FSW參數對側墻板焊縫表面的影響
2022-04-04 03:09:46陶澤宇王忠平劉淙元
科技創(chuàng)新導報 2022年23期
關鍵詞:焊縫
陶澤宇 王忠平 劉淙元
(中車青島四方機車車輛股份有限公司 山東青島 266000)
在某型車體側墻板制造過程中,利用攪拌摩擦焊焊接時,由于參數選取不當,容易出現焊接缺陷,如表面溝槽、飛邊毛刺等。缺陷的產生嚴重影響了現車質量,側墻板作為動車組的重要承載結構,是列車的關鍵組成部件,其生產質量對列車的安全運行起至關重要的作用[1]。Shanavas 等[2]優(yōu)化了5 系鋁板間的FSW 過程,經研究:焊接工藝參數為傾角1.5°、轉速600rpm、焊速65mm/min,選擇方錐形攪拌頭,焊接效率最優(yōu),焊接效率近94%。孫甲堯等[3]對6mm 厚的A356-T6 異種鋁合金FSW工藝進行了實驗研究,通過采取不同焊接工藝對比實驗的方法,得出對接頭組織和性能的影響,進而得出結論:焊縫的極限拉伸強度與焊速成正比例關系,焊接速度低時,將A356鋁合金置于前進側,接頭拉伸強度更高;較高時,將6系鋁合金置于前進側。馬佳良[4]等通過實驗結果和仿真分析結果比對,利用殘余應力與焊接工藝等相關參數的關系式,得出最優(yōu)殘余應力峰值與焊接變形峰值對應的焊接參數,為枕梁及其相似結構FSW工藝參數的選擇提供理論支撐。
