一種小型多芯高密度低頻彈性連接器的設計
2022-05-06 04:17:20王雪亞張欣羽
機電元件 2022年2期
王雪亞,張欣羽
(1.中電集團第40研究所,安徽蚌埠,233010;2.蚌埠學院,安徽蚌埠,233010)
1 引言
隨著電子戰(zhàn)技術的發(fā)展,對電子裝備的信號傳輸性能要求大幅提高。現(xiàn)代軍用、民用電子裝備,尤其是機載、艦載等達雷系統(tǒng),不僅要求電子裝備的體積和重量有較高要求,其電氣性能指標的要求也越來越高,電子裝備正朝著小型化、輕量化、高集成度、高可靠性的方向發(fā)展。本文通過一款21芯彈性連接器開發(fā)過程,介紹高密度彈性連接器設計制造過程的要點、難點及解決措施。為同類型產(chǎn)品的設計開發(fā)提供一定的參考。
2 產(chǎn)品介紹
2.1 開發(fā)背景
本產(chǎn)品是根據(jù)某單位需求研制,用于雷達某模塊與模塊之間低頻信號的連接。該連接器具有易于安裝、無需插拔、體積小及密度高的特點。
2.2 主要技術指標
2.2.1 產(chǎn)品性能指標要求
根據(jù)技術協(xié)議書要求,該型號彈性連接器產(chǎn)品性能技術指標如下:
1.耐電壓:100VDC;
2.芯數(shù):21;
3.單根針彈力:60±15g(工作高度3.7~3.3mm);
4.額定電流:0.8A;
5.接觸電阻:≤15mΩ;
6.絕緣電阻:1000MΩ;
7.機械壽命:40000次;
8.使用溫度:-55℃~165℃。
2.2.2 結(jié)構設計要求
連接器由彈簧針和絕緣安裝板組成。根據(jù)設計任務書要求,產(chǎn)品外形尺寸如下:
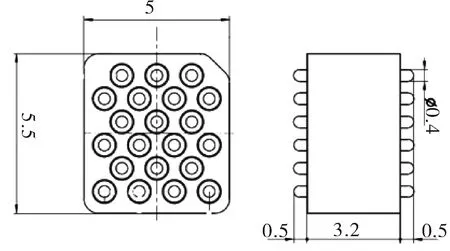
