脈沖MIG焊堆焊鋁青銅的工藝研究及應(yīng)用
2022-05-06 04:17:38牟曉風(fēng)
機(jī)電元件 2022年2期
牟曉風(fēng)
(河北華北石油榮盛機(jī)械制造有限公司,河北滄州,062552)
1 前言
本文試驗中采用材料為35CrMo,也是常用的軸類材料,熱處理狀態(tài)為調(diào)質(zhì)鋼。它具有良好的綜合力學(xué)性能。一般軸類在使用過程中容易出現(xiàn)磨損、腐蝕、變形等,為延長其使用年限,通常采用堆焊的方法,在其表面堆焊一層具有特殊性能的合金金屬,增加其耐磨性和耐腐蝕性。
根據(jù)客戶和設(shè)計的要求,在其耐磨部位的外表面堆焊一層不小于3mm的鋁青銅,鋁青銅是銅合金中青銅的一種,含鋁量一般不超過11.5%,有時還加入適量的鐵、鎳、錳等元素,有較高的強(qiáng)度和良好的耐磨性,最突出的特點(diǎn)就是其良好的耐磨性。鋁青銅合金價格相對便宜,成為一些昂貴金屬材料的部分替代品,如替代錫青銅、不銹鋼、鎳基合金等。
2 焊接方法對比
1、普通氣保焊:①受焊材的影響,焊縫成型較差,返修率高,人員依賴性較強(qiáng);②焊工勞動強(qiáng)度高,尤其焊接時產(chǎn)生濃烈的黃煙,對焊工危害大,環(huán)境污染嚴(yán)重;③生產(chǎn)效率低。
2、自動脈沖氣保焊:①脈沖氣保焊的焊縫成型好,飛濺極少,且自動焊接的焊接質(zhì)量穩(wěn)定,人員依賴性降低;②焊工勞動強(qiáng)度降低,煙塵少;③自動焊的生產(chǎn)效率較高;④焊接熱輸入量較小,工件變形量較小。
鑒于以上三點(diǎn),我們選擇自動脈沖氣體保護(hù)焊。焊接時,焊槍左右擺動,輔助滾輪架的來回轉(zhuǎn)動,完成焊接。
3 研究試驗情況
3.1 焊接工藝評定
按照ASMEⅨ《焊接、釬接和粘接評定》的標(biāo)準(zhǔn)要求,在試板表面堆焊鋁青銅,焊接厚度≥3mm,焊后目視檢驗,焊縫平緩、整齊,焊縫成型好,目視檢驗合格;焊縫表面打磨后,滲透探傷合格;機(jī)加工后,進(jìn)行拉伸、沖擊、硬度和宏觀腐蝕的檢測,符合設(shè)計要求,工藝評定合格。

圖1 拉伸
圖2 沖擊

圖3 硬度
圖4 宏觀腐蝕
3.2 試驗件形狀及尺寸
試驗件的材質(zhì)為35CrMo調(diào)質(zhì)鋼,鋁青銅的表面張力為母材的50%以上,為防止焊接過程中邊緣下榻或變形,造成焊后加工后缺肉的缺陷,特制訂兩種方案:(1)將兩頭端部各留出加工余量約5mm左右,見圖5;(2)兩頭端部留出約3-5mm厚的擋邊,見圖6;
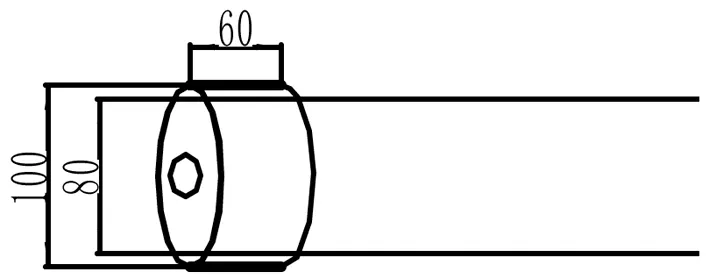
圖5 堆焊方案(1)簡圖
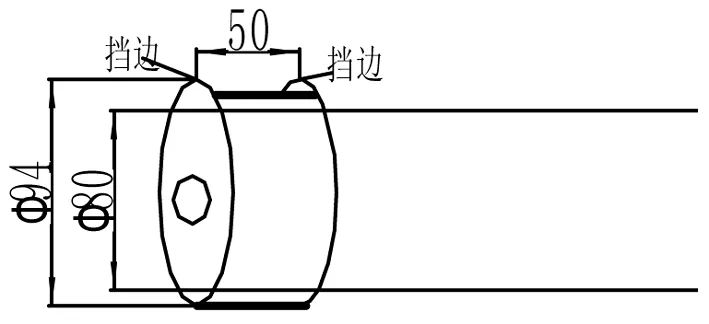
圖6 堆焊方案(2)簡圖
3.3 焊接材料
焊材選用鋁青銅焊絲SCu6180(ERCuAl-A2),直徑為1.2mm,化學(xué)成分見表1:

