熱擴散制備高導電性銅/鋁雙金屬復層材料及界面組織性能調控研究
2022-05-16 03:09:50王宇王艷坤李金龍彭翔飛徐宏劉斌白培康
精密成形工程 2022年5期
關鍵詞:界面
王宇,王艷坤,李金龍,彭翔飛,徐宏,劉斌,白培康
先進焊接與連接
熱擴散制備高導電性銅/鋁雙金屬復層材料及界面組織性能調控研究
王宇,王艷坤,李金龍,彭翔飛,徐宏,劉斌,白培康
(中北大學 材料科學與工程學院,太原 030000)
采用熱擴散方法制備Cu/Al雙金屬復層材料,研究熱擴散下界面生成的物相種類及工藝參數對界面物相厚度的影響,以期獲得兼具力學性能和良好導電性的Cu/Al雙金屬復層材料。在溫度區間為550~570 ℃、壓力為28 MPa和保溫擴散時間為20~40 min的工藝條件下,用真空熱壓燒結爐對1 mm厚的Al箔和7.68 mm的銅板進行熱壓燒結,利用金相顯微鏡、掃描電鏡、能譜儀、X射線衍射儀、維氏硬度計、萬能試驗機和高精度萬用表對反應界面的宏觀形貌、顯微組織、力學性能以及導電性能進行研究。Cu/Al擴散反應后界面處生成的金屬間化合物從鋁側到銅側依次為:CuAl2、CuAl、Cu3Al2、Cu9Al4相,隨著擴散溫度的提高和保溫時間的增長,金屬間化合物的各成分含量會有所增加。當熱壓溫度為560 ℃、保溫時間30 min時,可生成界面結合良好、綜合性能優異的試樣(抗彎強度為360 MPa,電導率為55.28 MS/m)。通過優化熱壓燒結工藝,可制備出界面結合良好且綜合性能更優異的Cu/Al雙金屬復層材料。
熱壓燒結;Cu/Al雙金屬復層材料;界面微觀結構;三點抗彎;電導率
在電力及電力設備行業,尤其是鐵路和城市軌道交通中,很多時候需要將銅電纜和鋁合金本體進行連接,由于金屬元素鋁的化學性質比金屬元素銅活潑,因此把這2種純金屬焊接在一起后,一旦有電流通過,將會在合金內部發生電化學反應從而使合金導線極易被氧化,降低銅鋁線的機械強度和導電性,所以基于Cu/Al復層結構的過渡電連接線夾應運而生,它可以很好地避免此類問題。目前銅/鋁雙金屬復合材料多應用于Cu/Al復合線材、Cu/Al復合板帶[1]和Cu/Al復合接頭[2]。高鐵要提高列車的運行速度,就必須加大接觸線的懸掛張力,減小接觸線的線密度,使用具有高強度的材料能夠滿足這一要求[3]。由于采用接觸線為高速列車傳輸所需的電能,這就要求接觸線的導電性良好,盡量減少傳輸過程中的電能損耗。因此,強度和電導率、設計加工性是衡量接觸線材料性能的重要指標。
