TANK式自動除泡機抽拉托盤結構改進分析
2022-05-11 23:31:28程建民王芳
今日自動化 2022年3期
程建民 王芳


[摘 ? ?要]隨著自動化程度的提高,TANK式除泡機由原來的人工取放料的模式逐漸被機械手自動取放料的模式代替,使整機實現了無人化操作的連線生產。在生產過程中,機械手結構及承載產品的托盤也在不斷改進,以達到高效、快捷、出錯率低的目標。
[關鍵詞]TANK;托盤;機械手
[中圖分類號]TN873 [文獻標志碼]A [文章編號]2095–6487(2022)03–0–03
Structural Improvement of Tray Drawing Mode of Tank Automatic Defoaming Machine
Cheng Jian-min,Wang Fang
[Abstract]With the improvement of automation, the tank defoamer is gradually replaced by the automatic material taking and discharging mode of manipulator from the original manual material taking and discharging mode, so that the whole machine realizes the on-line production of unmanned operation. In the production process, the manipulator structure and the pallet carrying products are also constantly improved to achieve the goal of high efficiency, fast and low error rate.
[Keywords]tank; tray; manipulator
1 TANK式除泡機設計技術分析
近年來,除泡機在顯示屏幕和觸摸屏制造中大批量使用。其中,TANK式除泡機因其具有生產效率高、結構簡單、操作方便、安全可靠等優點,得到用戶的認可并大量使用。特別是近幾年隨著自動化程度的提高,TANK式除泡機由原來的人工取放料的模式逐漸被機械手自動取放料的模式代替,使整機實現了無人化操作的連線生產。
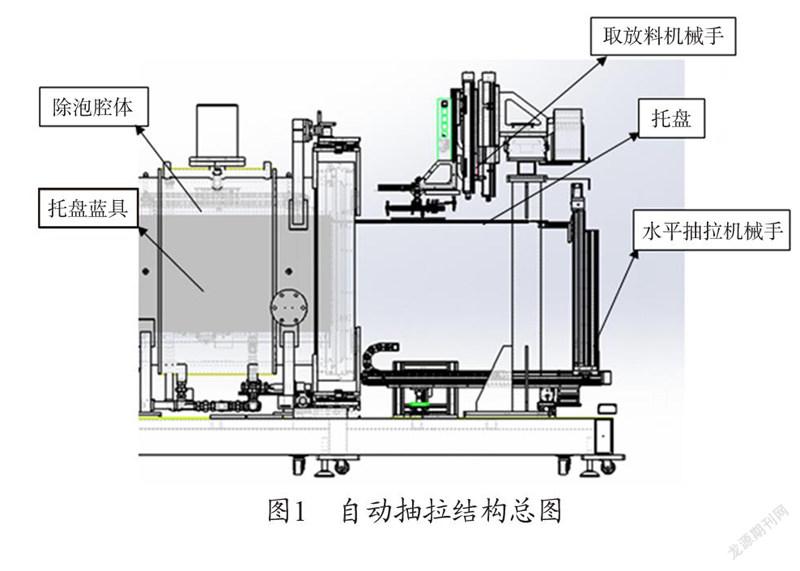
在TANK式除泡機的生產過程中,機械手能夠自動取放產品的前提是承載產品的托盤首先能夠自動到達指定的位置,托盤的運動由水平抽拉機械手帶動,到達設定位置后,取放料機械手將產品放置在托盤上,完成放料動作。取料過程同放料過程,如圖1所示。
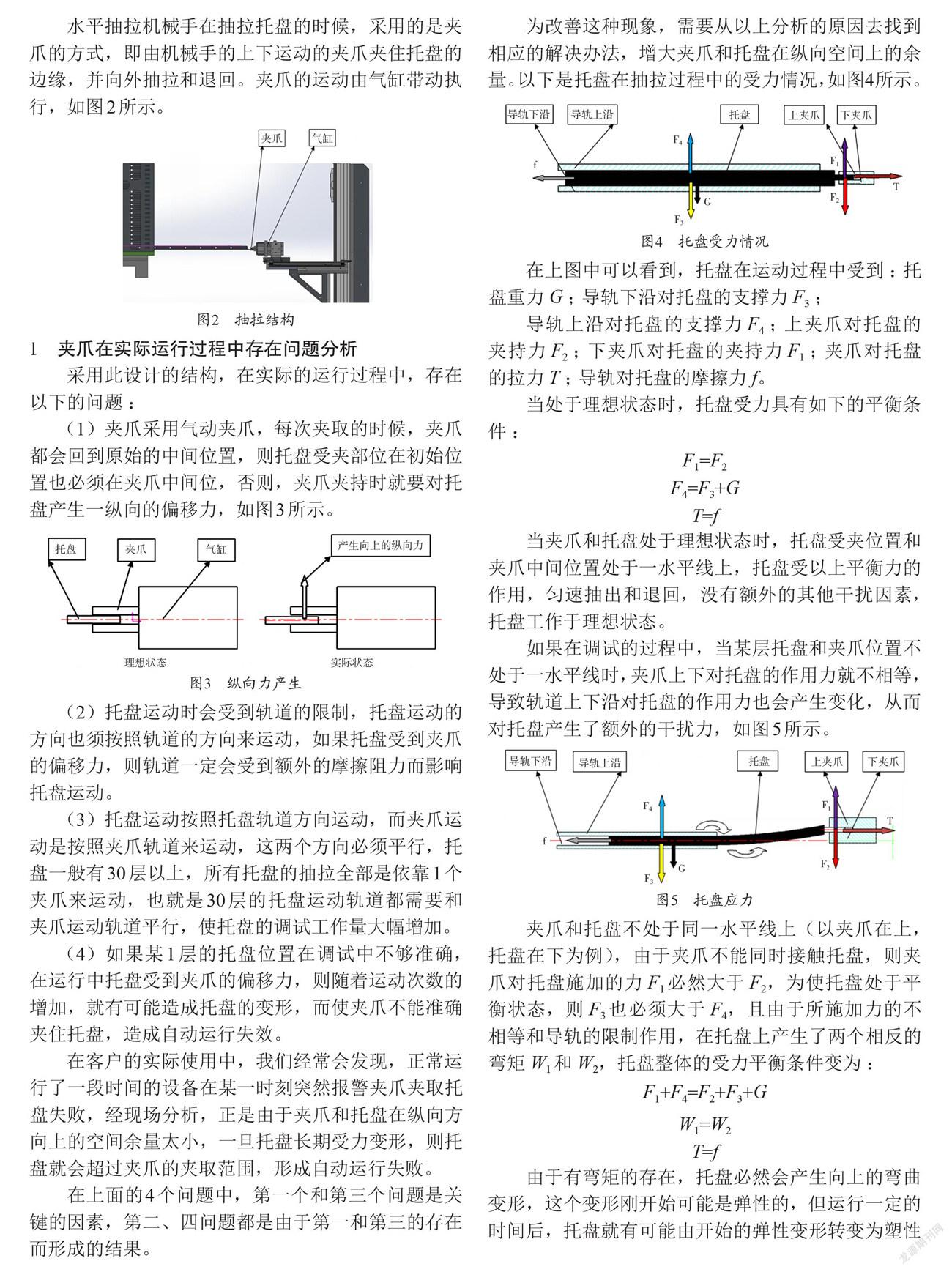
水平抽拉機械手在抽拉托盤的時候,采用的是夾爪的方式,即由機械手的上下運動的夾爪夾住托盤的邊緣,并向外抽拉和退回。夾爪的運動由氣缸帶動執行,如圖2所示。
1 夾爪在實際運行過程中存在問題分析
采用此設計的結構,在實際的運行過程中,存在以下的問題:
(1)夾爪采用氣動夾爪,每次夾取的時候,夾爪都會回到原始的中間位置,則托盤受夾部位在初始位置也必須在夾爪中間位,否則,夾爪夾持時就要對托盤產生一縱向的偏移力,如圖3所示。
(2)托盤運動時會受到軌道的限制,托盤運動的方向也須按照軌道的方向來運動,如果托盤受到夾爪的偏移力,則軌道一定會受到額外的摩擦阻力而影響托盤運動。
(3)托盤運動按照托盤軌道方向運動,而夾爪運動是按照夾爪軌道來運動,這兩個方向必須平行,托盤一般有30層以上,所有托盤的抽拉全部是依靠1個夾爪來運動,也就是30層的托盤運動軌道都需要和夾爪運動軌道平行,使托盤的調試工作量大幅增加。
(4)如果某1層的托盤位置在調試中不夠準確,在運行中托盤受到夾爪的偏移力,則隨著運動次數的增加,就有可能造成托盤的變形,而使夾爪不能準確夾住托盤,造成自動運行失效。
在客戶的實際使用中,我們經常會發現,正常運行了一段時間的設備在某一時刻突然報警夾爪夾取托盤失敗,經現場分析,正是由于夾爪和托盤在縱向方向上的空間余量太小,一旦托盤長期受力變形,則托盤就會超過夾爪的夾取范圍,形成自動運行失敗。