目前,研究人員已經對基于鎂[5]、鋼[6-7]和鈦合金[8-9]等同種、異種材料的FSW 焊接工藝展開了大量研究。為實現企業(yè)提質增效、追求卓越的經營理念,本文采用實驗方法,研究了焊接參數(主要是焊接攪拌頭的轉速和焊速)對焊接動車側墻板過程中溫度場的影響,從而確定不同焊接參數下實驗板材的焊縫質量,進而選擇合適的參數,保證側墻板的焊接質量要求。
1 實驗方法和材料
實驗采用熱電偶測溫的方式進行溫度測量。作為接觸式測溫方法,該方法需要將熱電偶直接安裝在待測溫點,焊接質量會因此受到影響。利用此測溫方式所得結果相對可靠,但是,只可以顯示有限個點位的測溫結果。在個別情況下,測量誤差的產生是由于測溫元件的裝卸不便、接觸不良。
板材尺寸為100mm×50mm×4mm。根據工藝文件要求,利用直徑0.2mm 的不銹鋼絲輪刷清理待焊部位表面(搭接面、對接面、上下表面)的氧化膜,使用棉紗布和鋁合金清洗劑處理備用。攪拌頭軸肩直徑尺寸為19mm,錐度為7°,末端半徑為3mm,長度為7.8mm,軸肩有環(huán)狀凹槽及2°內凹。
為保證實驗的正確性,查閱設計相關圖紙,得到側墻板在動龍門攪拌摩擦焊胎位的組焊示意圖(見圖1),確定側墻板組焊的搭接接頭形式及相關的焊接要求。
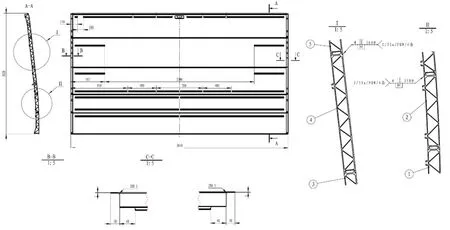
圖1 側墻板組焊示意圖
2 試驗結果分析
2.1 轉速對焊接結果的影響
實驗過程中,為保證與實際生產中焊接側墻板情況相符合,預熱時間選擇1s,下壓量保持0.19mm,焊速100mm/min,轉速取值為500rpm、1000rpm、1500rpm、2000rpm。