表1 SCu6180焊絲的化學(xué)成分(質(zhì)量分?jǐn)?shù))%
焊接電源為帶有脈沖功能的氣保焊機(jī)。
3.4 輔助工裝
為實現(xiàn)外圓位置的平焊,需要借助輔助工裝滾輪架,焊接時,焊槍左右擺動,通過滾輪架的旋轉(zhuǎn),將焊接位置轉(zhuǎn)化為平焊位置,圖7為軸類堆焊時的示意圖;
3.5 焊接工藝要點(diǎn)
①直徑較小的軸類可不預(yù)熱焊接,但層間溫度不能超過400℃;
②焊完一層后工件溫度太高,需要降溫后再焊下一層;
③焊接過程需要擺動,可根據(jù)焊接位置的寬度確定擺動的幅度;
④在降溫過程中,可以多根軸倒替焊,提高工作效率;
⑤可根據(jù)焊接位置的直徑適當(dāng)調(diào)整小滾輪架(1t)的轉(zhuǎn)速;
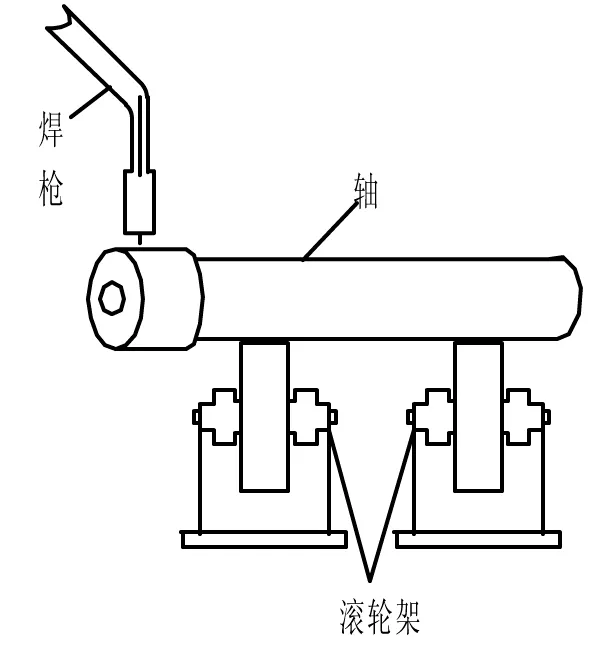
圖7 軸類堆焊示意圖
⑥焊縫厚度要求≥3mm,需要堆焊3層,單邊約有3mm左右的加工余量;
⑦焊后自然冷卻。
主要的參數(shù)見表2所示。
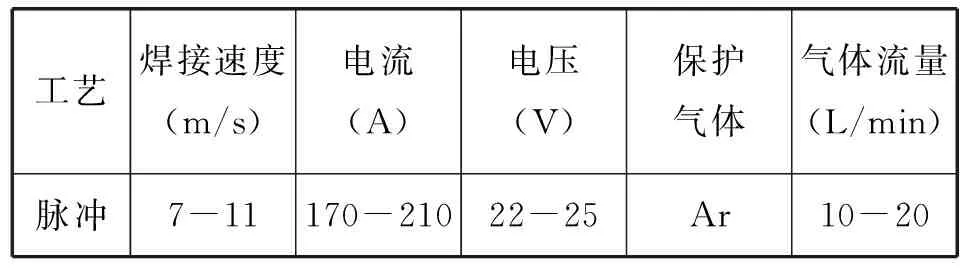
表2 焊接工藝參數(shù)
3.6 焊后檢驗
(1)焊后目視檢驗:焊縫成型好,目視合格;
(2)加工后滲透檢驗:方案(1)堆焊層無缺陷,方案(2)在擋邊與鋁青銅熔合的位置有未熔合,缺肉等缺陷,需要修補(bǔ);
4 結(jié)束語
普通的氣保焊工藝堆焊鋁青銅,焊接飛濺大,焊接煙塵多,鋁青銅熔化后流動性好,焊縫成型很差,加工后缺肉嚴(yán)重,裂紋較多。后期需要多次補(bǔ)焊,加工,再補(bǔ)焊,返修次數(shù)多。本文采用脈沖氣保焊的方法,加以小滾輪架的輔助,相對于以前的普通氣保焊,飛濺更少,成型更加美觀,實現(xiàn)鋁青銅的堆焊;且采用方案(1)堆焊,加工后質(zhì)量較好,滲透檢驗無缺陷。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