圖1 連接器外形圖
2.3 產(chǎn)品零件的設計及制造
產(chǎn)品外形尺寸為:5.5×5.0×3.2mm,芯數(shù)21,屬于高密度連接器。對于小型電連接器的設計在滿足產(chǎn)品電性能要求的前提下首要考慮連接器的裝配問題。不同于常規(guī)彈性連接器制造的整體注塑、環(huán)氧膠粘接等方式。本產(chǎn)品結(jié)構尺寸較小,采用常用的環(huán)氧膠粘接或整體注塑的方式容易帶來以下問題:
1、安裝板需設計成多瓣,導致單個安裝板尺寸過小,提升模具制造難度和開發(fā)成本。
2、彈簧針較短,使用環(huán)氧粘接時環(huán)氧膠容易污染彈簧針,易出現(xiàn)針頭殘留膠水和膠水滲入針管等問題,導致產(chǎn)品失效。
3、零件較小,針頭可伸縮無法進行注塑的定位,且彈簧針強度難以承受巨大的塑料射入壓力。
本產(chǎn)品采用彈簧針與安裝板過盈配合的方式進行裝配。彈性連接器使用時安裝板的僅僅是起到固定彈簧針的作用,不與被連接系統(tǒng)接觸,因此安裝板與彈簧針只需保持一定的過盈量即可實現(xiàn)彈簧針的固定。
2.3.1 彈簧針設計及制造
彈簧針由針管、針頭和彈簧三部分組成。彈簧針外形尺寸如下圖所示:
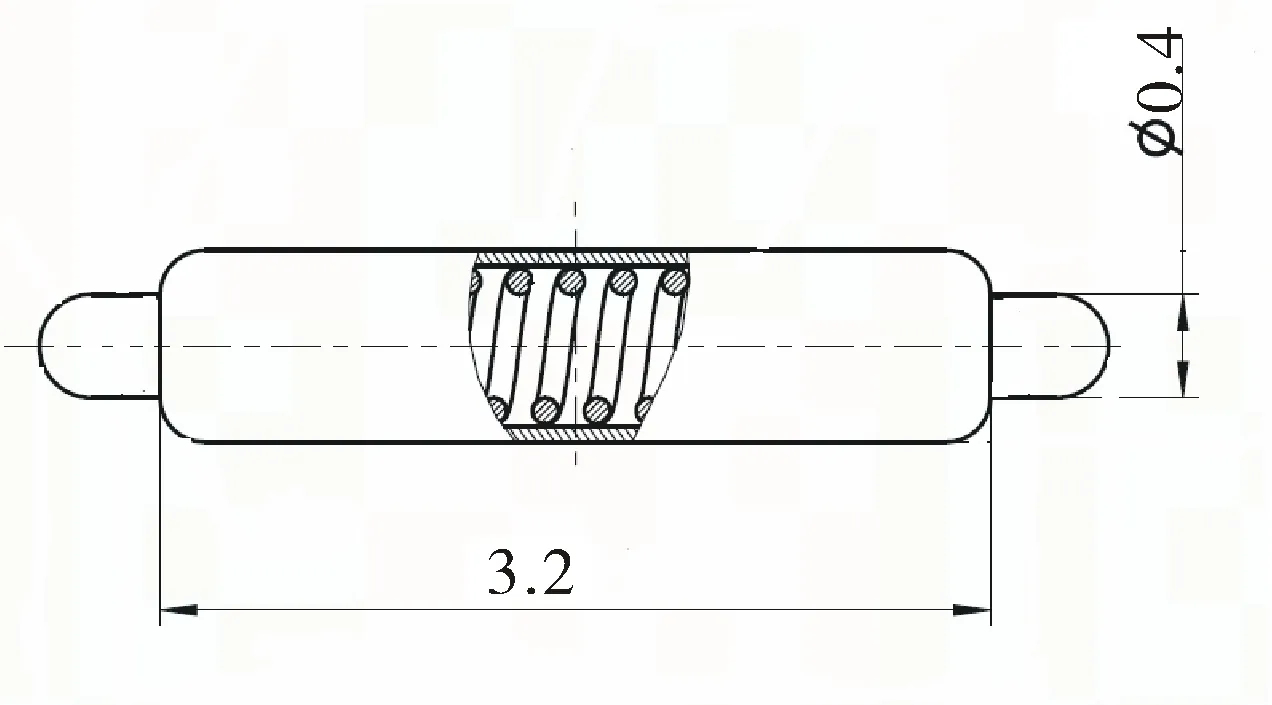
圖2 彈簧針外形尺寸
1、針頭的設計
針管與針頭尺寸參照協(xié)議書要求。考慮針頭與彈簧接觸性,針頭與彈簧接觸部位設計成錐狀,可增大針頭與彈簧接觸面積良好針管采用拉制黃銅管,針頭采用黃銅線,針頭與彈簧接觸一端設計成錐狀以提高接觸可靠性。
2、彈簧的設計
協(xié)議書要求連接器機械壽命不少于40000次,單根彈簧針彈力范圍60±15g,額定電流0.8A,接觸電阻≤15mΩ。根據(jù)彈簧針壽命要求,參照《彈簧設計手冊》[1]本產(chǎn)品彈簧選用琴鋼絲。
