聚合物生物芯片微結構熱壓成型規律研究
2022-04-27 04:42:48宋滿倉劉軍山
模具工業 2022年4期
關鍵詞:變形
0 引 言
生物芯片是用于生物醫學信息檢測的重要產品,具有高度集成化、微型化和高效率等特點。隨著科學技術的發展,生物芯片所涉及的學科越來越廣泛,加工材料和成型方法也趨于多樣化、復雜化,LEE K等
使用注射壓縮成型的方法,在聚碳酸酯(PC)基板上成型了用于多重傳感應用的具有納米級微結構的生物芯片;王曉東等
采用熱壓印的方式在聚甲基丙烯酸甲酯材料(PMMA)上制作了微流控芯片的微通道,發現最佳的熱壓工藝參數取決于聚合物材料的流變特性;Y HANADA等
以含氟的CYTOP聚合物板為材料,使用激光燒蝕的方法成型微流體通道,并通過將2片COTYP材料粘合制作具有三維流體結構的生物芯片。
由于生物芯片成型難度大,PP材料激光燒蝕的熔融痕跡會影響微結構精度,熱壓成型能簡單快捷地使用流延聚丙烯(PP)薄膜成型生物芯片的反應腔微結構,同時也能保證其成型精度
。
生物芯片微結構的成型效果對芯片鍵合強度、微流體進液情況有重要影響,聚合物生物芯片熱壓成型過程中材料并未達到熔融狀態,并且反應腔微結構有類似于筒形件拉深成形的過程,這使微結構成型更加復雜。針對聚合物熱壓時微結構成型、材料填充等問題的研究也有待于完善,褚金奎等
使用ANSYS對聚合物的熱壓填充過程進行了仿真分析,并介紹了深寬比、占空比等對聚合物變形的影響;楊振洲
探究了微熱壓工藝對聚合物微結構尺寸效應、結構變形回彈等問題的影響因素;江沖等
對聚合物熱壓印過程進行有限元模擬分析,發現微結構的熱壓印是邊冷卻邊壓印,模具溫度對微結構成型精度起主要影響。目前微壓印的研究多集中于無定形材料,對于結晶聚合物的熱壓成型研究相對較少,現以結晶性聚丙烯薄膜為原材料的聚合物生物芯片反應腔微結構的熱壓成型過程進行研究,觀測微結構各區域尺寸變化以及填充成型效果,探究微結構熱壓成型機理,提高微結構成型精度,滿足后續試驗的要求。
