電氣自動化技術(shù)在熱收縮膜邊封包裝機中的應(yīng)用研究
2022-04-29 14:15:58賴國華
電氣傳動自動化 2022年2期
賴國華
(甘肅鋼鐵職業(yè)技術(shù)學(xué)院,甘肅 嘉峪關(guān) 735100)
由于受到產(chǎn)業(yè)規(guī)模以及技術(shù)水平的限制,國內(nèi)有關(guān)全自動熱收縮膜包裝機的研究尚處于起步階段,外國制造商制造的同類型設(shè)備占據(jù)主導(dǎo)地位,國內(nèi)此類產(chǎn)品結(jié)構(gòu)設(shè)計較為簡單,運行速度較慢,精度較低,無法滿足實際生產(chǎn)需求。進口的全自動熱收縮膜包裝機工作效率可以穩(wěn)定在130包/min,可以連續(xù)工作,而國產(chǎn)設(shè)備工作效率僅為60包/min,無法連續(xù)工作。為了提升國產(chǎn)包裝機的競爭力,設(shè)計人員嘗試開發(fā)一款效率高、精度高、可持續(xù)工作的連續(xù)式熱收縮膜邊封包裝設(shè)備。
1 熱收縮膜邊封包裝機電氣系統(tǒng)配置
研究人員以7臺伺服驅(qū)動裝置作為基礎(chǔ),選擇一個搭載PLC集成模塊的運動控制裝置,作為上位控制器。此外,該設(shè)備還搭載了運動控制總線,并利用帶有人機交互界面的HMI作為該裝置的輸入設(shè)備,該設(shè)備中全部IO控制點均布置在內(nèi)嵌PLC芯片的運動控制裝備上,并沒有設(shè)計遠程IO控制裝置[1]。
該設(shè)備中,依靠以太網(wǎng)連接運動控制裝置以及HMI,在提高數(shù)字信息傳播效率的同時,盡可能避免出現(xiàn)數(shù)據(jù)丟包問題,提升信息傳輸?shù)姆€(wěn)定性。7臺伺服驅(qū)動裝置借助SERCOSⅢ總線與運動控制裝置相連,目前工業(yè)領(lǐng)域中,同步實時總線的速度可以得到100M/s,因此在本設(shè)計中,工作人員選擇速度為100M/s的總線,提升包裝機的工作效率以及做工精度(如圖1所示)[2]。

圖1 熱收縮膜邊封包裝機電氣系統(tǒng)結(jié)構(gòu)圖
1.1 運動控制裝置
通常情況下,內(nèi)嵌PLC控制芯片的運動控制裝置,其內(nèi)部的Motion運動功能與邏輯算法的控制相互分離。例如很多日系PLC控制模塊,就是采用卡板的方式,根據(jù)實際需求將對應(yīng)的PLC卡板插入對應(yīng)的卡槽,實現(xiàn)對于設(shè)備的自動化控制。這種設(shè)計方式的局限性在于不同的PLC模塊之間無法實現(xiàn)數(shù)據(jù)的互聯(lián)與共享,需要在PLC模塊內(nèi)部進行數(shù)據(jù)的交換與運算,效率較低。
因此,工作人員為了提升包裝機精度,選擇集成運動控制功能與PLC自動化控制功能的運動控制裝置(如圖2所示)。該裝置搭載SERCOSⅢ型控制總線,同時搭載以太網(wǎng)接口,實現(xiàn)與HMI以及上位機的實時數(shù)據(jù)傳輸。在軟件方面,該設(shè)備設(shè)計了符合CoEdSys標(biāo)準(zhǔn)的系統(tǒng),方面編程人員根據(jù)實際生產(chǎn)需求進行包裝加工程序的編輯工作。此外,該程序兼容SFC時序圖、ST文本以及LD梯形圖等多種基礎(chǔ)的編程語言,使得工作人員能夠快速上手,選擇自己熟悉的編程方式[3]。
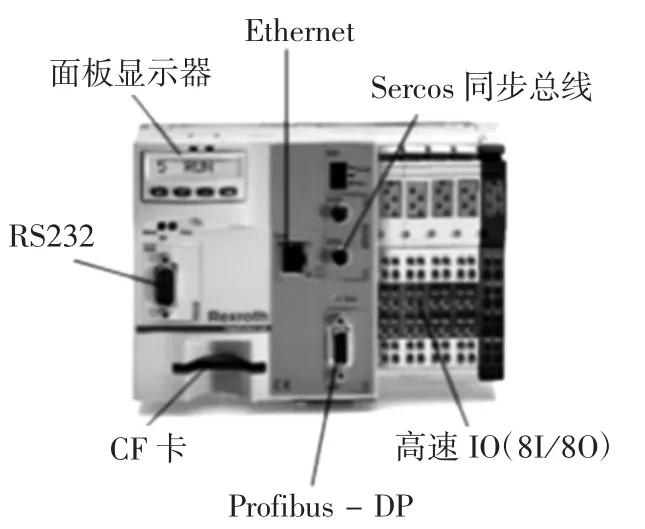
圖2 運動控制裝置結(jié)構(gòu)圖