理想狀態(tài)下彈簧針針頭在工作時不與管壁接觸,電流傳輸路徑為針頭-彈簧-針頭。根據(jù)設計任務書要求,平均每只彈簧針承載電流為:
In = 0.8A
(1)
根據(jù)經(jīng)驗1mm2接觸件最適長期工作電流12.5A對彈簧進行測算,彈簧絲直徑不小于0.12mm。
根據(jù)任務書對彈簧彈力要求,使用神州彈簧設計軟件輔助設計,最終確定彈簧自然長度3.6mm,簧絲直徑0.12mm,總?cè)?shù)9圈有效圈數(shù)7.5圈。根據(jù)使用環(huán)境,彈簧絲需進行表面鍍金處理。
接觸電阻計算依據(jù)接觸電阻計算公式:
(2)
式中,ρ:電阻率 l:導體長度 s:導體截面積。
參照金屬材料手冊[2]接觸電阻(只計算未涂覆Au鍍層時的電阻值)12.36mΩ;計算結(jié)果滿足設計要求。
3 針管的設計
針管的設計需結(jié)合安裝板的設計,重點考慮采用過盈壓配時彈簧針受力形變、安裝板局部形變等對裝配結(jié)果的影響。控制好安裝板孔徑與針管外緣尺寸,最終要做到壓配時兩者變形小,針管不出現(xiàn)壓彎折斷,安裝板不開裂等情況。
3、彈簧針的組裝
彈簧針采用機械收口的方式成型,裝配過程分兩步進行,具體步驟如下:
(1)將針管放入半自動收口機模具中進行一次收口操作。
(2)將針管取出,調(diào)轉(zhuǎn)針管方向裝入模具中。后將針頭、彈簧及針頭按彈簧針的設計要求的零件方向放入針管中進行二次收口操作。

圖3 彈簧針裝配
裝配時控制好針管收口尺寸,保證針頭能自由滑動的同時針頭不被彈簧頂出針管,同時彈簧針成型后外形尺寸滿足設計要求。裝配好的彈簧針如圖4所示:
