量輸入相同,但激光功率過小將不能保證接頭完全焊透。當進行大功率焊接時,焊接速度極快,焊接過程幾乎瞬間完成,使接頭獲得更高的加熱和冷卻速率,從而減小熱影響區的晶化面積。因此,在同等熱輸入條件下,大功率高焊接速度更有利于獲得晶化程度小、熔寬較窄的焊接接頭。
使用顯微硬度儀對每組焊接接頭進行維氏硬度測試,測試方向依次為母材、熱影響區和焊縫區,測試結果如圖6a所示。為進一步了解焊件接頭整體的硬度分布情況,對3#和6#進行了硬度分布陣點圖的繪制。測試結果如圖6b—c所示,3#和6#接頭母材和焊縫區硬度基本相同,而熱影響區大量晶化后形成的NiZr2相有助于材料硬度的提高[20-21],使熱影響區的硬度值略高于母材和焊縫區;高功率高速焊接接頭(6#)的高硬度黃色區域比低功率低速焊接接頭(3#)明顯減小,說明高功率高速焊接更容易獲得晶化程度低的焊接接頭,與之前分析的結果一致。
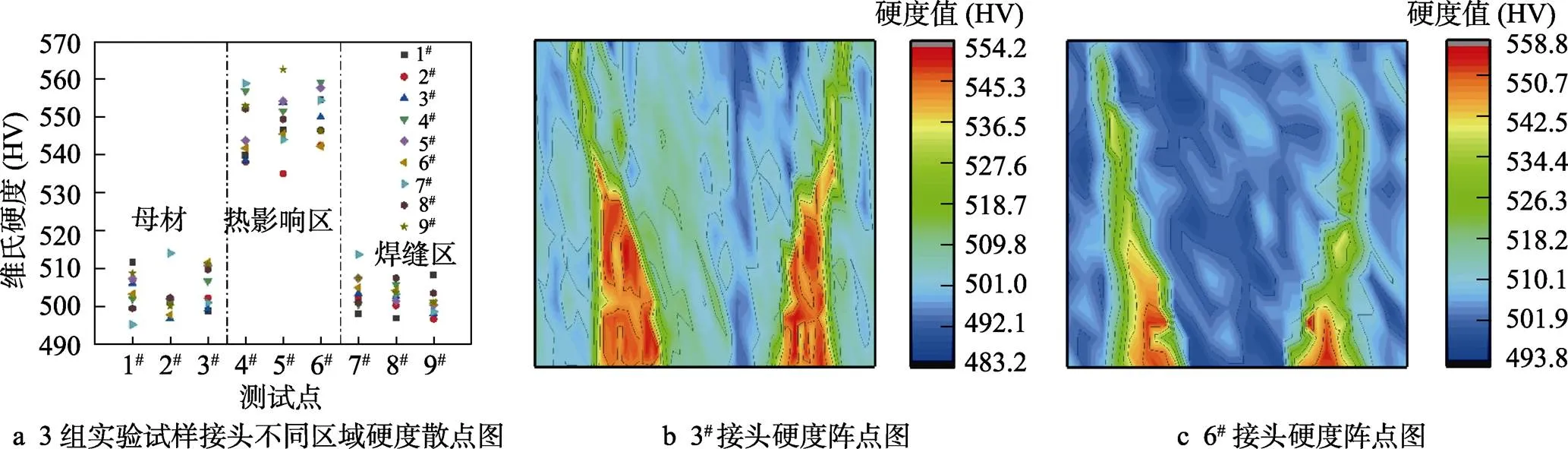
圖6 3#和6#接頭各區域的顯微硬度分析
3 結論
1)激光焊接非晶合金晶化現象主要發生在接頭熱影響區,焊縫區組織整體為非晶,存在少量納米晶。保持激光功率不變,通過提高焊接速度可以減小接頭晶化面積,同時還可以收窄接頭熔寬寬度。
2)在不同激光功率下進行焊接,焊接速度對接頭晶化組織形貌的影響規律一致,由于大激光功率焊接時,焊接速度極快,高溫停留時間短,所以其熱影響區晶化面積和焊縫熔寬的控制效果均要好于低功率低速焊接。
3)在保證熱輸入相同的情況下,使用大功率激光焊接接頭的晶化控制效果仍好于低功率激光焊接接頭,但大功率激光高能束的沖擊,使其焊縫反而要比低功率焊接時更寬。
4)由于熱影響區晶化產生的NiZr2相對材料的硬度有增益作用,因此接頭硬度熱影響區最高,焊縫區硬度與母材基本保持一致。
[1] 姜志鵬, 陳小明, 趙堅, 等. 激光熔覆技術制備非晶涂層的研究進展與展望[J]. 材料導報, 2019, 33(S1): 191-194.