通過分析圖2可以發(fā)現(xiàn),該運動控制裝置的Ethenet接口(以太網(wǎng)接口)主要作用是與上位機進行數(shù)據(jù)傳輸,并獲得獨立的IP地址。Sercos同步總線負責(zé)與處于下位的伺服驅(qū)動裝置相連,控制伺服驅(qū)動電機工作。RS232接口負責(zé)對包裝機工作過程中突然出現(xiàn)的故障進行及時的診斷,并將診斷報告?zhèn)魉椭辽衔粰C以及HMI交互界面[4]。Profibus-DP端口主要負責(zé)連接各種拓展設(shè)備,增加運動控制裝置的功能。日后在實際生產(chǎn)過程中,如果包裝機需要與其他機器進行連接,可以利用該端口實現(xiàn)數(shù)據(jù)在不同設(shè)備之間的快速傳輸。此外,該運動控制裝置還搭載了一塊液晶屏幕,操作人員可以通過該屏幕,直觀的了解運動控制裝置的實時工作狀態(tài),通過為該裝置綁定IP的方式,使運維人員能夠快速鎖定故障部位,提升后期運維工作效率。
運動控制器上搭載的CF卡槽有多種用途,插入CF卡之后可以實現(xiàn)對于運動指令以及設(shè)備運行邏輯程序的存儲,并對控制裝置的各項參數(shù)進行記錄。傳統(tǒng)的運動控制裝置并沒有搭載CF卡槽,如果在工作過程中運動控制裝置突然受損或者失效,其內(nèi)部的邏輯控制程序以及各項工作參數(shù)就會丟失,無法及時恢復(fù)生產(chǎn)。而采用帶有CF卡槽的運動控制器就可以避免該問題,如果控制器受損,只要CF卡未被損壞,只需要更換同類型的運動控制器,插入CF卡之后就可以立刻恢復(fù)生產(chǎn)。
1.2 HMI界面
設(shè)計熱收縮膜邊封包裝機的電氣自動化系統(tǒng)時,設(shè)計人員為其加裝了一套可觸摸HMI設(shè)備。借助該設(shè)備,工作人員可以直觀讀取包裝機運行參數(shù),以及各項輔助設(shè)備的實時狀態(tài),通過點擊HMI交互界面上的選擇按鈕,就可以實現(xiàn)對于生產(chǎn)流程以及設(shè)備參數(shù)的調(diào)控。其優(yōu)勢主要體現(xiàn)在以下幾個方面:①操作簡便。可視化的操作系統(tǒng),讓工作人員可以快速讀取有用的信息,節(jié)省人機交互時間。②縮小操作臺體積。采用HMI設(shè)備后,利用虛擬按鍵代替?zhèn)鹘y(tǒng)的實體按鈕,能夠顯著縮小操作臺的體積,使得該設(shè)備能夠在更為復(fù)雜的生產(chǎn)車間中得到推廣。③減少編程量。傳統(tǒng)的HMI操作界面要讓屏幕中的虛擬按鍵以及對話框起作用,編程人員需要事先對按鈕以及對話框進行程序設(shè)計,如果設(shè)備功能復(fù)雜則需要很多HMI界面,每一個界面中都包含著大量具有特定功能的按鈕,編程人員需要逐一設(shè)計程序,工作流程非常繁瑣,且工作量巨大。而采用觸摸屏HMI界面,可以在不借助任何外部輸入設(shè)備的情況下,實現(xiàn)人機交互,省去了大量編程工作[5]。
2 熱收縮膜邊封包裝機伺服運動設(shè)計
工作人員為包裝機配備了7臺伺服電機以及配套的驅(qū)動裝置,每一個伺服電機均具有獨立的動作邏輯以及運行參數(shù)。在實際工作中,除了7臺伺服電機實物,該系統(tǒng)還搭載了4個虛擬軸,內(nèi)嵌于運動控制裝置的運動邏輯框架中,其作用是協(xié)調(diào)軸與軸之間的動作,令包裝機能夠?qū)崿F(xiàn)一些復(fù)雜的加工動作,提升加工精度(如圖3所示)[6]。
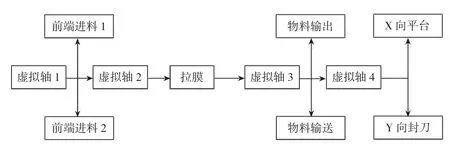
圖3 伺服軸主從結(jié)構(gòu)
2.1 虛擬軸1