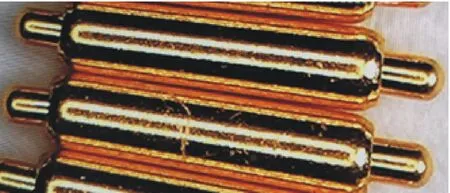
圖4 彈簧針
2.3.2 安裝板的設計及制造
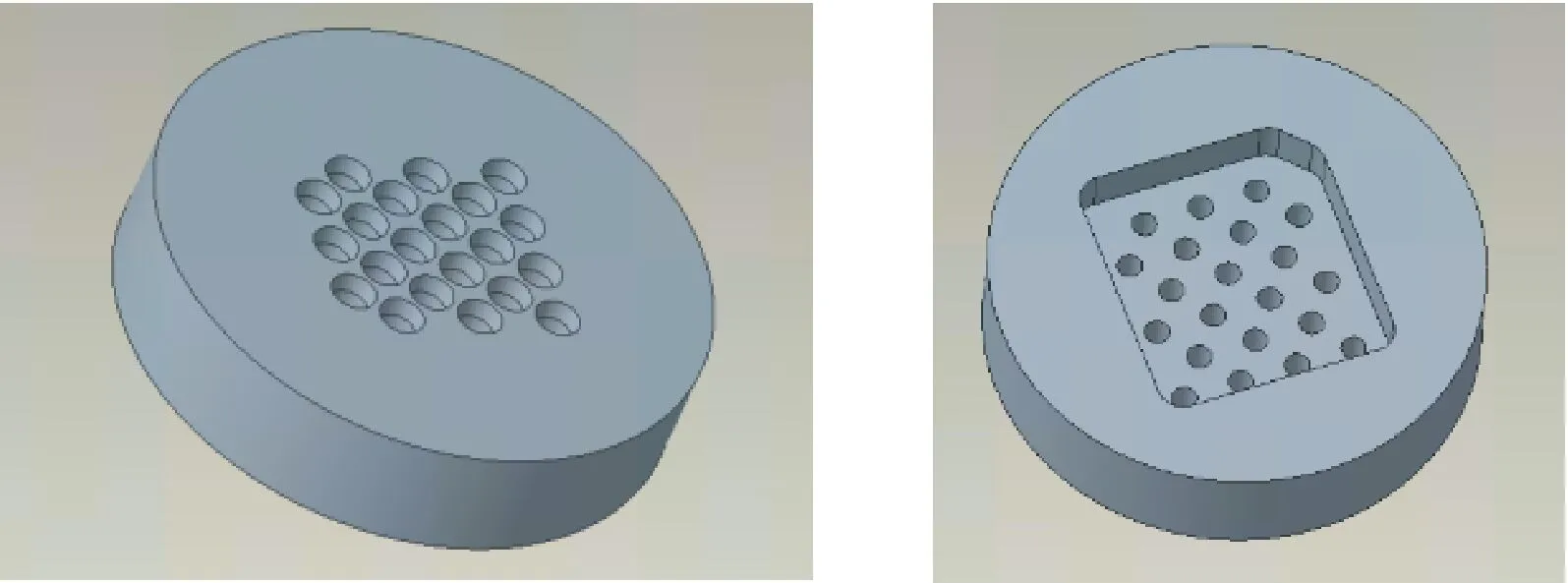
產(chǎn)品外形已由用戶規(guī)定,安裝板設計在滿足用戶需求的前提下需重點考慮彈簧針與安裝板的過盈壓配的問題。控制合理的過盈量,避免裝配后彈簧針無法固定或過盈量大安裝板和彈簧針出現(xiàn)損壞的現(xiàn)象。因此,在安裝板的設計同樣遵循上節(jié)針管設計部分的要求。以便使彈簧針與安裝板達到最佳配合狀態(tài)。考慮到產(chǎn)品裝配的便捷性,在安裝面一側(cè)彈簧針安裝孔端部設置導向槽,便于彈簧針插入安裝板中,導向槽設計尺寸大小要合理。安裝板外形及內(nèi)孔結(jié)構如下圖5所示。
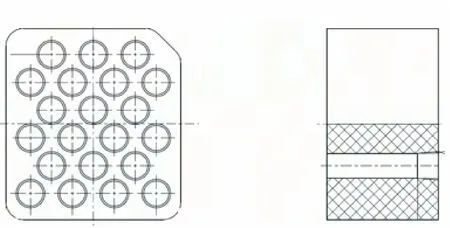
圖5 安裝板
根據(jù)產(chǎn)品的使用環(huán)境和溫度結(jié)合產(chǎn)品裝配方式最終選擇PEEK[3]作為安裝板材料。安裝板相鄰孔間最小壁厚0.30mm,依據(jù)此項指標對產(chǎn)品的耐電壓及絕緣電阻進行計算:
耐電壓:
V1=VC×L=1.6×107×0.30×10-3=480V
(3)
式中,V1:耐電壓 Vc:介電常數(shù) L:間距。
絕緣電阻:2×1016×0.30×10-3=6×1012Ω=6000MΩ。
通過計算得知,安裝板設計滿足絕緣電阻≥1000MΩ和產(chǎn)品耐電壓≥100V的要求。
安裝板采用模具注塑成型的加工方式。注塑后易出現(xiàn)表面亮斑、熔接痕、表面不光潔等缺陷,如圖6所示。

圖6 安裝板表面缺陷