JIANG Zhi-peng, CHEN Xiao-ming, ZHAO Jian, et al. Research Progress and Prospect of Laser Cladding Technology for Preparation of Amorphous Coatings[J]. Materials Reports, 2019, 33(S1): 191-194.
[2] 劉軍, 楊湘杰. 非晶復合材料的半固態加工技術[J]. 精密成形工程, 2020, 12(3): 1-11.
LIU Jun, YANG Xiang-jie. Semi-Solid Processing Technology of Amorphous Composites[J]. Journal of Netshape Forming Engineering, 2020, 12(3): 1-11.
[3] TERRONES M, GROBERT N, HSU W, et al. Bulk Glass-Forming Metallic Alloys: Science and Technology[J]. Materials Research Bulletin, 1999, 24(10): 42-56.
[4] 汪衛華. 非晶態物質的本質和特性[J]. 物理學進展, 2013, 33(5): 177-351.
WANG Wei-hua. The Nature and Properties of Amorphous Matter[J]. Progress in Physics, 2013, 33(5): 177-351.
[5] INOUE A, TAKEUCHI A. Recent Development and Application Products of Bulk Glassy Alloys[J]. Acta Materialia, 2011, 59(6): 2243-2267.
[6] 劉小江, 卜文德, 劉容光. 熱處理溫度對非晶合金耐蝕性能的影響[J]. 精密成形工程, 2018, 10(6): 34-37.
LIU Xiao-jiang, BU Wen-de, LIU Rong-guang. Effects of Heat Treatment Temperature on Corrosion Resistance of Amorphous Alloys[J]. Journal of Netshape Forming Engineering, 2018, 10(6): 34-37.
[7] CHEN Biao, SHI Tie-lin, LI Mo, et al. Laser Welding of Zr41Ti14Cu12Ni10Be23Bulk Metallic Glass: Experiment and Temperature Field Simulation[J]. Advanced Engineering Materials, 2013, 15(5): 407-413.
[8] QIAO Jun-wei, JIA Hao-lin, LIAW P K. Metallic Glass Matrix Composites[J]. Materials Science and Engineering: R: Reports, 2016, 100: 1-69.
[9] LI Jin-feng, SUN Yong-hao, DING Da-wei, et al. Nanosecond-Pulsed Laser Welding of Metallic Glass[J]. Journal of Non-Crystalline Solids, 2020, 537(C): 120016.
[10] WILLIAMS E, LAVERY N. Laser Processing of Bulk Metallic Glass: A Review[J]. Journal of Materials Processing Technology, 2017, 247: 73-91.
[11] PILARCZYK W. Structure and Properties of Zr-Based Bulk Metallic Glasses in As-Cast State and after Laser Welding[J]. Materials, 2018, 11(7): 1117.
[12] 李權洪, 龐盛永, 黃安國, 等. 可調壓力激光焊接工藝地面模擬裝置的研制[J]. 精密成形工程, 2020, 12(4): 152-159.
LI Quan-hong, PANG Sheng-yong, HUANG An-guo, et al. Development of Pressure-Adjustable Ground Simulation Device for Laser Welding Process[J]. Journal of Netshape Forming Engineering, 2020, 12(4): 152-159.
[13] 陳會子, 鄧楊波, 黃健康, 等. 非晶合金焊接技術研究現狀[J]. 熱加工工藝, 2019, 48(21): 5-9.
CHEN Hui-zi, DENG Yang-bo, HUANG Jian-kang, et al. Research Status of Amorphous Alloy Welding Technology[J]. Hot Working Technology, 2019, 48(21): 5-9.
[14] 姚燕生, 唐建平, 張亞超, 等. 非晶合金激光制造技術研究進展[J]. 中國激光, 2021, 48(2): 174-189.
YAO Yan-sheng, TANG Jian-ping, ZHANG Ya-chao, et al. Development of Laser Fabrication Technology for Amorphous Alloys[J]. Chinese Journal of Lasers, 2021, 48(2): 174-189.
[15] WANG H S, CHEN H G, JANG J S C, et al. Combination of a Nd: YAG Laser and a Liquid Cooling Device to (Zr53Cu30Ni9Al8)Si0.5Bulk Metallic Glass Welding[J]. Materials Science & Engineering A, 2010, 528(1): 338-341.