由圖2可知,溫度峰值點始終平行于焊接方向,在軸肩、待焊板材接觸處出現,與板材接觸的軸肩的前側比后側溫度低。從整體溫度云圖來看,在焊接方向上,板材后側溫降梯度略小于前側溫升梯度。
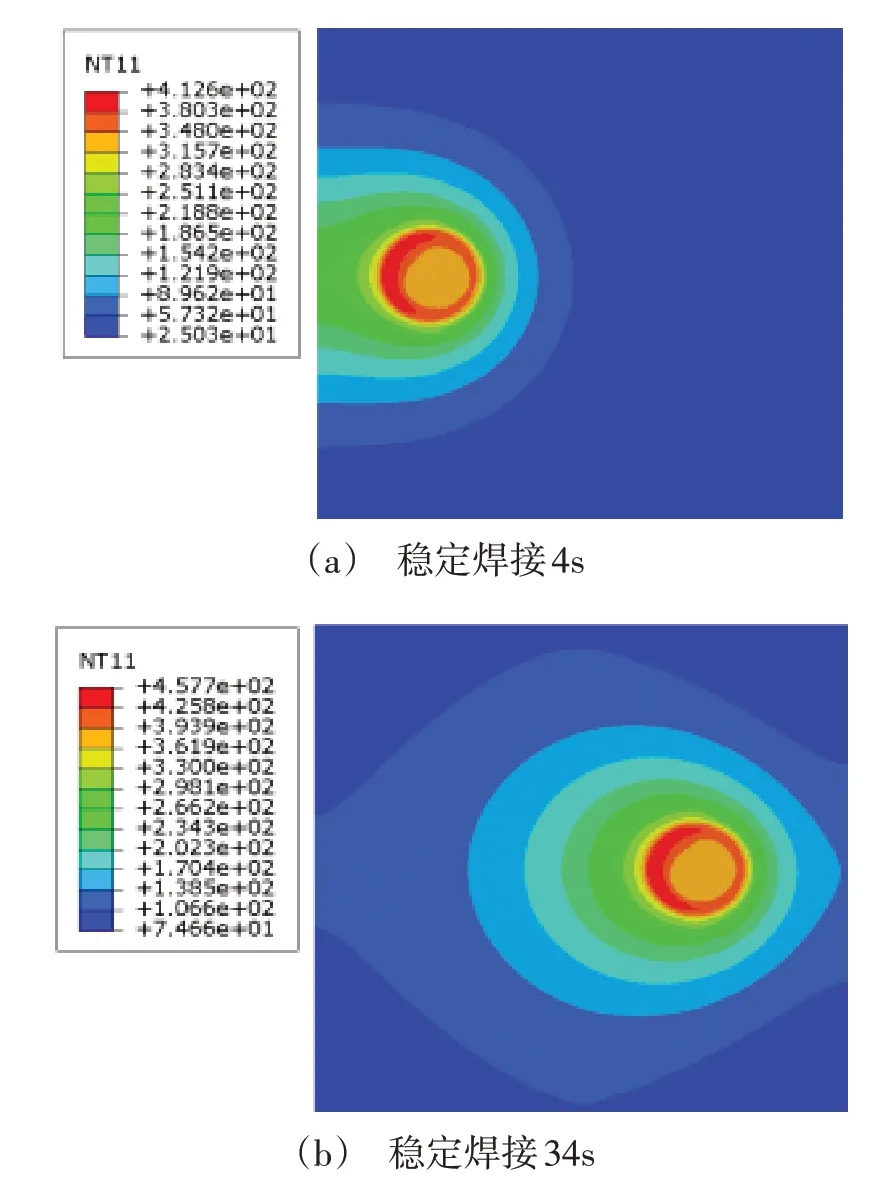
圖2 500rpm 上表面溫度云圖
圖3 是提取出的板材表面峰值t與時間變化的相關曲線,峰值溫度從383℃迅速升至約452℃后趨于穩(wěn)定,峰值溫度在焊接末期略有提升,最高可達472℃。
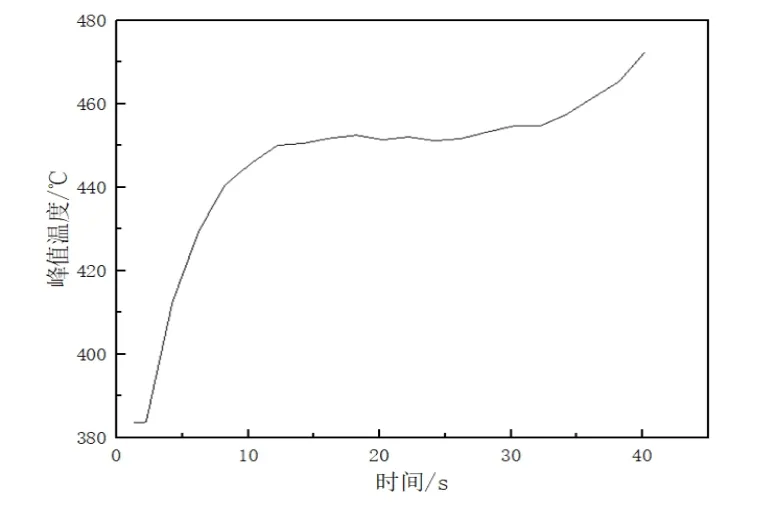
圖3 焊縫峰值溫度圖
轉速升至1000rpm,上表面溫度云圖和焊縫峰值溫度圖與500rpm 時大致相同,焊縫峰值溫度略有升高,溫度場云圖未見明顯變化。穩(wěn)定焊接初期,焊縫峰值t迅速下降到480℃,然后又上升到513.7℃;在穩(wěn)定焊接過程,整體溫度增速漸緩,逐漸達到541.6℃(母材熔點的84.6%);在穩(wěn)定焊接末期,焊縫峰值t增速顯著提升,最高可達567.8℃(母材熔點的88.7%)。
結合圖4,當轉速在1500rpm時,焊縫峰值溫度進一步升高,溫度場云圖與1000rpm時相似,未見明顯變化。在穩(wěn)定焊接的初期,焊縫的峰值t從487.2℃迅速上升到520℃;穩(wěn)定焊接中期,溫度整體增速放緩,達到570℃(鋁合金熔點的87.5%)左右;在穩(wěn)定焊接末期,焊縫峰值t增幅較大,最高達597.7℃(鋁合金熔點的93.3%)。
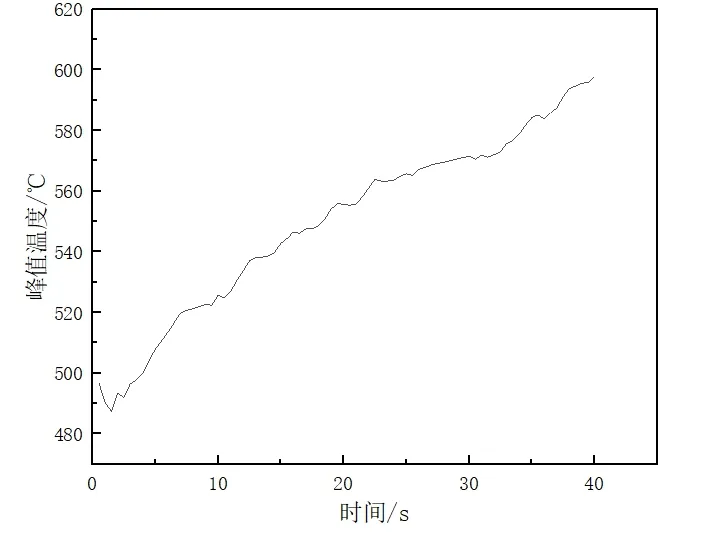
