鋁合金圓鑄錠多根連續化自動鋸切技術的研發
2022-05-06 04:17:38錢紅偉
機電元件 2022年2期
楊 冬,錢紅偉
(云南云鋁潤鑫鋁業有限公司,云南個舊,661017)
1 引言
由于鋁合金具有優良的鑄造性能和塑性加工性能,良好的導電導熱、耐蝕可焊性能,因此其型材在航空航天、交通運輸、建筑機電、輕化和日用品中得到廣泛的應用[1]。在鋁合金圓鑄錠熔鑄生產過程中,包裝入庫前必須對鋁合金圓鑄錠進行切頭去尾,才能達到銷售要求。然而鋁合金鑄錠的鋸切主要設備是帶鋸和圓盤鋸[2],二者相比之下帶鋸噪音小,效率低,而且鋸切成本高,不能滿足現有鋁合金圓鑄錠高效生產要求。為降低生產成本,我們針對鋁合金圓鑄錠的鋸切的現有設備進行改造研究,以期設計開發出滿足生產要求的鋁合金圓鑄錠多根連續化自動鋸切設備及技術。
2 鋁合金圓鑄錠多根自動鋸切設備的研發
2.1 設計思路
鋁及鋁合金圓鑄錠鋸切過程通過PLC控制,鋸切工藝、產品品質保證、鋸切過程參數儲存由工控機處理(上位機),鋸切過程、工藝管理及事故報警過程全部實現自動控制。具體設計思路為:對現有鋸切機進行改造,首先實現對多根不同規格的鋁合金鑄錠實現上料、固定、輸送和鋸切,同時設計開發鋁合金圓鑄錠自動打號機和鋁合金圓鑄錠自動打號機用舉升對齊裝置等,實現鋁合金圓鑄錠多根連續化自動鋸切。具體工作流程如圖1所示:
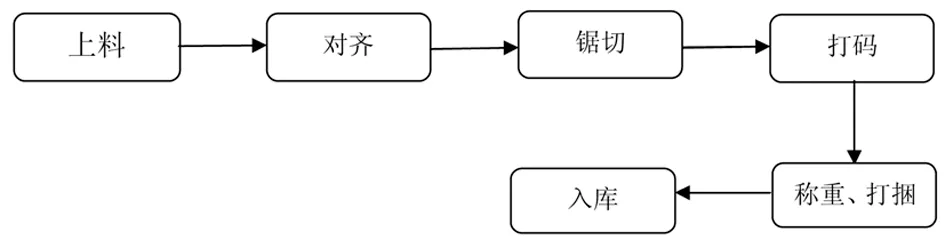
圖1 鋁合金圓鑄錠多根自動鋸切工藝圖
2.2 鋁合金圓鑄錠鋸切改造技術研發
現有的鋁合金圓鑄錠鋸切機主要由上料輸送機、臥式帶鋸機、鋁屑吸收壓塊系統、鑄錠夾緊裝置、堆垛臺、廢料收集器等設備構成,但是其只能實現對鋁合金單根鋸切,鋸切效率低,不能滿足現有鋁合金生產要求。針對上述問題,通過設計:(1)將原V型輥道輥子拆除換成改成直輥,加檔圈,原有的輥道用連接板加寬,軸承座安裝在連接板上;(2)主機兩側加兩套液壓驅動壓緊裝置,加裝料頭移動式定尺裝置;(3)設計液壓移動式打字裝置,可連續對四根合金棒打碼;(4)把上游輥道改為驅動輥,配合自動升降擋板實現上料對齊等進行改造,實現對不同規格鋁合金圓鑄錠的多根鋸切,大幅度降低職工勞動強度,提高生產效率。