目前國內外對Cu/Al[4-5]復合材料的工藝研究已經基本趨于成熟,其中主要包括爆炸焊[6]、攪拌摩擦焊[7]、軋制[8-9]等,但目前上述工藝制備的雙金屬復合材料存在缺陷多(界面結合不牢固、界面裂紋孔洞等)、工藝繁雜等問題,于是研究采取熱擴散工藝,將2種具有不同物理、化學、力學性能的金屬材料以復層方式連接在一起,并獲得具有良好結合界面的新型復合材料。熊志林等[10]研究了焊接能量對Cu/Al超聲波焊接接頭界面元素互擴散的影響,發現界面化合物主要為CuAl2和Cu9Al4,但是化合物種類不完善,擴散連接機制不清楚。Moisy等[11]從熱力學和動力學的角度研究了銅鋁體系反應擴散的早期階段,發現金屬間化合物的瞬態和平均增長率遵循拋物線定律,表明生長動力是擴散控制的,但尚未對其力學性能和導電性能進行分析。因此,文中采用熱擴散反應制備Cu/Al雙金屬復層材料,研究了其反應擴散體系在不同保溫時間和溫度下對擴散界面中物相厚度的影響程度,分析了Cu/Al擴散界面區域中間相的形成機理,并對其力學性能和導電性能進行了分析。
1 實驗
采用的材料是T2銅和1050鋁,它們的實際化學成分如表1和表2所示。采用線切割將1050鋁材切割成直徑為24 mm、厚度為1 mm的圓形薄片,將T2商業銅板切割成厚度為7.68 mm的圓形薄片,直徑尺寸與鋁保持一致。
表1 T2銅板成分
表2 1050鋁板成分

Tab.2 Composition and content of 1050 aluminum plate wt.%
由于在加工過程中鋁板及銅板表面難免會存在殘留的油污,且易形成氧化物,這些氧化物和雜質在反應過程中會在界面處形成裂紋、孔洞等缺陷,因此先用200~400目砂紙將其表面進行打磨,隨后采用超聲波清洗機進行清洗,用酒精擦拭后在冷風機下吹干,之后立即用干凈石棉包住,防止再次氧化。鋁試樣和銅試樣的處理方法相同。將預處理后的銅片和鋁箔疊放在一起,為了防止在實驗過程中金屬片發生錯位,先用透明膠帶將兩者粘在一起,再用石棉裹住樣品外側,隨后用石墨紙再裹一層,以防止溫度過高導致鋁熔化后鋁液流進模具。為保證原子擴散被充分激活,由Al–Cu相圖的最低共晶溫度可知,550 ℃是可以激活鋁元素與銅元素相互擴散形成界面相的最低溫度,因此溫度區間選取為550~570 ℃。前期已開展壓力為14、21、28 MPa下鋁銅界面擴散復合研究,實驗結果表明,較小的壓力界面結合較差,為制備大尺寸樣品,熱壓裝置壓力上限為28 MPa,且在該壓力下反應界面較好,所以壓力固定選取為28 MPa。以往的研究表明,壓力對界面結合的影響相對于保溫時間和溫度較小。將模具放入熱壓爐內并關閉爐門,制備工藝如下:在壓力作用下,從室溫以10 ℃/min的速度加熱到一定溫度,保溫一段時間后隨爐冷卻,真空熱壓爐在制備樣品過程中所設置的5組工藝參數如表3所示。
將上述真空熱壓爐制備的樣品線切割后,進行顯微組織表征。先采用200~3 000目的水磨砂紙對樣品進行打磨,隨后采用3.5~0.5 μm的拋光膏進行拋光,直至在100倍顯微鏡下觀察到界面無明顯拋痕和污漬為止,利用JSM–7900F熱場發射掃描電子顯微鏡配套有能譜儀對反應界面進行掃描分析,采用HV–1000維氏硬度計對基體及反應界面進行硬度測試,采用微機電子萬能試驗機進行抗彎測試,最后用高精度萬用表對其進行電導率測試。