產(chǎn)生以上問題與模具溫度、注塑溫度及玻纖加入量有關。注塑過程中應特別注意對溫度的控制。
3 產(chǎn)品裝配
由于該型號彈性連接器外形尺寸較小,連接器裝配難度較高,為提高裝配效率產(chǎn)品裝配工裝的設計就尤為重要。
3.1 工裝設計及裝配
裝配工裝的主要作用是輔助產(chǎn)品裝配,根據(jù)本產(chǎn)品高密度、低間距的特點,使用傳統(tǒng)振動盤式的自動落料方式就難以將彈簧針豎立在安裝板開孔中。本產(chǎn)品工裝的設計按照兩個裝配步驟實現(xiàn)的。
首先能實現(xiàn)彈簧針的自動落位即彈簧針在進行壓配前能全部豎立在安裝板上,通過第一次壓鉚能使彈簧針部分針管壓入安裝板內(nèi)孔中,去除第一步驟的工裝后彈簧針依舊能保持固定不脫落。在此稱第一步使用的工裝未壓緊定位工裝。
由于第一次壓鉚未能使彈簧針全部落入安裝板中,就需要進行二次壓鉚,以確保彈簧針達到安裝板中設計要求位置。在此稱第二步使用的工裝未二次成型定位工裝。
裝配工裝如圖8所示:a圖為壓緊定位工裝,b圖為二次成型定位工裝。
a b
產(chǎn)品裝配分五個步驟:裝針、預定位壓配、轉(zhuǎn)換工裝固定、二次壓配、成型找平。
裝針:將安裝板裝入壓緊定位工裝,此過程注意安裝板方向,有導向槽的一側(cè)裝入工裝內(nèi)槽中(參見圖8-1)。
預定位壓配:使用壓頭將彈簧針緩慢壓入安裝板中,速度控制在0.4mm/S,直到不能繼續(xù)下壓(參見圖8-2)。
轉(zhuǎn)換工裝固定:將上步壓制的半成品從工裝內(nèi)取出裝入成型定位工裝中,注意將彈簧針突出的一側(cè)向外(參見圖8-3)。
二次壓配:使用壓頭緩慢將彈簧針壓入安裝板中,此過程注意控制速度,壓配速度不大于0.4mm/S(參見圖8-4)。