圖2 改造前V型軌道

圖3 改造后直棍軌道

圖4 鑄錠壓緊對齊裝置

圖5 鑄錠打號裝置
2.3 鋁合金圓鑄錠自動打號裝置的研發
經過澆鑄工序成型的鋁合金圓鑄錠進入碼垛程序之前,須在鑄錠指定位置標注生產信息出廠編碼[3],該編碼一般由表示生產日期、生產爐號和生產班組編號的數字組成。在進行鋁合金圓鑄錠多根同時鋸切過程中,現有技術中只能實現對單根鋁合金圓鑄錠進行打號,為了滿足鋁合金圓鑄錠多根鋸切需要,提高生產效率,有必要研究開發鋁合金圓鑄錠自動打號裝置。
針對上述存在的問題,設計研究了如下技術方案:鋁合金圓鑄錠自動打號裝置主要包括有舉升對齊裝置、打號裝置和移動裝置,舉升對齊裝置設計由液壓缸驅動,移動裝置設計由液壓缸驅動,液壓缸及氣缸均由PLC程序控制,可根據指令完成對鋁合金圓鑄錠的托舉對齊及打號作業。實現了多根鋁合金圓鑄錠連續自動打號作業,解決了鋁合金圓鑄錠多根鋸切過程打號困難的問題,同時實現對不同規格尺寸鋁合金圓鑄錠的定點自動打號作業,提高鋁合金圓鑄錠鋸切生產線的連續性,從而提高生產效率,降低工人勞動強度。

1-支撐架,2-移動裝置驅動油缸,3-移動裝置驅動油缸底座,4-移動裝置軌道,5-移動裝置相連,6-打號裝置,7-打號裝置限位器,8-打號裝置限位器支架,9-托舉對齊裝置,10-鋁及鋁合金圓鑄錠。
2.4 鋁合金帶鋸輪修復工具的研發
為提高鋁合金圓鑄錠生產效率,目前工業上普遍使用帶鋸機對鋁合金圓鑄錠進行鋸切[2]。帶鋸機是以環狀無端的帶鋸條為鋸具,繞在兩個鋸輪上作單向接連的直線運動來實現鋸切。工作過程中,高速運轉的鋸帶會對鋸輪產生徑向壓力和表面摩擦力,導致鋸輪溫度升高并發生形狀變化;同時,其表面出現磨損[4]。如果不及時對鋸輪進行修復,工作過程將導致鋸帶由于受力不均而發生顫抖,影響鋁合金鑄錠切面質量,并容易導致鋸帶斷裂而無法正常生產。為了改善鋁合金圓鑄錠多根連續化自動鋸切過程切面質量,提高生產效率,有必要研究開發鋁合金帶鋸輪修復工具,實現對鋁合金帶鋸輪快速修復,提升鋁合金圓鑄錠多根自動鋸切效率。
針對上述存在的問題,設計研究了如下技術方案:鋁合金帶鋸輪修復工具,包括有位置調節輪,螺桿,螺座,固定螺栓,刀片連接軸,刀片底座,修復刀具。工作過程中,首先把鋁合金帶鋸輪修復工具通過螺栓固定在鋁合金鋸切機上,通過位置調節輪將修復刀具調節至帶鋸輪修復邊緣位置,啟動鋸切機,讓帶鋸輪做圓周運動,從而實現對帶鋸輪缺陷部位進行修復。實現了對鋁合金帶鋸輪的快速修復,解決了鋁合金帶鋸輪的修復技術問題,保證了鋁合金鑄錠鋸切質量。同時可實現在線修復,修復過程不需拆卸和重新安裝帶鋸輪,有效地減少了修復時間,降低了工人勞動強度。

1-調節輪,2-螺桿,3-螺座,5-固定螺栓,5刀片連接軸,6-刀片底座,7-修復刀具
3 應用情況
針對大截面鋁合金鋸切過程自動化水平低、上下料時間消耗長、打號效率低的技術問題,研究開發了鋁合金圓鑄錠液壓驅動壓緊裝置、輥道通用連接技術、液壓移動式打碼裝置等集成多根自動鋸切技術,大幅提高鋁合金圓鑄錠鋸切效率,解決了鋸切“塞積”生產的技術問題。設計完成的鋁合金圓鑄錠多根連續化自動鋸切技術于2015年至今在某鋁廠得到推廣應用,期間在經過多次優化改進,自投入使用以來,設備使用正常。鋁合金圓鑄錠多根連續化自動鋸切技術推廣應用后,鑄錠鋸切效率得到明顯提升,可同時鋸切3根φ166mm、φ178mm和2根φ220mm大截面鋁合金鑄錠,鋸切機鋸切效率由每小時15噸提高到30噸,滿足了高效生產大截面鋁合金的急需。
4 結語
鋁合金圓鑄錠多根連續化自動鋸切技術工藝簡單,設備操作簡易,設備投資少,生產效率高,安全高效,解決了鋁合金圓鑄錠鋸切設備僅能實現單根連續鋸切,存在鋸切效率低,成本高等技術問題,適應了大規模鋁合金圓鑄錠鋸切生產要求。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
中國化肥信息(2020年7期)2020-03-19 01:54:02
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國軍轉民(2017年6期)2018-01-31 02:22:28
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