[16] WANG H S, CHIOU M S, CHEN Hou-guang, et al. The Effects of Initial Welding Temperature and Welding Parameters on the Crystallization Behaviors of Laser Spot Welded Zr-Based Bulk Metallic Glass[J]. Materials Chemistry and Physics, 2011, 129(1): 547-552.
[17] LI B, LI Z Y, XIONG J G, et al. Laser Welding of Zr45Cu48Al7Bulk Glassy Alloy[J]. Journal of Alloys and Compounds, 2005, 413(1): 118-121.
[18] CHEN B, SHI T L, LI M, et al. Laser Welding of Annealed Zr55Cu30Ni5Al10Bulk Metallic Glass[J]. Intermetallics, 2014, 46: 111-117.
[19] 龔玉兵, 王善林, 李宏祥, 等. FeSiB非晶薄帶激光焊接頭組織及晶化行為[J]. 中國有色金屬學報, 2017, 27(5): 927-934.
GONG Yu-bing, WANG Shan-lin, LI Hong-xiang, et al. Microstructure and Crystallization Behaviour of Laser Welding FeSiB Amorphous Ribbon Joint[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(5): 927-934.
[20] TARIQ N H, HASAN B A, AKHTER J I. Evolution of Microstructure in Zr55Cu30Al10Ni5Bulk Amorphous Alloy by High Power Pulsed Nd: YAG Laser[J]. Journal of Alloys and Compounds, 2009, 485(1): 212-214.
[21] TARIQ N H, IQBAL M, SHAIKH M A, et al. Evolution of Microstructure and Non-Equilibrium Phases in Electron Beam Treated Zr55Cu30Al10Ni5Bulk Amorphous Alloy[J]. Journal of Alloys and Compounds, 2007, 460(1): 258-262.
Microstructure and Microhardness Characterization of Zr58Nb2.76Cu15.46Ni12.74Al10.34Y0.5Amorphous Alloy Laser Welded Joint
CONG Cheng-ming1,2, MA Yan-yi1, WANG Hai-yan1, ZHANG Yu-peng1, ZHAO Hong-jin2, YU Chen1, XU Wang-hui1
(1. China-ukraine Institute of Welding, Guangdong Academy of Sciences, Guangzhou 510651, China; 2. Faculty of Materials Metallurgy and Chemistry, Jiangxi University of Science and Technology, Jiangxi Ganzhou 341000, China)
This paper aims to explore the effect of laser welding parameters on the microstructure evolution, weld forming and crystallization degree of amorphous alloy welded joint, and the effective way to control the crystallization of the joint. In this paper, Zr58Nb2.76Cu15.46Ni12.74Al10.34Y0.5amorphous alloy was welded by the disc laser beam. The effect of welding speed on the fusion width and crystallographic structure of the joint under different laser powers was compared and analyzed, and the microstructures and microhardness distributions of each region in the welded joints were tested and analyzed. The results show that the amorphous alloy laser welded joint is well-formed, the microstructure of the weld zone is amorphous with a small amount of nanocrystalline, and the heat-affected zone has obvious crystallization. When the power was 1 200 W, the welding speed was gradually increased, the joint crystallization rate decreased from 28.9% to 13.76%, and the melting width narrowed from 2.04 mm to 1.8 mm. When the power was 4 500 W, the welding speed was gradually increased, the joint crystallization rate decreased from 9.99% to 7.47%, the weld crystallization phenomenon disappeared, and the melting width decreased from 1.10 mm to 0.98 mm. Adjusting the key welding parameters can realize the disappearance of the crystallization phenomenon in the weld zone and reduce the degree of crystallization in the heat-affected zone. Larger laser power and higher welding speed are more conducive to obtaining the welded joints with small melting width and low crystallinity. The hardness of the weld zone is similar to that of the base material while the heat-affected zone has the highest hardness due to crystallization.
laser welding; amorphous alloy; crystallization; weld width; hardness
10.3969/j.issn.1674-6457.2022.05.016
TG456.7
A
1674-6457(2022)05-0109-06
2021?09?10
廣東省科學院建設國內一流研究機構行動專項(2019GDASYL?0103075);國家重點研發計劃(2020YFE0205300);廣州市科技項目(201807010035,201807010011);國家自然科學基金(52005112)
叢成明(1996—),男,碩士生,主要研究方向為亞穩β鈦合金電子束焊接及非晶合金激光焊接。
王海燕(1992—),女,博士,工程師,主要研究方向為非晶合金激光焊接及功能薄膜材料制備與表征。
責任編輯:蔣紅晨
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