表3 真空熱壓爐工藝參數設置
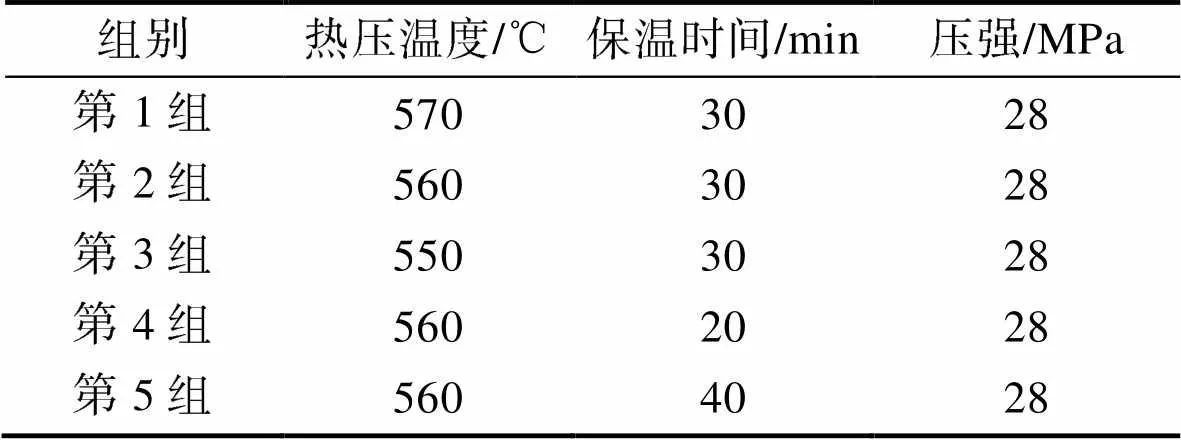
Tab.3 Process parameter setting of vacuum hot pressing furnace
2 結果與分析
2.1 微觀界面形貌特征
圖1為壓強28 MPa,保溫時間30 min,擴散溫度分別為550、560、570 ℃下拍攝的樣品界面的微觀形貌,其中純黃色區域為銅,暗黑色區域為Al,中間呈現出的層狀過渡層即為金屬間化合物層。
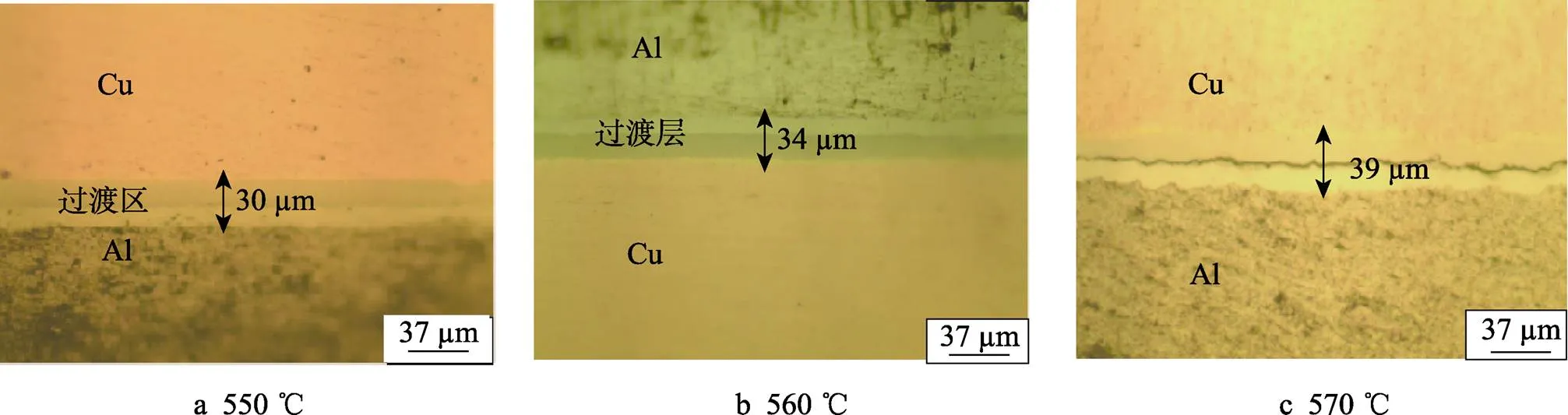
圖1 在不同溫度條件下制備的Cu/Al雙金屬復層材料界面出的微觀組織形貌
從圖1a和1b可以看到,Cu/Al擴散體系經過不同溫度下的固–固擴散后,在界面上能夠清楚地觀察到形成了厚度不等、組織形貌各異的新相過渡層,但界面整體平直,無孔洞、夾雜、裂紋等明顯缺陷,說明在Cu/Al界面上發生了原子間的相互擴散,銅和鋁在達到原子比后形成了新相。從圖1c可以看到,在界面中間形成了明顯的裂紋,裂紋源的產生歸結于擴散溫度過高,造成了金屬間化合物的過度生長,從而導致Cu/Al結合界面的脆性增加,在磨制拋光過程中會產生較大的應力集中,進而導致了界面裂紋的產生。
圖2為壓強28 MPa、溫度560 ℃、分別保溫30 min和40 min時獲得的銅/鋁雙金屬復層材料的擴散界面微觀形貌。20 min下樣品由于保溫時間過短,界面有分層現象,未對其進行表征。圖2a—c為保溫30 min后不同倍數下樣品的界面金相圖,圖2d—f為保溫40 min后不同倍數下樣品的界面金相圖。從圖2可以明顯看出,在560 ℃下、經過不同保溫時長界面反應后,Cu/Al相接觸的界面處形成了多層連續均勻的金屬間化合物層,且其厚度隨著保溫時長的增加而緩慢增加,金屬間化合物層不斷向Cu/Al基體兩側生長,界面平直,各層金屬間化合物清晰可見,且界面處無明顯的微裂紋、孔洞雜質等缺陷,表明中間擴散層界面處結合良好,形成了牢固的冶金結合。
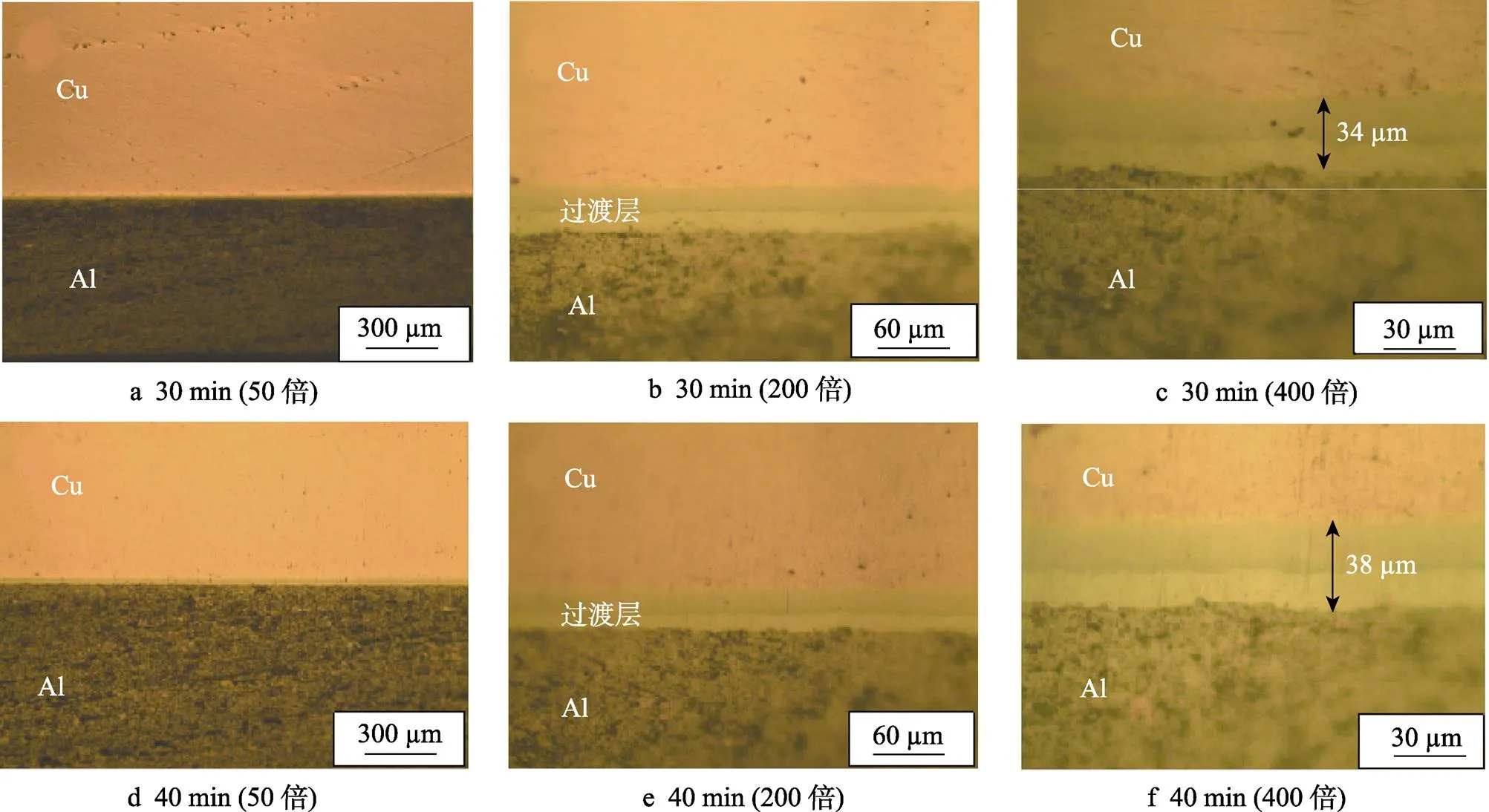
圖2 Cu/Al雙金屬復層材料在560 ℃保溫30 min和40 min下界面微觀形貌
2.2 中間層物相確定