1 聚合物生物芯片結構及成型原理
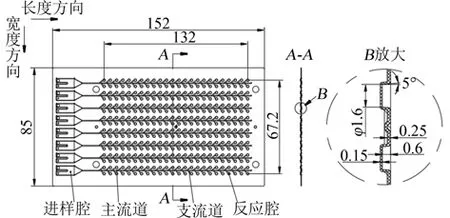
某生物芯片結構如圖1所示,主要用于生物樣品的醫學信息檢測,在保證各結構成型精度的同時,還要使芯片具備一定的透光性。芯片是在152 mm×85 mm×0.25 mm的聚丙烯薄膜上通過熱壓成型8組生物檢測區域和4個定位孔,每組檢測區域都有1個進樣腔、1條主流道、48條支流道以及48個微反應腔,反應腔均勻分布于主流道兩側并通過支流道與主流道相連接,最終與進樣腔相連通。反應腔微結構的尺寸較小,型腔底部內徑
1.6 mm、深度0.6 mm,反應腔筒壁與底部的厚度均勻,都為0.15 mm,其他區域厚度為0.25 mm,芯片成型后與鋁箔進行鍵合組成生物芯片。
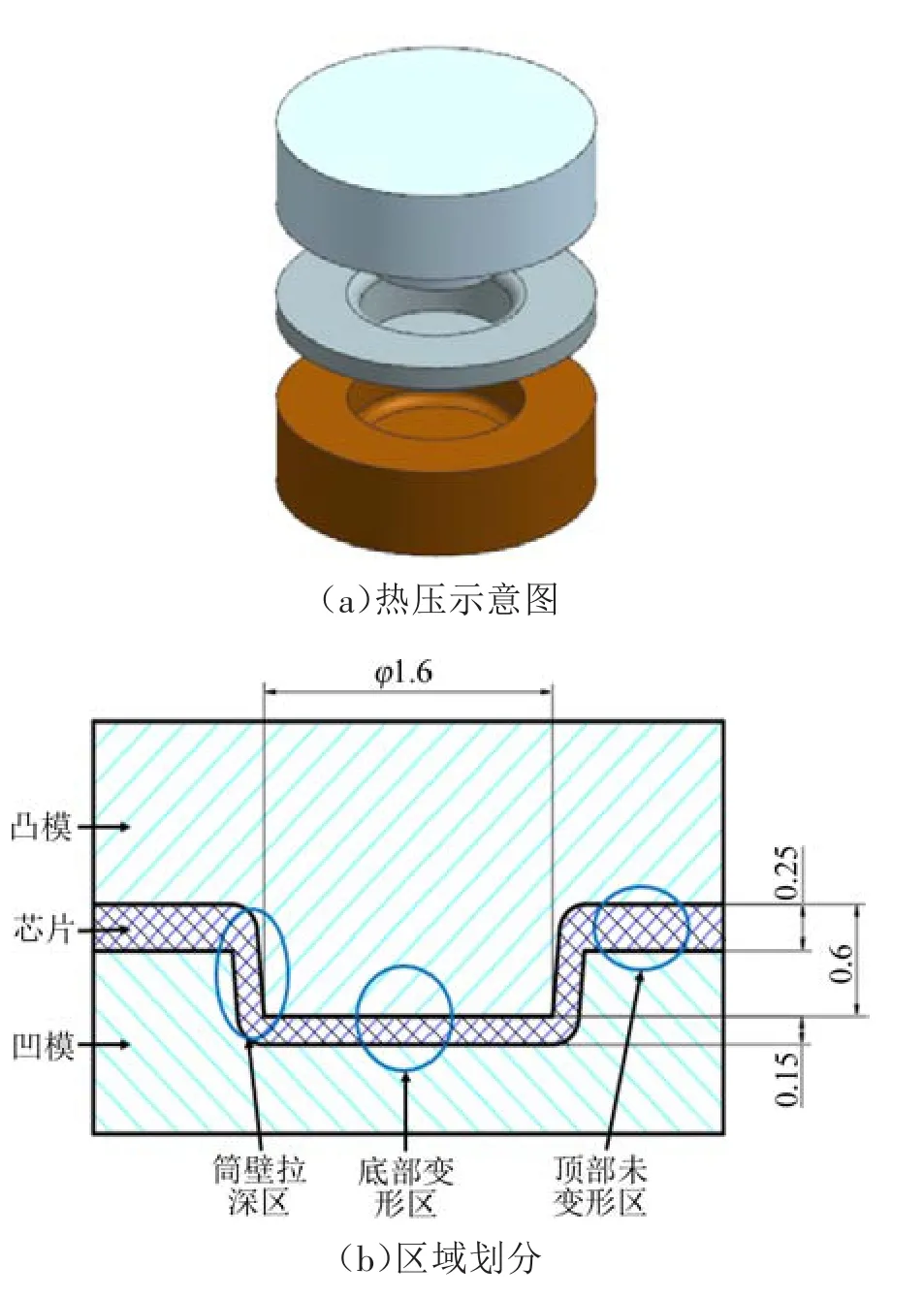
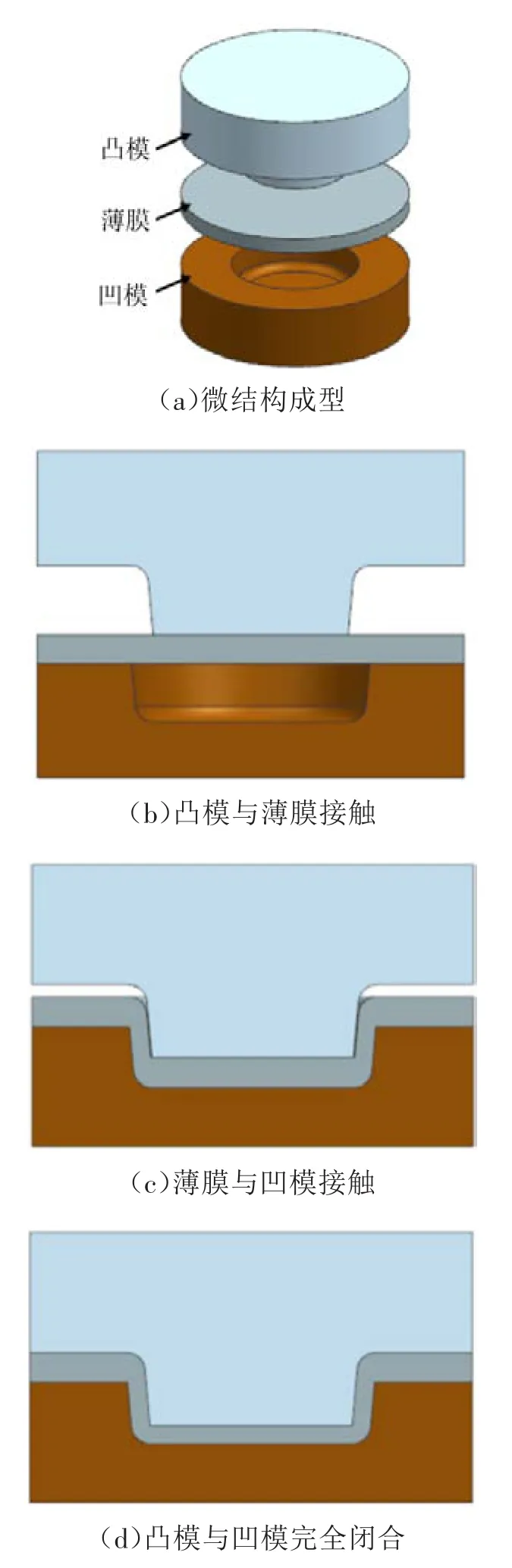
芯片的熱壓成型過程與傳統模壓過程類似,先加熱凸、凹模到指定溫度后,將聚丙烯薄膜放置于凸、凹模之間,啟動壓力機使凸模向下移動,配合凹模熱壓成型反應腔微結構,在壓力機施加指定壓力后恒溫保壓一段時間,保壓結束后對模具進行恒壓冷卻,降低芯片制品的脫模溫度,整個熱壓過程中溫度和壓力是影響成型制品精度的重要因素。結合反應腔微結構各區域特點,將其劃分為3個部分:頂部未變形區、底部變形區和筒壁拉深區,微結構熱壓及區域劃分如圖2所示。
第一,要想在高等院校“C語言程序設計”課程上機實驗教學環節過程中獲得良好的教學效果,應結合實際課程教學工作過程中的具體需要,為其分配數量充足的教學課時資源,確保“C語言程序設計”課程任課教師,能夠為學生全面、系統、充分講解介紹“C語言程序設計”課程上機實驗教學環節中涉及的理論知識內容,提升學生對“C語言程序設計”課程相關理論知識的認識理解,促進教學工作獲得良好效果。
2 試驗設計及結果分析
2.1 試驗設計