在上面的4個問題中,第一個和第三個問題是關鍵的因素,第二、四問題都是由于第一和第三的存在而形成的結果。
為改善這種現象,需要從以上分析的原因去找到相應的解決辦法,增大夾爪和托盤在縱向空間上的余量。以下是托盤在抽拉過程中的受力情況,如圖4所示。
在上圖中可以看到,托盤在運動過程中受到:托盤重力G;導軌下沿對托盤的支撐力F3;
導軌上沿對托盤的支撐力F4;上夾爪對托盤的夾持力F2;下夾爪對托盤的夾持力F1;夾爪對托盤的拉力T;導軌對托盤的摩擦力f。
當處于理想狀態時,托盤受力具有如下的平衡條件:
F1=F2
F4=F3+G
T=f
當夾爪和托盤處于理想狀態時,托盤受夾位置和夾爪中間位置處于一水平線上,托盤受以上平衡力的作用,勻速抽出和退回,沒有額外的其他干擾因素,托盤工作于理想狀態。
如果在調試的過程中,當某層托盤和夾爪位置不處于一水平線時,夾爪上下對托盤的作用力就不相等,導致軌道上下沿對托盤的作用力也會產生變化,從而對托盤產生了額外的干擾力,如圖5所示。
夾爪和托盤不處于同一水平線上(以夾爪在上,托盤在下為例),由于夾爪不能同時接觸托盤,則夾爪對托盤施加的力F1必然大于F2,為使托盤處于平衡狀態,則F3也必須大于F4,且由于所施加力的不相等和導軌的限制作用,在托盤上產生了兩個相反的彎矩W1和W2,托盤整體的受力平衡條件變為:
F1+F4=F2+F3+G
W1=W2
T=f
由于有彎矩的存在,托盤必然會產生向上的彎曲變形,這個變形剛開始可能是彈性的,但運行一定的時間后,托盤就有可能由開始的彈性變形轉變為塑性變形,使托盤產生向上的彎曲。這也就是設備在調試完成后的一段時間內還可以正常運行,但經過一定的時間后就會出現夾爪抓取不到位的情況。
3 夾爪在實際運行過程中存在問題的解決對策
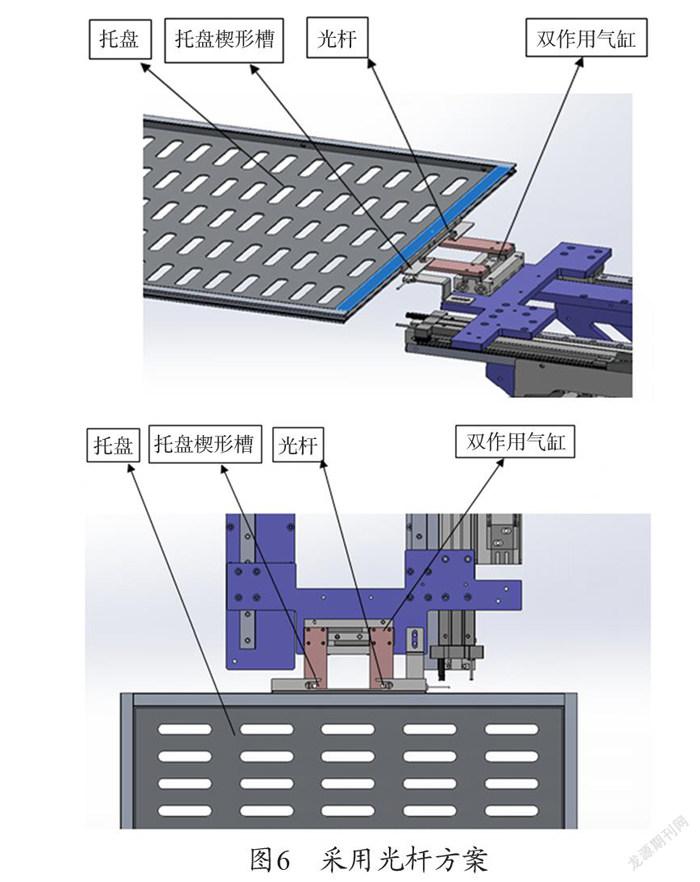
為解決以上問題,我們改變了夾爪夾取托盤的方式,采用光桿和楔形槽配合的方式,光桿采用雙作用氣缸帶動,光桿和托盤上的楔形槽進行契合并拉動托盤進行運動,光桿和楔形槽在縱向方向上留一定的空間余量,如圖6所示。
采用以上的結構設計,在托盤運動時具有以下的優點。