對于整臺包裝機電氣自動化系統(tǒng)而言,虛擬軸1是該系統(tǒng)的主軸,其他虛擬抽以及各項設(shè)備的運動,都要與虛擬軸1保持協(xié)調(diào)。與傳統(tǒng)的實體軸相比,虛擬軸可控制性更高,其原因在于虛擬軸存在于運動控制裝置內(nèi)部,以虛擬的狀態(tài)存在,實際工作中不會受到外界因素的影響,因此可以長時間保持穩(wěn)定運行的狀態(tài),能夠有效提升主軸的精度,對于功能復(fù)雜且擁有眾多從屬軸的設(shè)備而言,主軸的穩(wěn)定轉(zhuǎn)動能夠有效減少從屬軸工作誤差,提升整臺設(shè)備的控制精度。
2.2 前端進料1
該軸是整套系統(tǒng)中第一個實體軸,主要負責(zé)進料工作,通過進料1實體軸,將前一個生產(chǎn)模塊產(chǎn)品與物料輸送至包裝機操作平臺。同時,進料軸1也是整臺設(shè)備關(guān)鍵的執(zhí)行軸。進料1采用同步行進模式,需要與主軸(虛擬軸1)保持同步動作[7]。需要注意的是,主軸與進料軸在位置關(guān)系上,要根據(jù)產(chǎn)品的尺寸以及規(guī)格進行靈活調(diào)整,傳統(tǒng)的包裝操作平臺,需要通過人工調(diào)整的方式處理長度不同的產(chǎn)品、物料,無法實現(xiàn)連續(xù)包裝。而搭載了電氣自動化系統(tǒng)的包裝機,借助工業(yè)照相機確定伺服電機的位置,同時計算相鄰待包裝產(chǎn)品之間的距離,將實際距離與系統(tǒng)中設(shè)定的距離值進行對比,如果實際距離值與設(shè)定值不符,則自動進行理料,確保相鄰待包裝產(chǎn)品之間的距離與設(shè)定距離值相等。
2.3 前端進料2
前端進料2也是實體軸,但其功能與前端進料1存在顯著差異,其主要作用是將虛擬軸1傳送來的待包裝商品傳遞到下一個加工步驟。進料2也采用同步運動模式,但其間距設(shè)計要在進料1的基礎(chǔ)上,再增加一個產(chǎn)品長度,與伺服軸相連的傳動輥周長,以及產(chǎn)品尺寸,決定了虛擬軸1與進料2的位置關(guān)系。由于多出了一個產(chǎn)品長度,因此在實際工作中,進料2的轉(zhuǎn)動長度要大于進料1,為了保持傳動工作平穩(wěn)進行,進料2實體軸的轉(zhuǎn)速要快于進料1,通過這種方式將相鄰的待包裝產(chǎn)品分開,在不出現(xiàn)打滑或者異常振動的情況下,依靠兩個實體軸的轉(zhuǎn)速差,就可以確保相鄰待打包產(chǎn)品之間的距離等于設(shè)定值,為后期收縮膜切封工作的穩(wěn)定進行奠定基礎(chǔ)。
2.4 虛擬軸2
虛擬軸2的主要用途是清除包裝加工生產(chǎn)線上的空包,待包裝產(chǎn)品經(jīng)過進料2運送至拉膜工作單元的過程中,可能會出現(xiàn)空包問題。產(chǎn)生這一問題的原因是兩個進料口不間斷輸送產(chǎn)品至包裝操作平臺,但是無法保證上一個工序生產(chǎn)的產(chǎn)品不會出現(xiàn)缺損,如果不對空包進行及時處理,會浪費大量的包裝材料。此外,空包一旦被包膜切封,很容易混在商品中被轉(zhuǎn)運至庫房,導(dǎo)致實際生產(chǎn)數(shù)量少于合同要求,對企業(yè)的經(jīng)濟效益以及聲譽造成負面影響,因此需要利用虛擬軸2剔除空包。工作人員在進料2與虛擬軸之間安裝工業(yè)照相機,采用凸輪同步的方式運行,根據(jù)實際情況自動調(diào)整凸輪運動曲線,確保凸輪的轉(zhuǎn)動與主軸保持一致[8]。
該系統(tǒng)配備了兩種不同的凸輪曲線,第一種凸輪曲線是按照1:1的比例設(shè)定虛擬軸1與虛擬軸2的位置,將凸輪曲線的斜率調(diào)整為1,確保在正常狀態(tài)下,待包裝貨物能夠順利從主軸傳遞至從屬軸。第二種凸輪曲線是在確保虛擬軸1與虛擬軸2位置比例1:1的基礎(chǔ)上,將虛擬軸2的位置控制在0,即停止虛擬軸2的轉(zhuǎn)動,通過這種方式避免將空包傳遞至拉膜環(huán)節(jié),進而實現(xiàn)空包過濾效果。