由微觀形貌分析可知,銅和鋁之間發生了明顯的互擴散,在界面層區域形成了一定寬度的固溶區,初步觀察到固溶區間有4種不同顏色的相。550 ℃和560 ℃下均能得到較好的結合界面,但由于實驗設計過程中,溫度區間過渡較小,因此金屬間化合物層厚度只隨保溫時長和溫度的提高發生少量變化,中間層物相表征只對560 ℃、28 MPa、保溫30 min工藝下制備的Cu/Al試樣進行表征。文中先通過對銅/鋁擴散偶金屬間化合物層進行SEM線掃描和EDS定量分析來確定各層物相與元素的分布,最后為了進一步明確各層金屬間化合物的構成還進行了XRD分析。圖3為銅/鋁擴散偶金屬間化合物層進行SEM線掃描結果,從圖3的成分曲線可以看出,側為T2銅基體部分,側為1050鋁基體部分,銅含量從左側到右側不斷增加,且在/界面、/界面、/界面、/界面處均發生了成分突變,而在/層變化較為平緩,主要是由于這2層金屬間化合物成分較為接近。利用EDS(見表4)和XRD等測試手段(見圖4),并結合Cu/Al二元相圖對金屬化合物進行了分析,從鋁側到銅側的金屬間化合物分別為CuAl2、CuAl、Cu3Al2、Cu9Al4相,如圖5所示。
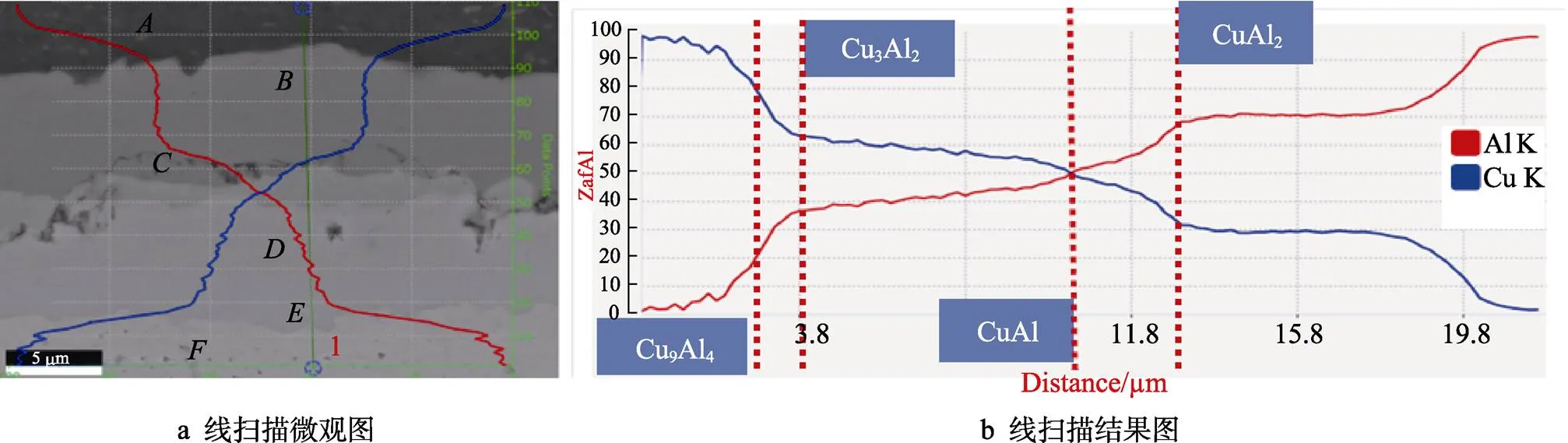
圖3 Cu/Al雙金屬復層材料在560 ℃保溫30 min下的SEM分析
表4 圖3中(CuAl2)、(CuAl)、(Cu2Al3)、(Cu4Al9)點能譜

Tab.4 Energy spectrum of point B (CuAl2), C (CuAl), D (Cu2Al3) and E (Cu4Al9) in Fig.3 at.%
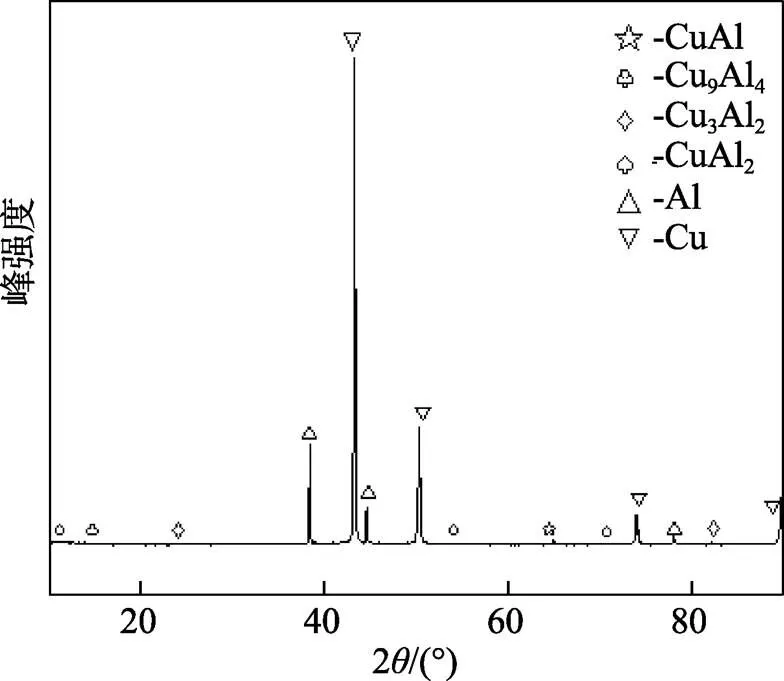
圖4 Cu/Al雙金屬復層材料在560 ℃保溫30 min下的XRD圖譜
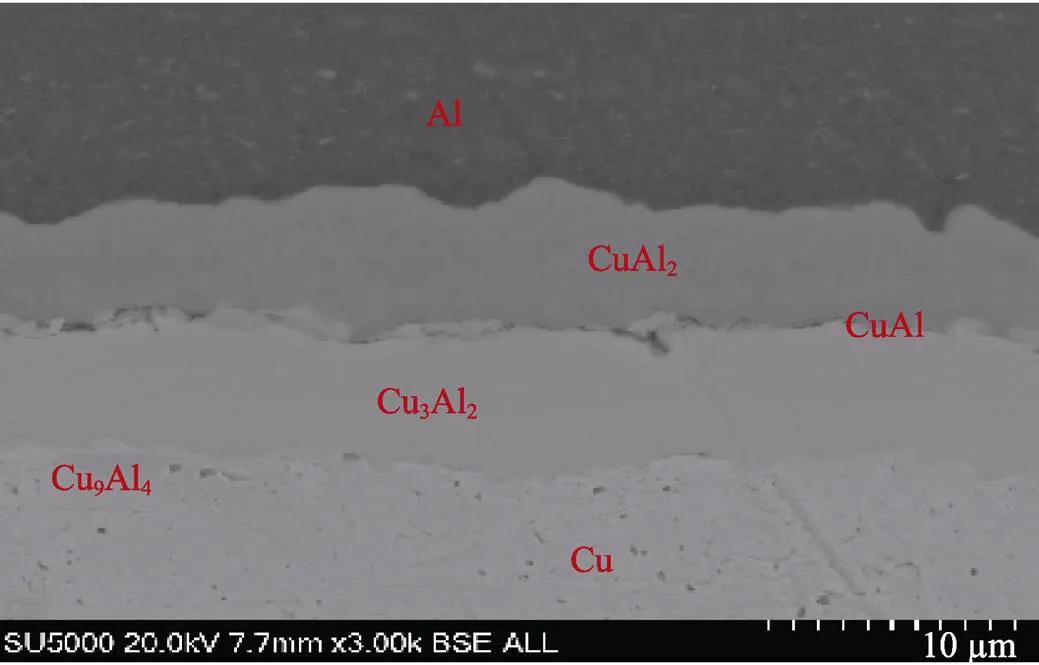
圖5 Cu/Al雙金屬復層材料560 ℃保溫30 min下界面微觀形貌
從圖5可以看出,銅和鋁之間發生了明顯的互擴散,對于銅/鋁雙金屬二元體系,這種互擴散是基于空位擴散機制進行的,其結果是在界面層區域形成了一定寬度的固溶區,通過以上SEM、EDS和XRD結果分析可知,固溶區間有4種不同的相。在550~570 ℃溫度區間內,保溫20~50 min、壓力28 MPa條件下的所有Cu/Al雙金屬擴散界面層均由鋁基體、Al(Cu)固溶體、金屬間化合物(CuAl2、CuAl、Cu3Al2、Cu9Al4)[12]、Cu(Al)固溶體、銅基體構成,不同的是隨著擴散溫度的提高和保溫時間的增長,金屬間化合物的各相含量會發生變化,種類始終不變。
2.3 Cu/Al擴散連接機理分析
Cu/Al的真空熱壓制備過程包括加熱、保溫、隨爐冷卻3個階段。熱壓擴散復合的本質在于通過施加壓力造成2個金屬基體發生大量的塑性變形,使界面接觸處形成原子間結合點,之后在溫度升高時通過原子間的互擴散形成牢固的冶金結合。在擴散連接初期,爐內溫度較低,塑性變形占據主要地位,鋁和銅的待復合表面在壓力作用下發生氧化膜和吸附膜的破裂,大量新鮮的鋁和銅基體裸露出來,壓力驅使Al和Cu沿著位錯通道擴散,占據對方的位置,從而減少空位[13]。擴散的速率取決于獲得足夠能量的活化原子數量。擴散系數可通過式(1)得到[14]。