成型找平:移動工裝,使用頭部截面尺寸更小的壓頭分區(qū)域?qū)ι喜揭殉尚偷漠a(chǎn)品的彈簧針進行壓鉚。此過程必須保證每根針都受到至少兩次的壓鉚。
關鍵工序過程裝配效果如下圖8所示:
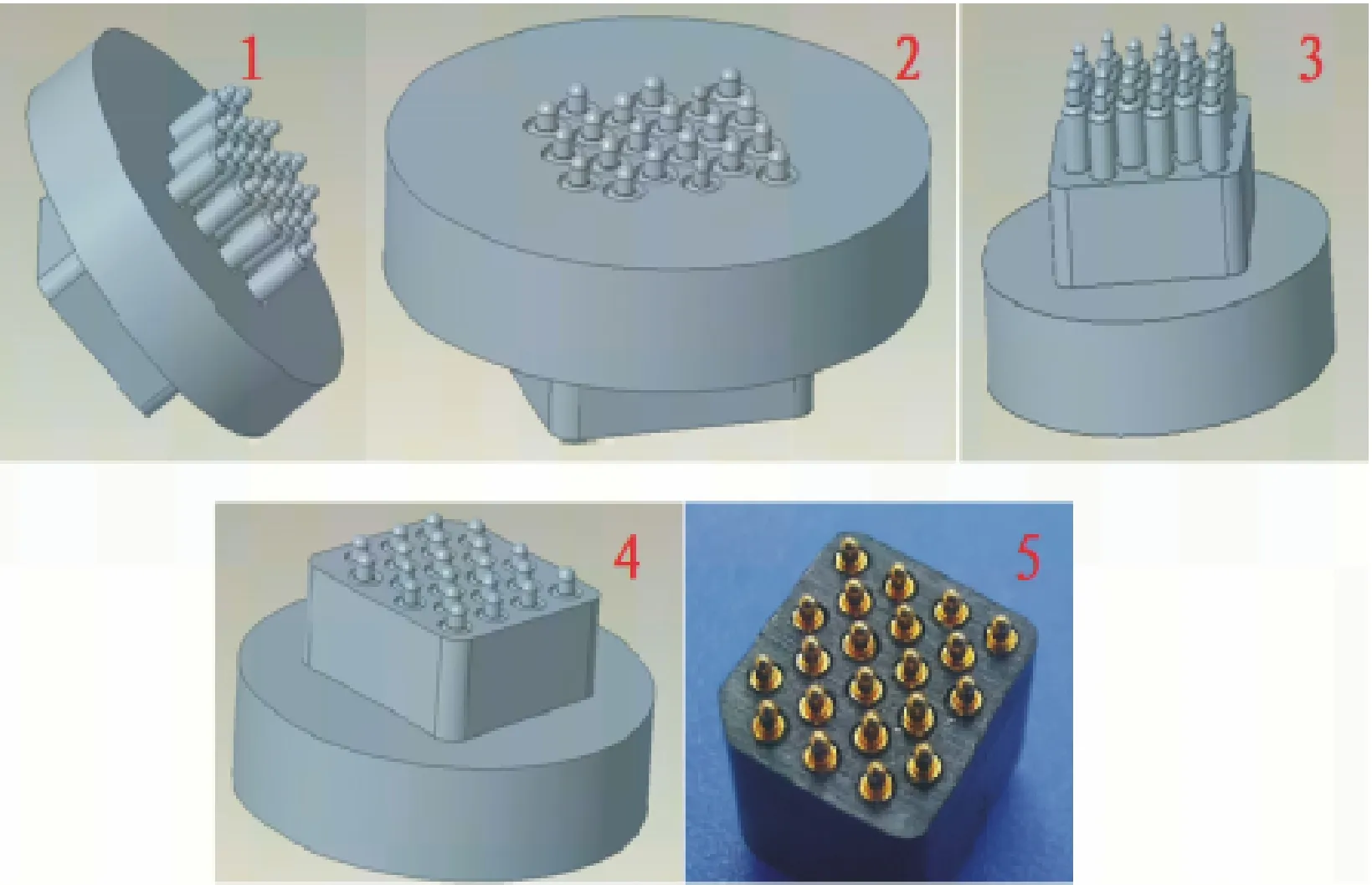
圖8 關鍵工序裝配效果
3.2 裝配過程質(zhì)量控制
根據(jù)產(chǎn)品裝配過程中出現(xiàn)的諸多問題,將易出現(xiàn)的問題進行匯總。以下問題涵蓋裝配過程各個工序,具體問題匯總?cè)缦拢?/p>
1、安裝板開裂;
2、鍍層脫落;
3、彈簧針頂端破損。
對于安裝板開裂的情況,導致出現(xiàn)問題的原因有如下兩點:
1、注塑時溫控有問題,造成安裝板表面有明顯的熔接線,破裂處大都出現(xiàn)在熔接線處。
2、壓配過程中速度較快,導致安裝板內(nèi)部開裂。以上問題通過調(diào)整裝配時的壓配速度和提高安裝板表面質(zhì)量兩方面來提升合格率。
鍍層脫落的原因在作業(yè)過程中鉚頭與彈簧針之間過度擠壓造成針管收口處鍍層剝離基體。可通過調(diào)整工裝材質(zhì)和減緩壓配速度等方面進行控制。
頂端破損也是由于壓配過程中鉚頭未完全覆蓋全部彈簧針,造成壓配過程中鉚頭與部分彈簧針局部接觸,鉚壓過程中針頭受力不均造成針管擠壓過度,出現(xiàn)破損。
4 產(chǎn)品測試
產(chǎn)品的電氣性能指標的測試包括耐壓、絕緣電阻、接觸電阻、壽命等方面。由于產(chǎn)品外形尺寸較小,測試過程中不易手持,因此需工裝夾具配合測試,工裝的設計充分考慮產(chǎn)品測試的需要,一種工裝能兼顧多種測試需求。
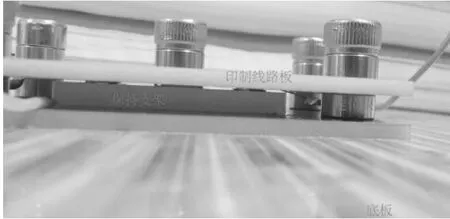
圖10 測試工裝