(1)當由氣缸帶動光桿與楔形槽契合時,光桿只對托盤施加前后的抽拉力,上下方向上由于光桿摩擦系數很小,摩擦力可以忽略掉,不會產生上下方向的力,也就是在縱向方向上,托盤不會由于受到縱向力而產生變形。此時的受力情況如圖7所示。
F4=F3+G
T=f
(2)光桿和楔形槽契合時,如果在水平方向上出現距離偏差,由于托盤在水平方向上沒有限制,在楔形槽的作用下,托盤會自動與楔形槽契合并達到光桿所決定的位置。
(3)由于托盤的運行軌跡是受托盤軌道的限制,而氣缸的運行軌跡受氣缸導軌的限制,這兩種軌跡在調試時需要保持一致。但實際在調試的過程中很難做到理想狀態,如果兩種軌跡出現偏差,則托盤的楔形槽會在光桿方向上就會自動進行微調。從而使托盤不受轉矩W的作用,使托盤的運動更加順暢,如圖8所示。
(4)原來的夾爪設計需要用到兩個夾爪氣缸和控制機構改為雙作用氣缸后只需要1個氣缸和1套氣動控制即可,而且機械加工的零件也會相應減少,成本上較原有結構會相應降低。
(5)設備的托盤一般是多層結構,最大的要達到35層左右如果采用原來的夾爪設計,則每層托盤的間距都需要相等,這樣,機械手的夾爪才能夠正確抓取。但每層托盤采用的機加工件都有一定的誤差,在裝配時就需要耗費大量的時間去調整托盤之間的距離,而且每層托盤的固定都采用螺絲固定,隨著運行時間的增加螺釘會有松動的隱患,造成設備的整體可靠性不高。采用光桿和雙作用氣缸后,對托盤的縱向方向上的間隔要求大大降低,因為光桿和楔形槽可以自動調整。這樣,整個設備的調試時間就會大大降低。而且可靠性也有了極大的提高。
4 結束語
前期由于設計上的不合理,在客戶使用現場出現了一些使用問題,特別是在可靠性方面,經常會發生剛剛調試完成的設備運行很短的時間就出現問題,極大地影響了客戶的使用。經過技術人員的仔細分析,并做了如上的改變之后,特別是光桿和楔形槽的使用,使設備的使用穩定性得到了極大的提高,設備運行故障率大幅降低,客戶的實際生產效率也得到了提高,得到了用戶好評。而且從設備整體的成本來看,1臺設備改進后比改進前直接成本節約了1萬元左右,加工耗時也相比以前有了相應的減少。本次改進取得了一定的成功。
參考文獻
[1] 胡綠瑩,陳志剛平衡機器人機械手的設計[J].機械管理開發,2021(3):6-7.