式中:為擴散系數;0為擴散常數;a為擴散活化能,J/mol;為氣體常數;為熱力學溫度,K。從式(1)可以得出,熱壓溫度處于自然指數函數的指數部分,這說明擴散系數對溫度是非常敏感的。隨著熱壓溫度的增加,Cu和Al原子獲得了足夠的能量來越過這些障礙,導致該復合材料的界面結合過渡層處金屬間化合物的厚度增加[15]。在560 ℃的保溫熱壓過程中,Cu和Al原子在金屬間化合物層界面處形成了固溶體。
接觸表面形成大量的結合點使界面原子發生物理作用或弱化學作用進而形成化學鍵。當樣品上所施加的壓強進一步增大時,化學鍵則會相應轉變為金屬鍵,在后續的保溫過程中,界面區域鋁和銅發生相互擴散和再結晶過程,在Cu/Al界面處形成具有微米級別厚度的擴散層,將2種異種金屬很好地連接起來。
對于Al–Cu復層材料,由于Cu的自擴散系數遠小于Al的自擴散系數,因此鋁原子率先脫離晶體結構向銅基體一端擴散,形成富Al的α–Cu固溶體,Cu原子向鋁擴散,形成γ–Al固溶體,其中Cu在Al中的極限固溶度為5.65%(質量分數),而Al在Cu中質量分數則為9.3%。由Al–Cu二元相圖可知,在560 ℃下較為穩定的金屬間化合物有Cu9Al4、Cu3Al2、CuAl、CuAl2相。隨著擴散的進行,Al基固溶體中Cu原子達到飽和,初生的γ–Al枝晶開始從鋁一側向初始界面生長,即此處以Al–Cu合金亞共晶的方式進行凝固,同時富余的銅在另一側首先形成黑色針狀CuAl2初生相,即此處以Al–Cu合金過共晶的方式進行凝固。
2.4 Cu/Al雙金屬復層材料顯微硬度
溫度為560 ℃、保溫時間為30 min、壓強為28 MPa下制備的Cu/Al雙金屬復合材料的顯微硬度分布如圖6所示,可以看出從銅側到中間層再到鋁層呈現先增大后減少的趨勢,其中在中間層某個位置達到最大值,在前面的分析中可以知道,從鋁側到銅側界面結構依次為Al(Cu)固溶體,CuAl2、CuAl、Cu3Al2、Cu9Al4金屬間化合物,Cu(Al)固溶體。由圖6可知,過渡層處的顯微硬度值明顯高于基體金屬,從銅層和鋁層的邊緣可以發現,越靠近中間層硬度越高[16],這要歸因于固溶強化,其中鋁側表現得最為明顯,Cu/Al原子在互擴散過程中最先形成的便是固溶體,且銅原子對鋁基體的固溶強化效果大于鋁原子對銅基體的作用。金屬間化合物層盡管硬度較高,但脆性較大,且具有較低的斷裂韌性,這表明界面處層狀脆性金屬間化合物的形成會降低其界面結合強度。因此在考慮力學性能時不應將硬度作為唯一參考,應通過合理控制工藝參數來調控金屬間化合物的厚度及種類,避免純金屬層和擴散層之間硬度急劇變化以及產生過大的應力集中而引起結合邊緣的分離,保證界面結合良好。
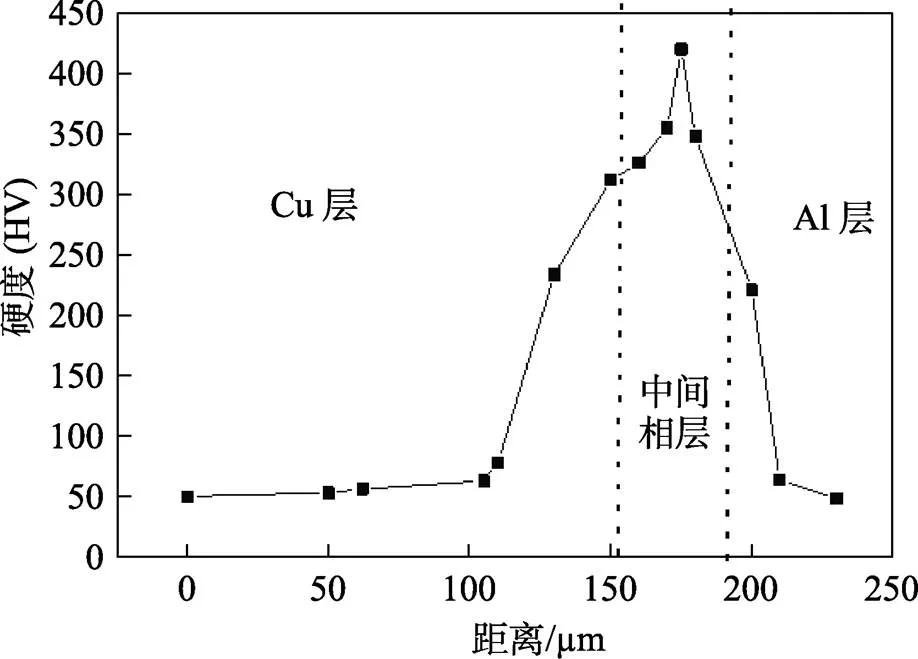