本產(chǎn)品測試工裝包括底板、印制線路板(上下兩塊)、定位塊、保持支架等幾個關鍵部分。幾部分裝配完成后即可支持振動試驗,又支持壽命試驗。將一塊印制板移除后又可實現(xiàn)絕緣電測試和耐電壓測試。
使用LW2672B型耐壓測試儀對產(chǎn)品進行測試所有樣品均滿足耐壓100V要求,使用TH2681A絕緣電阻測試儀,所有樣品均滿足1000MΩ要求。
裝配好的產(chǎn)品,不便于對單根針進行彈力測試。獨立的彈簧針測試彈力不能模擬使用環(huán)境。因此在對彈力測試時我們對整個連接器進行測試,通過設定行程確保彈簧針均在規(guī)定工作高度內(nèi)。試驗共設定10組(使用山度AX-003-1型數(shù)顯壓力測試機進行測試),實驗結(jié)果如下表1所示:
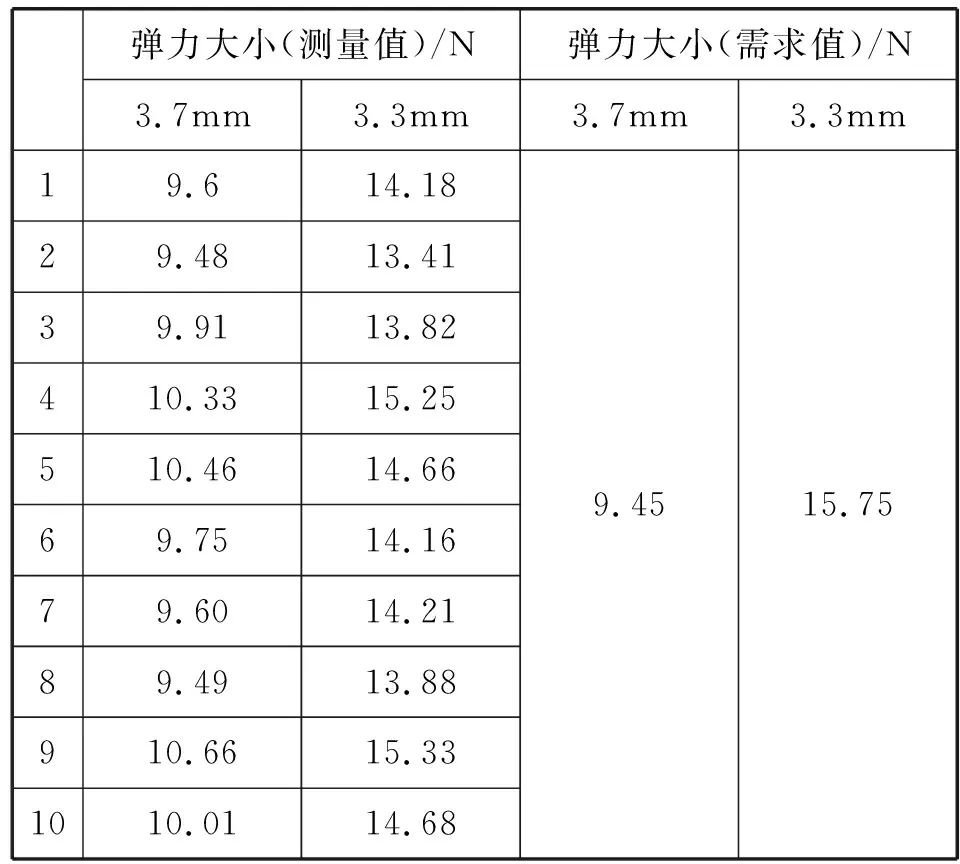
表1 連接器彈力測試結(jié)構
分析上表實測數(shù)據(jù),結(jié)合設計需求彈力大小。實測值基本都符合要求值,表明該彈性連機器設計彈力大小滿足試驗需求。
5 結(jié)束語
彈性連接器憑借彈簧針自身的伸縮性實現(xiàn)系統(tǒng)間電信號的連通。無需安裝、無需插拔易于更換。越來越多的應用在軍事、航空航天等領域。
以上為一種小型多芯高密度彈性連接器的設計及裝配制造過程。從產(chǎn)品設計到總裝整個環(huán)節(jié)的過程。根據(jù)設計、制造、及裝配過程中遇到的問題給出一定的解決方案。可為同類產(chǎn)品的發(fā)展提供一定的參考,對于更高密度、更小尺寸的彈性連接器的設計提供一定的思路。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
