Cr-V-Al微合金化SWRH82B鋼生產(chǎn)工藝研究
2022-04-27 08:00:26白澈力格爾王忠偉牟貝成
天津冶金 2022年2期
關(guān)鍵詞:力學(xué)性能
白澈力格爾,王忠偉,牟貝成,博 宇
(天津榮程聯(lián)合鋼鐵集團(tuán)有限公司,天津 300352)
0 引言
SWRH82B 是日系標(biāo)準(zhǔn)的高強(qiáng)度預(yù)應(yīng)力鋼絞線盤條用鋼,所生產(chǎn)的預(yù)應(yīng)力鋼絞線主要用于高層建筑和大型橋梁等的結(jié)構(gòu),要求抗拉強(qiáng)度≥1100MPa,斷面收縮率≥25%,因此對(duì)鋼質(zhì)的化學(xué)成分、純凈度以及組織結(jié)構(gòu)要求非常高。由于市場(chǎng)對(duì)SWRH82B預(yù)應(yīng)力鋼絞線使用性能的要求不斷提高,對(duì)SWRH82BΦ13mm 盤條抗拉強(qiáng)度的要求已超過了1180MPa,目前天津榮程聯(lián)合鋼鐵集團(tuán)有限公司(后稱榮程鋼鐵)采用JIS G3506 日系標(biāo)準(zhǔn)生產(chǎn)的SWRH82BΦ13mm 盤條已無法滿足市場(chǎng)需求。因此,在現(xiàn)有標(biāo)準(zhǔn)的基礎(chǔ)上開展微合金強(qiáng)化工藝研究是有必要的,這是進(jìn)一步提高SWRH82BΦ13mm 盤條抗拉強(qiáng)度的有效途徑。
為了應(yīng)對(duì)SWRH82B 硬線鋼盤條日益苛刻的市場(chǎng)要求,榮程鋼鐵開展了硬鋼線材微合金強(qiáng)化工藝的研究。本文對(duì)SWRH82B鋼成分微合金強(qiáng)化工藝進(jìn)行了分析,介紹了SWRH82B 鋼的生產(chǎn)工藝控制要點(diǎn),并對(duì)Cr-V-Al 微合強(qiáng)化后生產(chǎn)的SWRH82B鋼的質(zhì)量進(jìn)行了檢測(cè)分析。
1 SWRH82B生產(chǎn)工藝簡(jiǎn)介
榮程鋼鐵煉鋼系統(tǒng)配備有3 座120 噸頂?shù)讖?fù)吹轉(zhuǎn)爐、4 座LF 爐、1 座VD 爐、1 臺(tái)六機(jī)六流Φ250mm圓坯連鑄機(jī),于2015 年引進(jìn)了新日鐵中包等離子加熱設(shè)施,該設(shè)施可實(shí)現(xiàn)連鑄低過熱度恒溫澆注;高速線材軋鋼系統(tǒng)配備的是美國摩根六代軋機(jī),處于世界領(lǐng)先水平。榮程鋼鐵在預(yù)應(yīng)力鋼絞線盤條生產(chǎn)領(lǐng)域有著豐富的經(jīng)驗(yàn)和技術(shù)積累,在當(dāng)前天津鋼絞線市場(chǎng)中,產(chǎn)品處于領(lǐng)軍地位。榮程鋼鐵在預(yù)應(yīng)力鋼絞線用盤條生產(chǎn)技術(shù)方面有著獨(dú)到的經(jīng)驗(yàn),其中轉(zhuǎn)爐終點(diǎn)控制技術(shù)、精煉渣系調(diào)整及夾雜物脫除技術(shù)、鑄坯偏析控制技術(shù)等均處于行業(yè)領(lǐng)先水平。