圖6 界面處顯微硬度分布
2.5 Cu/Al雙金屬復層材料三點抗彎
對真空熱壓擴散工藝下制備的Cu/Al雙金屬復層材料在垂直于復層方向進行室溫三點彎曲測試,實驗中所用試樣是在擴散溫度為560 ℃、保溫30 min、壓強為28 MPa下單獨制備的大樣品,樣品尺寸為100 mm×23 mm×10 mm,彎曲后樣品的宏觀照片如圖7所示。準靜態三點彎曲實驗是一種檢測材料彎曲性能最普遍有效的方法。進行實驗時,需將試樣放在有一定跨距的一對支撐點上,在試樣中點上對試樣施加豎直向下的載荷。隨著下壓載荷的不斷增大,試樣發生三點彎曲,最終在中點處斷裂。圖8為Cu/Al雙金屬復層材料制備的樣品的三點彎曲測試的–曲線,可以看出,從開始到逐漸彎曲的過程中,試件受到的載荷呈現先增大后減小的趨勢,試樣的失效載荷為施加載荷的最大值,載荷在達到峰值后開始減小,說明試樣的裂紋發生了擴展,試樣在彎曲過程中大量的塑性變形均由Cu/Al純金屬所承擔,相比于金屬間化合物層,Cu/Al的塑韌性更好,金屬間化合物層均為脆性相,抗彎強度極低,是彎曲過程中裂紋源擴展的始發地,因此應盡可能減少金屬間化合物層厚度,從圖8可以看到,Cu/Al雙金屬復層材料的抗彎強度達到360 MPa左右,且從宏觀上看,90°彎曲后的試樣結合界面并無明顯剝落、脫層和裂紋。這說明在此工藝條件下制備的樣品抗彎強度基本達到實驗預期水平。
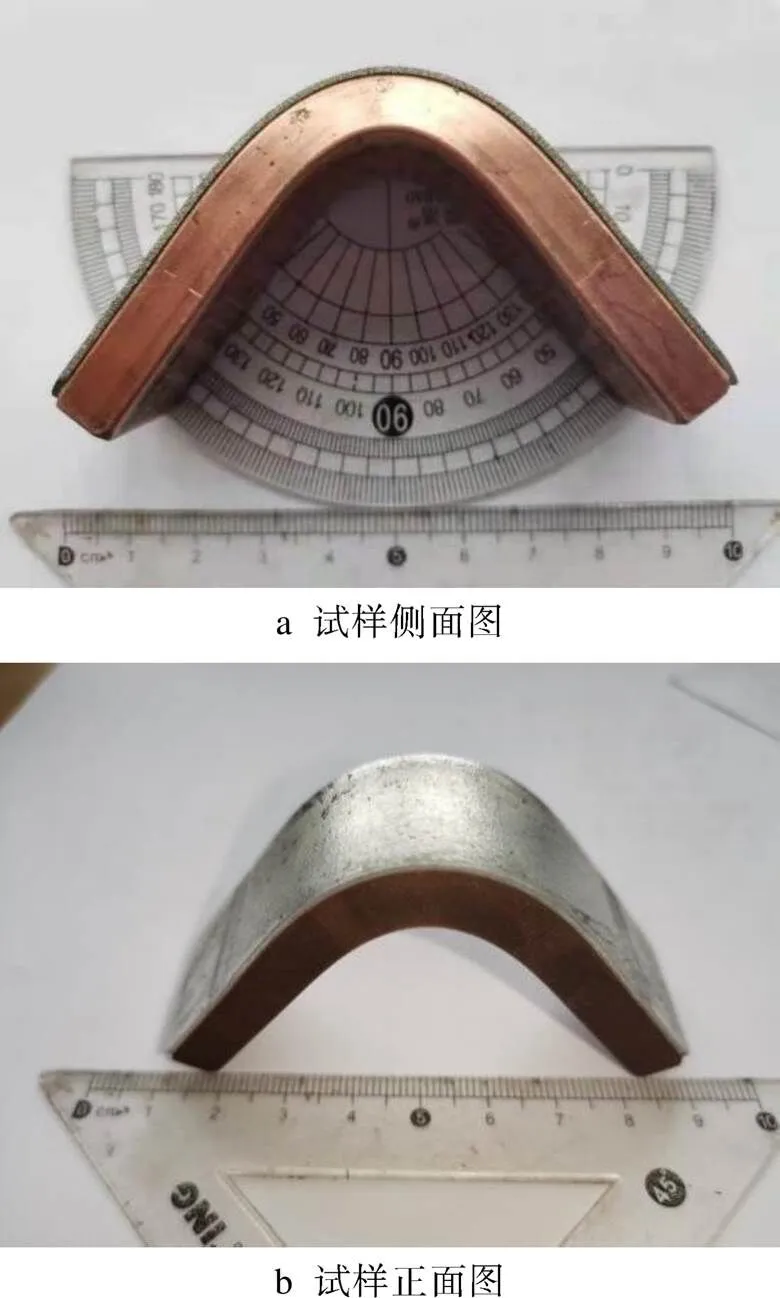
圖7 彎曲試樣宏觀樣貌
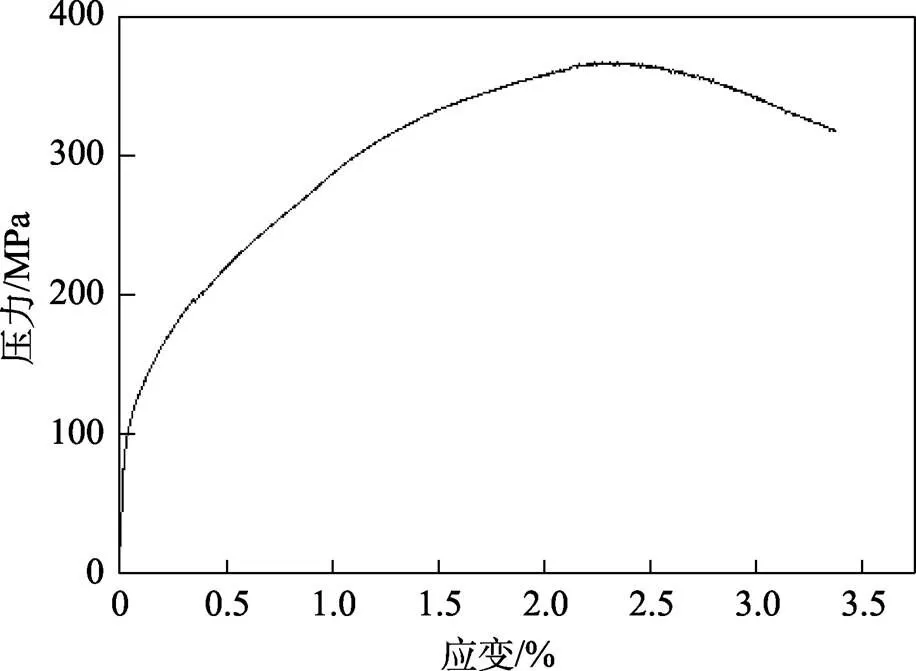
圖8 Cu/Al雙金屬復層材料室溫三點彎曲的σ–ε曲線
2.6 Cu/Al雙金屬復層材料的電學性能分析
如前所述,Cu/Al雙金屬復合材料的導電性能是其能否被大范圍使用的一個重要指標之一,真空熱壓制備工藝條件將對Cu/Al雙金屬復合材料的電導率產生很大影響,文中所采用的樣品尺寸均為22 mm× 8 mm×8 mm,因為是層狀材料,過渡層厚度較薄,因此測量過程中存在部分誤差,實驗中最大的誤差來自于材料本身以及材料和電極之間的接觸電阻,但可以通過多次測量取平均值將誤差影響減小到最小。擴散條件要在保證界面結合良好的情況下,盡量減少會造成電導率下降的金屬間化合物相生成,保證盡可能高的電導率以滿足Cu/Al雙金屬復層過渡電連接線夾的應用需求。
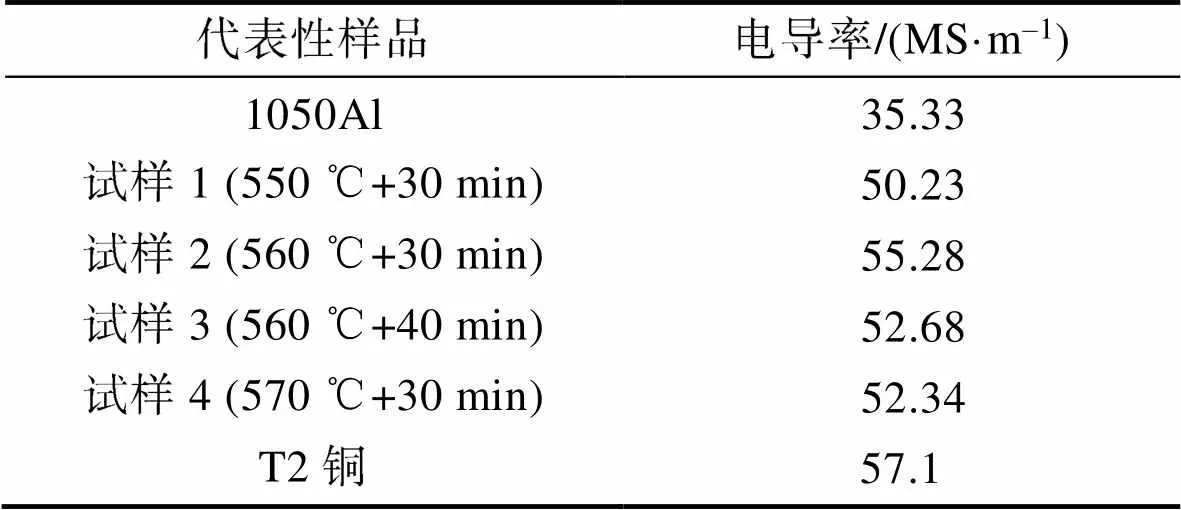