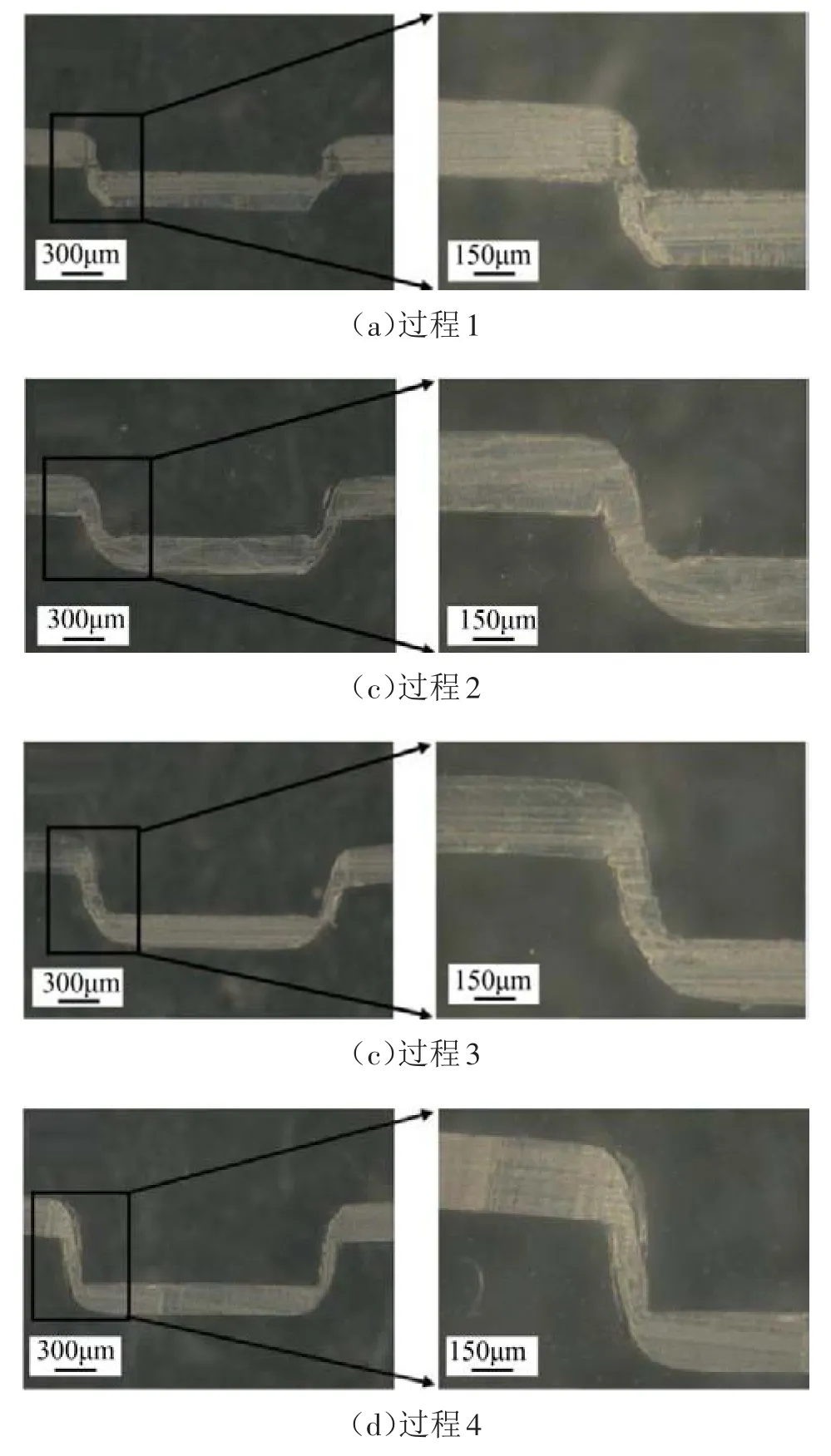
圖3所示為各壓印過程的反應腔微結構成型效果,反應腔微結構的填充成型效果受聚合物材料的流動性影響,而熱壓溫度是決定聚合物材料流動性的主要因素。常溫下聚丙烯材料流動性差,在壓印過程1中可以發現,頂部未變形區和筒壁拉深區的過渡位置聚丙烯薄膜材料發生斷裂,筒壁拉深區成型效果差。較高的熱壓溫度能有效提高聚合物材料分子活性,增大微結構筒壁區材料拉深變形極限,配合一定的恒溫保壓時間可以實現微結構筒壁區材料的均勻填充。在壓印過程2、3中,筒壁拉深區薄膜沒有剪切斷裂現象,壁厚成型均勻,但筒壁拉深區和底部變形區薄膜厚度不一致。在壓印過程4中可以發現,降低脫模溫度可以提高微結構成型效果,這說明芯片的脫模溫度過高會導致材料收縮回彈,影響反應腔微結構成型精度。
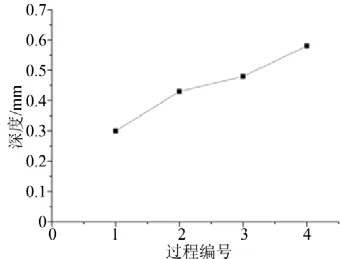
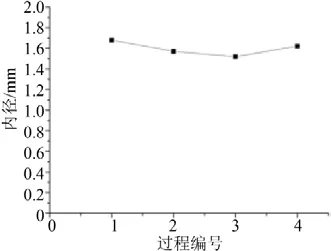
從圖6可以發現,微結構內徑尺寸呈現先減小后增大的規律,而圖7中反應腔微結構的型腔深度則是不斷增大。對比圖6和圖7中壓印過程1、2、3可知,模具溫度升高、恒溫保壓時間延長都會增加聚合物材料的分子活性,提高了微結構型腔的尺寸精度,但較高的脫模溫度會使型腔徑向尺寸產生較大收縮,對型腔深度尺寸收縮影響不大。對比圖6和圖7中壓印過程4可知,降低脫模溫度可以提高型腔內徑和深度尺寸精度。
2.2 試驗結果分析
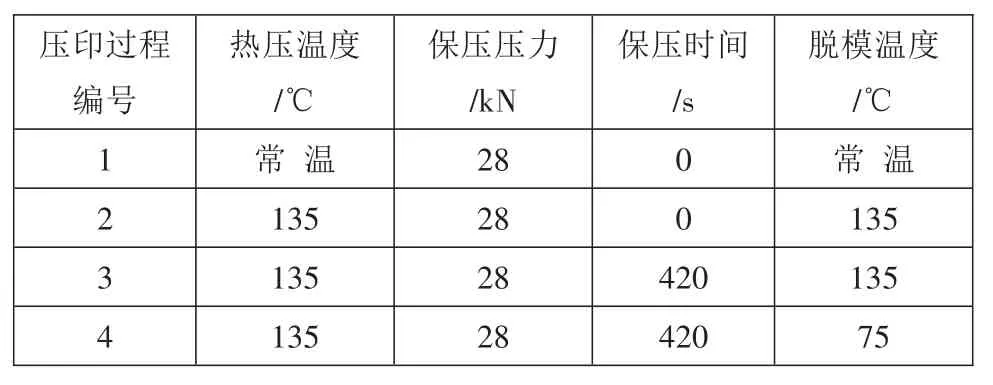
根據前期試驗結果確定了反應腔微結構的熱壓工藝參數:熱壓溫度135℃、保壓壓力28 kN、保壓時間420 s、脫模溫度75℃。以上述熱壓參數為基準,設計4個生物芯片的壓印過程,漸進式探究熱壓工藝下反應腔微結構成型及相關微尺寸的變化過程,各壓印過程工藝參數設計如表1所示。每個壓印過程重復制取3組,選取芯片中心區域的反應腔微結構,使用切片和封裝的方法制取樣品,結合數字顯微鏡、百分表等工具觀察微結構成型效果及測量微結構頂部未變形區、底部變形區厚度和反應腔型腔內徑、型腔深度等尺寸。