目前榮程鋼鐵SWRH82B預(yù)應(yīng)力鋼絞線用盤條的生產(chǎn)工藝為:120 噸轉(zhuǎn)爐→LF 精煉→VD 真空精煉→Φ250mm 連鑄圓坯(結(jié)晶器電攪和末端電攪)→鑄坯緩冷→高速線材軋制→斯太爾摩空冷。
2 SWRH82B微合金化生產(chǎn)工藝控制
2.1 化學(xué)成分微合金化控制
目前的JIS G3506 日系標(biāo)準(zhǔn)無法滿足市場(chǎng)需求,因此需要在此標(biāo)準(zhǔn)的基礎(chǔ)上研發(fā)硬線鋼微合金強(qiáng)化工藝,如:Cr-V-Al 微合金強(qiáng)化等。SWRH82B鋼Cr-V-Al 成分微合金化成分控制要求如表1 所示,力學(xué)性能控制要求如表2所示。

表1 SWRH82B鋼的化學(xué)成分控制

表2 SWRH82B鋼的力學(xué)性能控制
V 微合金化強(qiáng)化可有效阻止奧氏體晶粒的長(zhǎng)大,細(xì)化晶粒的同時(shí)可以降低貝氏體、馬氏體出現(xiàn)的幾率。
Cr 微合金強(qiáng)化可使SWRH82B 鋼CCT 曲線向右上移動(dòng),從而細(xì)化珠光體片層間距,易形成索氏體組織,從而提高鋼材強(qiáng)度[1]。
Al 微合金強(qiáng)化與鋼水中所形成的AlN 有關(guān),AlN在鋼水中飽和時(shí)鋼中Al含量為0.020%,具有顯著的細(xì)化晶粒作用,從而提高鋼材的強(qiáng)度和塑性。但Al脫氧能力較強(qiáng),易形成Al2O3夾雜,影響鋼材的性能,因此對(duì)鋼水冶煉、精煉、鈣處理、連鑄保護(hù)澆注等工藝操作要進(jìn)行嚴(yán)格把控,避免鋼水中的Al二次氧化。
2.2 煉鋼生產(chǎn)工藝控制要點(diǎn)
2.2.1 轉(zhuǎn)爐工序
轉(zhuǎn)爐采取高拉碳出鋼:要求出鋼時(shí)C>0.15%,P≤0.012%,溫度≥1580℃,減少補(bǔ)吹現(xiàn)象,爐渣堿度要求3.0~3.8。
轉(zhuǎn)爐出鋼過程合金加入順序:人造石墨→硅錳合金、硅鐵、高碳鉻鐵、鋁條→白灰。鋁條加入量為0.8~1.0kg/t,視轉(zhuǎn)爐終點(diǎn)C含量情況適當(dāng)調(diào)節(jié)。
2.2.2 LF爐工序
LF 爐采取微正壓操作,嚴(yán)格控制鋼包底吹A(chǔ)r量,避免鋼水裸露導(dǎo)致Al 二次氧化。渣料加入量≥800kg,堿度要求3.0~4.5,渣中FeO+MnO<1.0%。調(diào)成分采取窄成分控制模式,使用碳線進(jìn)行微調(diào)鋼水C 含量,并均勻鋼水中C 含量。形成白渣后少量勤弱脫氧,全程白渣精煉。處理結(jié)束后進(jìn)行鈣處理,Ca/Al=0.09~0.13,軟吹時(shí)間保持15min以上。