表5為實驗所用的1050Al、T2銅以及不同工藝條件下試樣的電導率,可以發現各樣品的電導率均介于銅和鋁之間,與銅更加接近,這要歸因于“趨膚效應”,Cu/Al雙金屬復合材料在通入電流后相對單一純鋁具有更高的導電效率。從560 ℃下保溫不同時間的電導率可以看出,當擴散溫度一定時,保溫時間延長,電導率降低,這是因為560 ℃下保溫40 min制得的樣品柯肯達爾孔洞等缺陷較保溫30 min下多。當保溫時間相同時,從550~570 ℃下電導率呈現出先增加后減少的趨勢,在560 ℃附近達到最大值,這說明雙金屬復合材料的界面金屬間化合物層并非越薄越好,也不是越厚越好,而是擴散層界面結構優異,且厚度與Cu/Al之間有一個合適的配比。在550~560 ℃之間由于CuAl、CuAl2等新相生成,而這些相的電導率均高于Al4Cu9,所以電導率在這個溫度區間內呈現出增加的趨勢,而在560~570 ℃之間無新相生成,570 ℃下的金屬間化合物層過度生長,導致界面脆性增加,因此在熱壓樣品中存在裂紋、孔洞等缺陷,給電子的傳導帶來阻礙,因此電導率不增反降。金屬間化合物層雖然可以有效連接Cu/Al基體,構成良好的結合界面來協調整體的受力變形,但由于金屬間化合物層自身的電導率較差,掩蓋了Cu良好的導電性能,因此要合理控制中間過渡層的厚度來提高復合材料的導電性能。
表5 Cu/Al雙金屬復層材料的電導率測定結果
Tab.5 Conductivity measurement results of Cu/Al bimetallic clad materials
3 結論
1)成功制備出了界面結合良好、界面性能優異的鋁/銅雙金屬復層材料,在界面處生成了連續均勻的CuAl2、CuAl、Cu3Al2、Cu9Al4相,并通過各自相界面的遷移進行生長。隨保溫時間的延長或擴散溫度的提高,各金屬間化合物層也逐漸變厚。
2)顯微硬度測試結果表明,鋁銅復層界面中間層的顯微硬度值明顯高于兩側,可知界面處中間層是硬脆性的金屬間化合物,其中中間層的最大硬度值達到420HV。對鋁銅雙金屬復合材料進行了三點抗彎實驗后發現,彎曲90°后界面結合良好,無明顯剝離、脫落和分層現象,抗彎強度達到360 MPa左右。
3)通過對鋁銅樣品進行電導率測定分析發現電導率呈現出先升后降的變化趨勢,其中擴散溫度為560 ℃時材料的電導率最優,為55.28 MS/m。
4)熱壓溫度為560 ℃、保溫時間為30 min、壓強為28 MPa的工藝參數可制備出界面結合良好且綜合性能優異的鋁/銅雙金屬復層材料。
[1] 牛輝, 鍋渺, 賈燚, 等. 機械表面處理對冷軋Cu/Al復合板結合過程和結合強度的影響[J]. 塑性工程學報, 2021, 28(1): 14-21.
NIU Hui, GUO Miao, JIA Yi, et al. Effect of Mechanical Surface Treatment on Bonding Process and Bonding Strength of Cold-Rolled Cu/Al Clad Plate[J]. Journal of Plasticity Engineering, 2021, 28(1): 14-21.