從圖3可知,筒壁拉深區是主要變形區,熱壓溫度能提高聚丙烯材料的流動性,是保證該區域材料能拉深變形的前提;熱壓過程中材料處于高彈態,流動性有限,底部變形區材料難以填充筒壁拉深區,兩區域薄膜厚度無法實現均勻一致;過高的脫模溫度會影響芯片反應腔微結構的成型效果,降低脫模溫度能解決該問題。
承諾執行AEOI的經濟體正通過多邊稅收信息自動交換機制,參與到改善全球金融賬戶涉稅信息透明度的協同性行動中來。大約到2018年底,隨著有關經濟體承諾的執行AEOI的時間表到來,執行AEOI的經濟體都將掌握本國居民的全球金融賬戶涉稅信息,一個涉及自然人和法人全球所得的稅收透明時代即將來臨。
寧夏圖書館流通部主要服務于14歲以上的普通讀者,根據普通讀者對寧夏圖書館利用的目的,大致可以分為以下幾種類型:①常年到館的老讀者。這類讀者往往有良好的閱讀習慣,他們對圖書館某些文獻了解得比較清楚。②做專題的讀者。需要查閱大量文獻的研究性讀者。③只查閱某種特定文獻的讀者。這類讀者查完所需的特種文獻后就離開圖書館了,目的性比較強。④隨便看看的讀者。沒有什么特別的具體目的,僅僅為了娛樂消遣,放松心情。
反應腔微結構熱壓過程中,頂部未變形區和底部變形區所受壓力不同,導致厚度方向產生不同的變形,熱壓過程中材料處于高彈態,壓力只有達到一定界限后才會產生塑性變形;保壓冷卻過程能有效地降低結晶性聚合物材料冷卻時的收縮回彈,保證反應腔型腔尺寸要求。
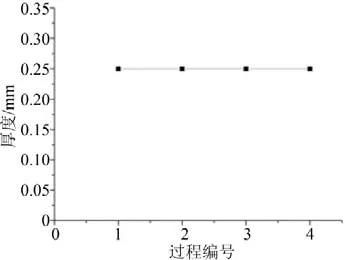
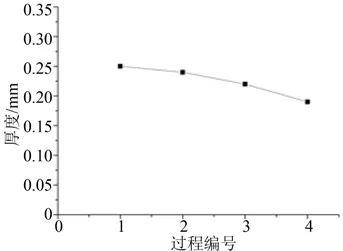