2.2.3 VD爐工序
VD 爐真空度達(dá)到0.5 托以下,然后高真空度保持時(shí)間≥15min,總真空時(shí)間≥20min,真空處理前期氬氣壓力0.2~0.4MPa,真空處理后期氬氣壓力0.4~0.6MPa。
2.2.4 連鑄工序
連鑄采取中間包等離子加熱工藝,實(shí)現(xiàn)恒溫、恒拉速和低過熱度穩(wěn)定澆注。連鑄澆注斷面為Φ 250mm 的圓坯,恒拉速1.1m/min,穩(wěn)定過熱度在15±3℃。采用首末端電磁攪拌工藝,結(jié)晶器電磁攪拌(單項(xiàng))參數(shù)3Hz、450A,末端電磁攪拌(單項(xiàng))參數(shù)10Hz、500A。
2.3 軋制生產(chǎn)工藝控制要點(diǎn)
為滿足所需要的組織和性能,對(duì)SWRH82BΦ 13mm 盤條軋制溫度控制參數(shù)進(jìn)行了優(yōu)化調(diào)整。SWRH82BΦ13mm 盤條鋼的軋制溫度參數(shù)如3 所示。SWRH82BΦ13mm 盤條實(shí)際軋制過程中,相變區(qū)溫度參數(shù)控制情況如圖1所示。
由圖1 可以看出,從吐絲機(jī)至6#風(fēng)機(jī)尾部,盤條溫度從870℃降至610℃,由于高溫?zé)彷椛浼帮L(fēng)機(jī)強(qiáng)冷的對(duì)流傳熱,盤條溫度下降較快,冷卻速率達(dá)到11.0℃/s。在7~9#風(fēng)機(jī)處,盤條發(fā)生劇烈相變,由于相變潛熱的釋放,盤條回溫至最高642℃,此區(qū)間的相變放熱與風(fēng)機(jī)強(qiáng)冷的散熱達(dá)到熱平衡,隨后相變逐漸減弱,在風(fēng)機(jī)冷卻的作用下,溫度逐步降低,在14#風(fēng)機(jī)后,盤條溫度降至596℃。

圖1 相變區(qū)溫度控制情況

表3 SWRH82BΦ13mm盤條軋制溫度控制參數(shù)
3 質(zhì)量檢驗(yàn)與分析
3.1 化學(xué)成分控制情況
通過對(duì)200爐SWRH82B熱軋盤條進(jìn)行取樣分析,化學(xué)成分情況如表4 所示。由表4 可以看出,SWRH82B 化學(xué)成分控制采取窄成分控制,盤條C含量波動(dòng)±0.015%、Si含量波動(dòng)±0.015%、Mn含量波動(dòng)±0.015%、Cr 含量波動(dòng)±0.01%、V 含量波動(dòng)±0.001%、Al含量波動(dòng)±0.0045%。
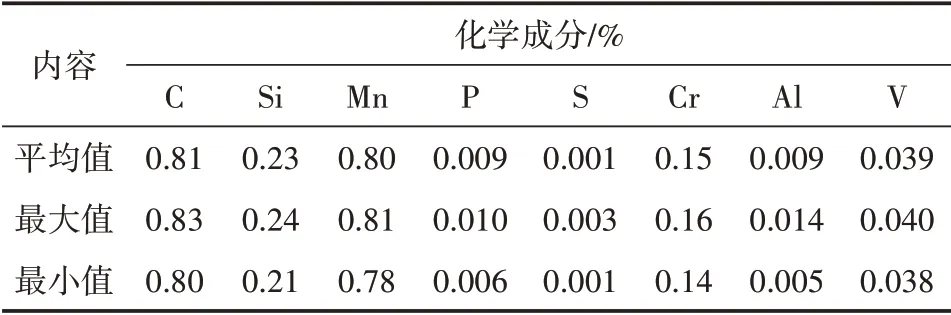
表4 SWRH82B鋼的盤條化學(xué)成分
3.2 力學(xué)性能控制情況