[2] XU Rong-zheng, LI Fu-shan, ZHAO Xiao, et al. Joint Strengthening Mechanism in Electron Beam Welding of Al/Cu Bilayer Laminated Composite Using Double-Sided Method[J]. Journal of Materials Engineering and Performance, 2021, 30(8): 6355-6363.
[3] 姜營璽, 景棟, 張華煒, 等. 鋁銅微疊層復合材料制備和組織性能研究[J]. 大連理工大學學報, 2021, 61(1): 39-45.
JIANG Ying-xi, JING Dong, ZHANG Hua-wei, et al. Preparation, Microstructure and Properties Study of Al-Cu Micro-Laminated Composite[J]. Journal of Dalian University of Technology, 2021, 61(1): 39-45.
[4] SHENG L Y, YANG F, XI T F, et al. Influence of Heat Treatment on Interface of Cu/Al Bimetal Composite Fabricated by Cold Rolling[J]. Composites Part B, 2011, 42(6): 1468-1473.
[5] CHANG Dong-xu, WANG Ping, ZHAO Ying-ying. Effects of Asymmetry and Annealing on Interfacial Microstructure and Mechanical Properties of Cu/Al Laminated Composite Fabricated by Asymmetrical Roll Bonding[J]. Journal of Alloys and Compounds, 2020, 815(C): 152453.
[6] YUAN Yuan, CHEN Peng-wan, AN Er-feng, et al. Experimental Study on the Explosive Welding of Thin Al/Cu Composite Plates[J]. Materials Science Forum, 2018, 4427: 52-57.
[7] LI Gao-hui, ZHOU Li, ZHANG Hai-feng, et al. Effects of Traverse Speed on Weld Formation, Microstructure and Mechanical Properties of ZK60 Mg Alloy Joint by Bobbin Tool Friction Stir Welding[J]. Chinese Journal of Aeronautics, 2021(12): 238-250.
[8] LI Xiao-bing, ZU Guo-yin, WANG Ping. Microstructural Development and Its Effects on Mechanical Properties of Al/Cu Laminated Composite[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(1): 36-45.
[9] LEE J, PARK J, JEONG H. Effect of Strain on Mechanical and Microstructural Properties of Al/Cu Claddings during Caliber-Rolling[J]. Materials Letters, 2018, 222: 122-125.
[10] 熊志林, 張義福, 陳朵云, 等. 焊接能量對銅鋁超聲波焊接接頭界面元素互擴散的影響[J]. 熱加工工藝, 2021, 50(17): 118-121.
XIONG Zhi-lin, ZHANG Yi-fu, CHEN Duo-yun, et al. Effect of Welding Energy on Interdiffusion Behavior of Interfacial Elements in Cu/Al Joints Welded by Ultrasonic Welding[J]. Hot Working Technology, 2021, 50(17): 118-121.
[11] MOISY F, SAUVAGE X, HUG E. Investigation of the Early Stage of Reactive Interdiffusion in the Cu-Al System by In-Situ Transmission Electron Microscopy[J]. Materials Science, 2020, 9: 03302.
[12] CHEN C Y, HWANG W S. Effect of Annealing on the Interfacial Structure of Aluminum-Copper Joints[J]. Materials Transactions, 2007, 48(7): 1938-1947.
[13] BAIK S C, ESTRIN Y, KIM H S, et al. Dislocation Density-Based Modeling of Deformation Behavior of Aluminum under Equal Channel Angular Processing[J]. Materials Science and Engineering A, 2003, 351(1/2): 86-97.
[14] MEHRER H. Diffusion in Solids: Fundamentals, Methods, Materials, Diffusion-Controlled Processes[M]. Berlin: Springer, 2007.
[15] 王琳, 謝志寶. 累積疊軋制備的Cu/Al/Cu復合板材金屬間化合物層演變及其對力學性能影響研究[J]. 精密成形工程, 2021, 13(6): 70-76.
WANG Lin, XIE Zhi-bao. Evolution of Intermetallic Layer of Cu/Al/Cu Laminated Composites and Its Effect on Mechanical Properties[J]. Journal of Netshape Forming Engineering, 2021, 13(6): 70-76.
[16] BOUKHRIS N, LALLOUCHE S, DEBILI M Y, et al. Microhardness Variation and Related Microstructure in Al-Cu Alloys Prepared by HF Induction Melting and RF Sputtering[J]. European Physical Journal-Applied Physics, 2009, 45(3): 30501.
Preparation of High Conductivity Cu/Al Bimetallic Composite by Thermal Diffusion and Regulation of Interfacial Microstructure and Properties
WANG Yu, WANG Yan-kun, LI Jin-long, PENG Xiang-fei, XU Hong, LIU Bin, BAI Pei-kang
(School of Materials Science and Engineering, North University of China, Taiyuan 030000, China)
Cu/Al bimetallic clad materials were prepared by thermal diffusion method. The effects of phase types and process parameters on the thickness of interface phase were studied in order to obtain Cu/Al bimetallic clad materials with both mechanical properties and good conductivity. Under the process conditions of temperature range of 550-570 ℃, pressure of 28 MPa and holding diffusion time of 20-40 min, 1 mm thick Al foil and 7.68 mm copper plate were sintered by vacuum hot pressing sintering furnace. The macro morphology, microstructure and Mechanical properties and electrical conductivity were studied. After the Cu/Al diffusion reaction, intermetallic compounds are formed at the interface, which are CuAl2, CuAl, Cu3Al2and Cu9Al4phases from aluminum side to copper side. With the increase of diffusion temperature and holding time, the content of intermetallic compounds will increase. When the hot pressing temperature is 560 ℃ and the holding time is 30 min, samples with good interface bonding and excellent comprehensive properties (flexural strength 360 MPa, conductivity 55.28 MS/m) can be generated. Cu/Al bimetallic composite with good interface bonding and better comprehensive properties can be prepared by optimizing the hot pressing sintering process.
hot pressing sintering; Cu/Al bimetallic composite; interface microstructure; three point bending; conductivity
10.3969/j.issn.1674-6457.2022.05.011
TB331
A
1674-6457(2022)05-0068-07
2021–12–29
山西省基礎研究計劃面上項目(202103021224179);山西省重點研發計劃國際科技合作項目(201903D421080);山西省高等學校科技創新項目(2020L0319);國防科工局穩定支持經費專項–兵器五五所開放創新項目(JB11–12)
王宇(1987—),男,博士,副教授,主要研究方向為金屬材料先進成型技術。
責任編輯:蔣紅晨
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