圖4~圖7所示為頂部未變形區、底部變形區、反應腔微結構型腔內徑和型腔深度在各壓印過程的變化情況,從圖4可知,頂部未變形區厚度從壓印過程1到壓印過程4沒有變化,而圖5中底部變形區厚度只在壓印過程1沒有變化,從壓印過程2開始厚度逐漸減小,兩部分所使用的薄膜材料相同,但成型結果存在較大差異。結合圖8微結構熱壓成型過程可以發現,微結構在熱壓過程中,底部變形區薄膜在凸模壓力作用下先與凹模底面接觸產生壓力,此時頂部未變形區并未與凸模接觸,所受壓力的不同是導致兩區域薄膜厚度產生不同變化的原因。頂部未變形區和底部變形區薄膜材料發生彈塑性變形,頂部區域所受壓力較小,未達到發生塑性變形的極限。
企業獨特、稀有的能力能夠為企業發展帶來競爭優勢,這一觀點目前被多數學者所認同。其中蘊含的企業能力的思想早在斯密的企業分工理論中已有萌芽,馬歇爾的企業內部成長理論更是明確地指出,“企業內部各職能部門之間、企業之間、產業之間存在著差異分工,這種分工源于其各自不同的知識和技能等能力”。而后,潘羅斯在《企業成長論》一書中指出,企業是個具有不同用途、隨時間推移并由一系列管理決策決定的生產性資源的集合體,而決策能力是企業自有的一種典型能力,因而企業能力是實現經濟效益的基礎。
3 結束語
聚合物生物芯片對反應腔微結構成型精度要求較高,通過對反應腔微結構熱壓過程進行漸進式壓印探究,觀察反應腔微結構各部分成型變化,可以獲得如下結論。
(1)生物芯片作為薄壁制品,熱壓成型時保壓冷卻過程對提高其反應腔微結構成型精度有重要影響,較低的脫模溫度可以有效地減緩其收縮變形。
(2)筒壁拉深區作為主要變形區域,材料流動性有限,其他區域材料難以填充該區域,該區域和底部變形區厚度難以均勻一致。
(3)微結構熱壓過程中,薄膜材料處于高彈態,在厚度方向上壓力要超過一定界限才會發生較大的塑性變形。
[1]LEE K,YOU M,SHI X,et al.Injection compression molding of transmission-type fano resonance biochips for multiplex sensing applications[J].Applied Materials Today,2019,16:72-82.