對(duì)SWRH82B 鋼200 爐鑄坯軋制后的Φ13mm盤條力學(xué)性能檢測(cè)結(jié)果進(jìn)行統(tǒng)計(jì),統(tǒng)計(jì)情況如表5所示。由表5可以看出,SWRH82B 鋼經(jīng)過Cr-V-Al微合金強(qiáng)化后,其Φ13mm 熱軋盤條在線檢測(cè)平均抗拉強(qiáng)度達(dá)到1194MPa,平均斷面收縮率達(dá)到30%。 經(jīng)人工時(shí)效后,其平均抗拉強(qiáng)度為1200MPa,平均斷面收縮率為42%。

表5 SWRH82B盤條力學(xué)性能檢測(cè)結(jié)果
為準(zhǔn)確了解每卷熱軋盤條的力學(xué)性能的均勻性,對(duì)每卷盤條的前、中、后取樣分析力學(xué)性能,共計(jì)抽查15卷。利用Minitab 統(tǒng)計(jì)軟件對(duì)抗拉強(qiáng)度和斷面收縮率進(jìn)行統(tǒng)計(jì)分析,制Xbar-R 控制圖(子組平均值—子組極差值),體現(xiàn)同卷盤條力學(xué)性能的均勻性,具體情況如圖2所示。
由圖2 可以看出,同卷盤條平均抗拉強(qiáng)度為1196.98MPa,子組間平均極差值為14.93MPa;同卷盤條平均斷面收縮率為31.022%,子組間平均極差值為3.4%。子組間的平均值和極差值的分布都在上控制限UCL 和下控制限LCL 范圍內(nèi),表明同卷力學(xué)性能較穩(wěn)定且均勻,符合該鋼種力學(xué)性能控制標(biāo)準(zhǔn)。
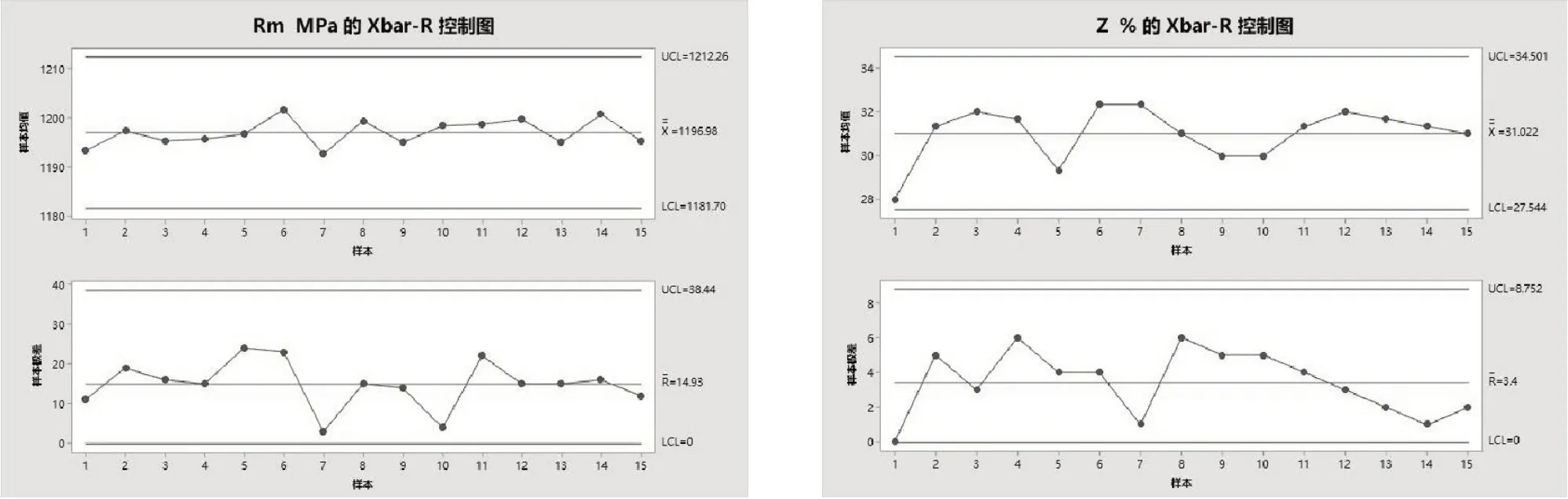
圖2 抗拉強(qiáng)度和斷面收縮率Xbar-R控制圖
3.3 非金屬夾雜物檢測(cè)
表6 為SWRH82B 鋼非金屬夾雜物統(tǒng)計(jì)情況。由表6 可以看出,通過對(duì)SWRH82B 鋼冶煉、精煉、鈣處理、連鑄保護(hù)澆注等操作工藝的優(yōu)化調(diào)整和嚴(yán)格把控,其熱軋盤條非金屬夾雜物類型和等級(jí)符合該鋼種的控制標(biāo)準(zhǔn)。但由于Al是強(qiáng)脫氧劑,冶煉過程中易產(chǎn)生點(diǎn)狀的Al2O3夾雜物,雖然在冶煉過程中做好相關(guān)防護(hù)措施,但鋼水中仍存在B 類(氧化鋁類)細(xì)系夾雜物,B類細(xì)系夾雜形貌如圖3所示。

圖3 B類細(xì)系夾雜

表6 SWRH82B鋼的盤條非金屬夾雜物檢測(cè)結(jié)果
因此,SWRH82B 鋼在爐外精煉過程中應(yīng)盡可能避免鋼水裸露,并延長(zhǎng)軟吹時(shí)間,提高Al2O3夾雜物的上浮;在開澆時(shí)對(duì)中間包進(jìn)行氬氣吹掃,澆注過程做好大包套管的氬氣保護(hù)和中間包的密封套圈的維護(hù)工作,避免澆注過程中鋼水與空氣接觸發(fā)生Al燒損,產(chǎn)生Al2O3夾雜物,影響鋼水純凈度。
3.4 高倍組織
對(duì)SWRH82B 鋼進(jìn)行高倍組織檢測(cè),檢測(cè)結(jié)果如表7、圖4、圖5所示。
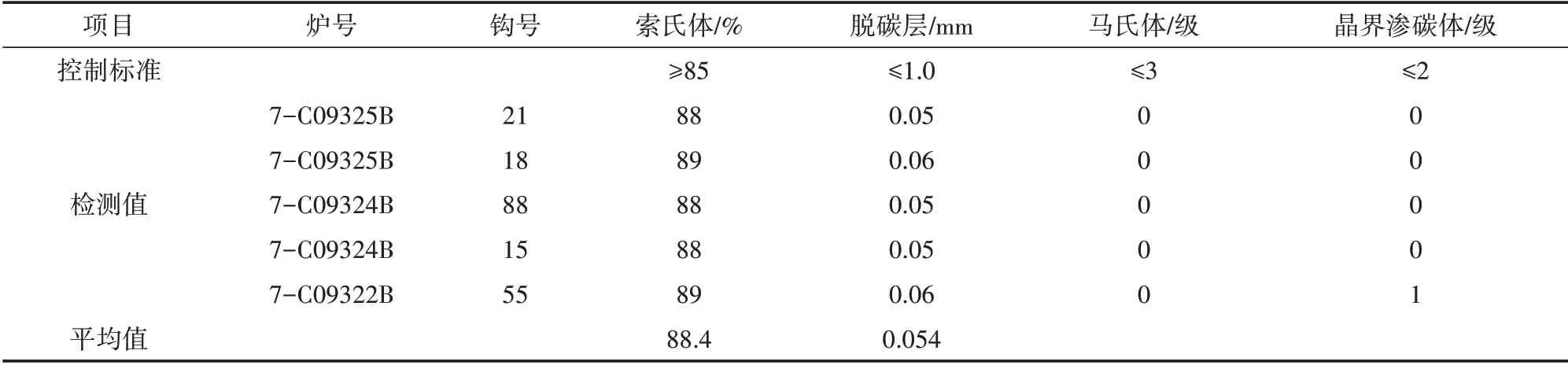