2.5 拉膜
拉膜軸為實體軸,其主要作用是進行拉膜動作,通過該軸將處于卷放狀態(tài)的包裝膜拉出,在產(chǎn)品行進過程中將包裝膜覆蓋在產(chǎn)品表面。實際工作中,拉膜軸要根據(jù)實際情況選擇運行或者停止,如果出現(xiàn)空包或者沒有產(chǎn)品就要及時停止拉膜動作,等工業(yè)相機檢測到產(chǎn)品時再繼續(xù)進行拉膜動作。從位置關(guān)系上看,拉膜軸的主軸為虛擬軸2,因此在布置拉膜軸位置的時候,需要確保其與虛擬軸2同步。
2.6 虛擬軸3
虛擬軸3的功能是改變拉膜軸的位置,實際工作中,拉膜軸行進軌跡并不固定,需要根據(jù)產(chǎn)品長度以及空包等情況靈活調(diào)整。但是作為下層從軸的主軸,拉膜軸的周期長度要保持固定,如果周期不固定,下層從屬軸的位置比例以及凸輪曲線就無法確定。因此,通過虛擬軸3對拉膜軸進行360°旋轉(zhuǎn),再將調(diào)整好的位置參數(shù)傳輸至下層從屬軸,確保無論產(chǎn)品長度是否改變,拉膜軸經(jīng)過一個周期的運動重新回到初始位置。
2.7 物料輸送
物料輸送軸的主要功能是將覆蓋好包裝膜的產(chǎn)品傳送至X平臺,物料輸送軸的主軸是虛擬軸3,要根據(jù)間隔比例確定物料輸送軸位置。本次設(shè)計中,由于物料輸送軸位置比例與拉膜軸位置比例相同,因此考慮到設(shè)備成本以及后期運維等因素,將該步驟省略,產(chǎn)品在經(jīng)過拉膜環(huán)節(jié)之后,直接送入X平臺。
2.8 虛擬軸4
實際開展包裝工作過程中,安裝在前端進料2部位的工業(yè)相機與切刀之間的距離是固定的數(shù)值,但是產(chǎn)品的長度經(jīng)常發(fā)生變化,想要確保切刀下落時處于相鄰兩個產(chǎn)品的中間位置,就要在產(chǎn)品傳送至X平臺且未進行切封時,利用虛擬軸4進行主軸偏置,使得產(chǎn)品在X平臺與切刀中間做小范圍的平移[9]。
2.9 物料輸出
物料輸出軸的主要功能,除了將包裝完畢的產(chǎn)品送離生產(chǎn)線,還要確保切刀在合適的位置下刀。產(chǎn)品包裹包裝膜運送至X平臺之后,其表面的薄膜處于緊繃狀態(tài),薄膜的周長與周期產(chǎn)品的長度相等,如果不對封刀位置進行調(diào)整直接切封,就會出現(xiàn)包裝膜破損問題,同時產(chǎn)品受到薄膜的拉扯,也會出現(xiàn)一定程度的位移(如圖4所示)[10]。
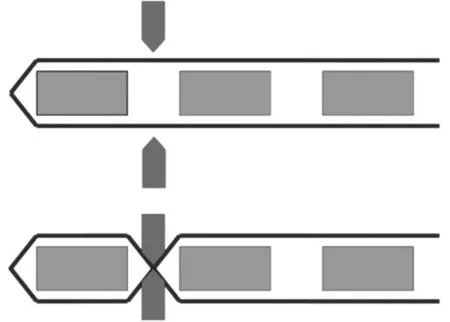
圖4 切封示意圖
為了避免這一問題,需要利用物料輸出軸,在切刀下落進行封口動作之前,縮進一小段距離,延長產(chǎn)品包裝膜的長度,當(dāng)切刀落下之后僅會封住封口,不會出現(xiàn)拉扯包裝膜的情況。
3 結(jié)論
為了解決國產(chǎn)熱收縮膜邊封包裝機工作效率低、無法連續(xù)工作的問題,本文嘗試設(shè)計一種依托于電子自動化系統(tǒng)的新型熱收縮膜邊封包裝機,利用配備的電子顯示屏以及CF卡槽的運動控制裝置連接7臺伺服電機,并配置HMI人機交互裝置,提升包裝機的可操控性以及自動化水平。通過對主軸、進料口、拉膜、出料口的設(shè)計,確保包裝機伺服運動的合理性,為提升包裝封口自動化水平提供幫助。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
Coco薇(2015年1期)2015-08-13 02:23:50
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
玩具(2009年10期)2009-11-04 02:33:14