[2]王曉東,羅 怡,劉 沖,等.塑料(PMMA)微流控芯片微通道熱壓成形工藝參數的確定[J].中國機械工程,2005(22):2061-2063.
[3]HANADA Y,NEMOTO K,ONO T.Biochip for single cell analysis using laser microfabrication[J].Journal of Medical Devices,Transactions of the ASME,2016,10(2):020934.
[4]莊 儉,賈光南,張亞軍,等.聚合物微圓柱熱壓成型工藝實驗[J].塑料,2017,46(4):117-120.
[5]傅志紅,易 琪,劉 衛,等.微流控芯片熱壓成型仿真研究[J].工程塑料應用,2017,45(2):60-63.
[6]張宗波,吳寶貴,賀慶強,等.帶有凸凹微結構的微流控基片熱壓成形特性研究[J].中國機械工程,2014,25(16):2231-2234.
[7]杜曉光,關艷霞,王福仁,等.聚甲基丙烯酸甲酯微流控分析芯片的簡易熱壓制作法[J].高等學校化學學報,2003(11):1962-1966.
[8]宋滿倉,李平正,劉軍山.微溝道陣列基片熱壓成型收縮規律研究[J].模具工業,2017,43(6):35-39.
[9]褚金奎,郭 慶,孟凡濤,等.熱壓印中聚合物填充過程的仿真分析[J].半導體技術,2008(11):976-980.
[10]楊振洲.聚合物微結構平板熱壓印成型工藝研究[D].北京:北京化工大學,2015:24-40.
[11]江 沖,吳大鳴,劉 穎,等.等溫準熱壓印中聚合物微結構成型的分析[J].高分子材料科學與工程,2016,32(10):105-111.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