表7 SWRH82B盤條高倍組織檢測(cè)結(jié)果
圖4 晶粒度
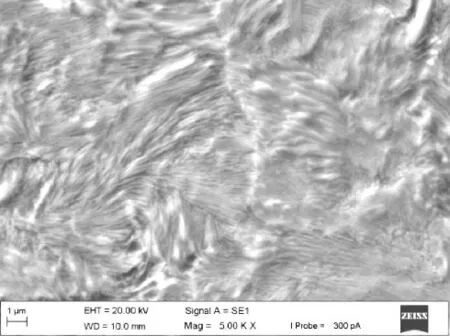
圖5 珠光體片層間距
由上述檢測(cè)結(jié)果可以看出,Cr-V-Al 微合金化強(qiáng)化后的SWRH82B鋼熱軋盤條的金相組織符合該鋼種的控制標(biāo)準(zhǔn),晶粒度在7.5~8.0 級(jí),珠光體片層 間 距 在0.18~0.20μm。 研 究 表 明,影 響SWRH82B 鋼種拉拔性能的主要因素為珠光體片層間距,極限拉拔值最高時(shí)的珠光體片層間距在0.15~0.20μm[2],因此該鋼種盤條適合拉拔。
3.5 氣體含量分析
對(duì)SWRH82B 鋼進(jìn)行氣體含量分析。分析結(jié)果:氧含量9~26ppm,平均值為12.3ppm;氮含量25~40ppm,平均值為31.6ppm。
4 結(jié)語
實(shí)踐表明,通過對(duì)SWRH82B 鋼成分Cr-V-Al微合金化成分控制,以及對(duì)該鋼種冶煉、精煉、鈣處理、連鑄保護(hù)澆注等操作工藝的優(yōu)化調(diào)整和嚴(yán)格把控,所生產(chǎn)的Φ13mm 熱軋盤條力學(xué)性能完全能夠滿足預(yù)應(yīng)力鋼絞線的市場(chǎng)要求。
(1)轉(zhuǎn)爐采用高碳出鋼,LF爐嚴(yán)格執(zhí)行窄成分控制,碳線微調(diào)鋼水碳含量,保障了鋼水成分均勻,從而穩(wěn)定了盤條力學(xué)性能。盤條同卷平均抗拉強(qiáng)度為1196.98MPa,子組間平均極差值為14.93MPa;同卷平均斷面收縮率為31.022%,子組間平均極差值為3.4%。
(2)SWRH82B 鋼的Cr-V-Al 微合金化,有效細(xì)化晶粒的同時(shí),減小了珠光體片層間距,提高了SWRH82B 鋼Φ13mm 盤條的強(qiáng)度和塑性。盤條平均索氏體化率為88.4%、平均索氏體片層間距為0.20μm、平均抗拉強(qiáng)度為1200MPa、平均延伸率為11%、平均斷面收縮率42%,盤條力學(xué)性能達(dá)到工藝質(zhì)量需求。
(3)Al在鋼水中脫氧能力較強(qiáng),并且有細(xì)化晶粒作用。 通過將SWRH82B 鋼Al 含量提高至0.010%~0.040%后,盤條平均O含量達(dá)到12.3ppm,非金屬夾雜物中B 類細(xì)系夾雜≤0.5 級(jí),晶粒度達(dá)到7.5~8.0級(jí),珠光體片層間距在0.18~0.20μm。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(shù)(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學(xué)學(xué)報(bào)(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