圖4 焊縫峰值溫度圖
結合圖5,轉速升至2000rpm 時,上表面溫度云圖和焊縫峰值溫度圖與1500rpm 時近似,焊縫峰值溫度進一步提高,溫度場云圖未見明顯變化。在穩(wěn)定焊接的初期,焊縫的峰值t從501.5℃迅速升到550.3℃;焊接中期,溫度緩慢升高至580℃(鋁合金熔點的90.6%);焊接末期階段,溫度最高可達613.5℃(鋁合金熔點的95.8%)。
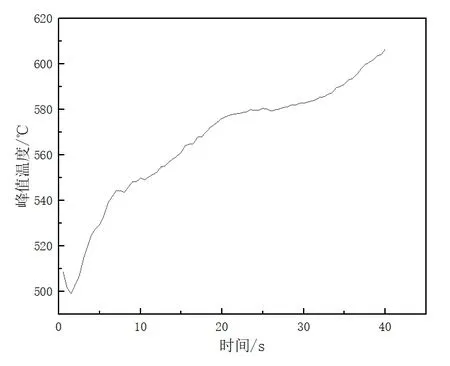
圖5 焊縫峰值溫度圖
2.2 焊接速度對焊接結果的影響
預熱時間選擇1s,下壓量保持0.19mm,轉速1500rpm,焊速取值為100mm/min、300mm/min、500mm/min、700mm/min。焊速選取100mm/min 時,焊縫峰值溫度圖見圖4。
轉速1500rpm、焊速300mm/min 時,溫度場云的曲率最大位置在開始和結束時方向與焊接方向平行,前進側溫升梯度和后退側溫降梯度較大,受熱影響面積縮小,此時,焊縫表面峰值t在穩(wěn)定焊接初期開始下降,后趨于穩(wěn)定,峰值t焊縫溫度基本控制在505℃,最高達507.7℃(鋁合金熔點的79.3%)。
結合圖6、圖7可知,當焊速提高到500mm/min時,焊縫表面峰值t在穩(wěn)定焊接前半程從515℃緩緩降至475℃,后半程峰值t基本保持在470℃(鋁合金熔點的73.4%)。
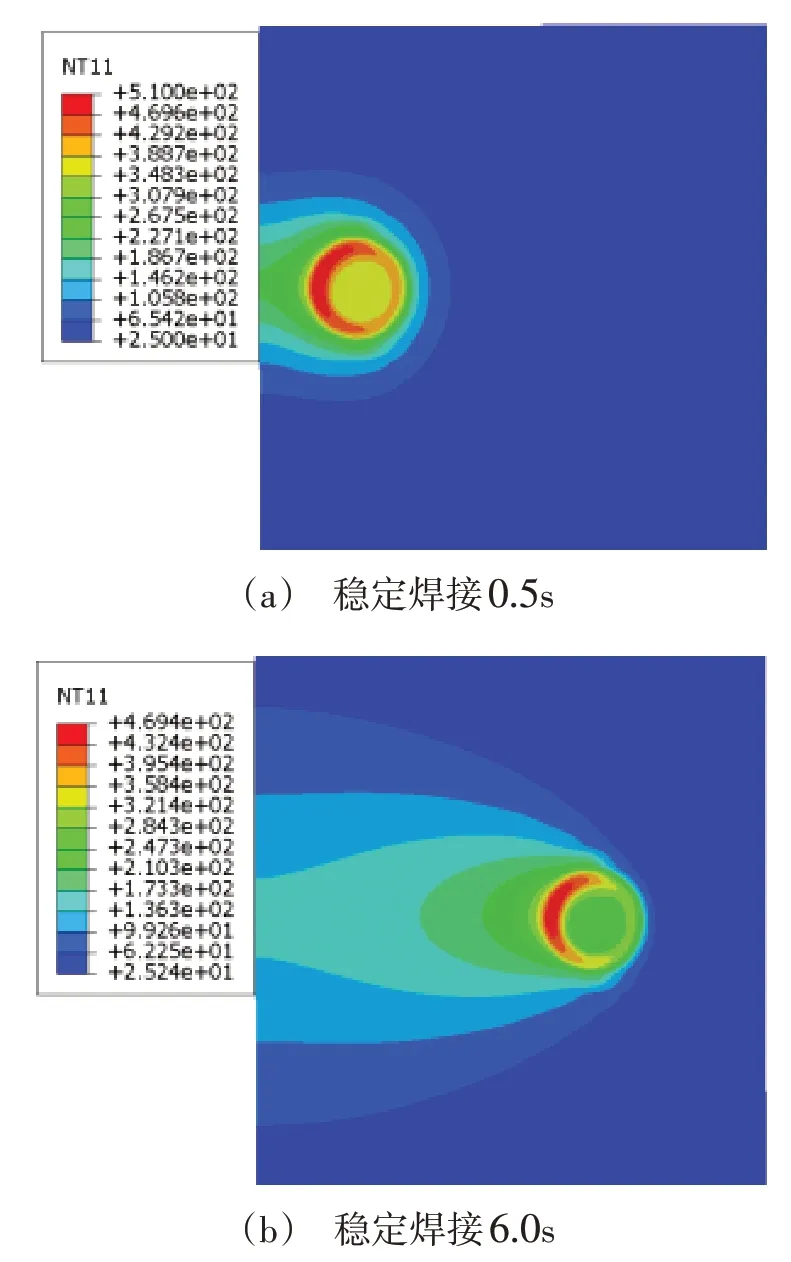
圖6 焊速500mm/min 上表面溫度云圖
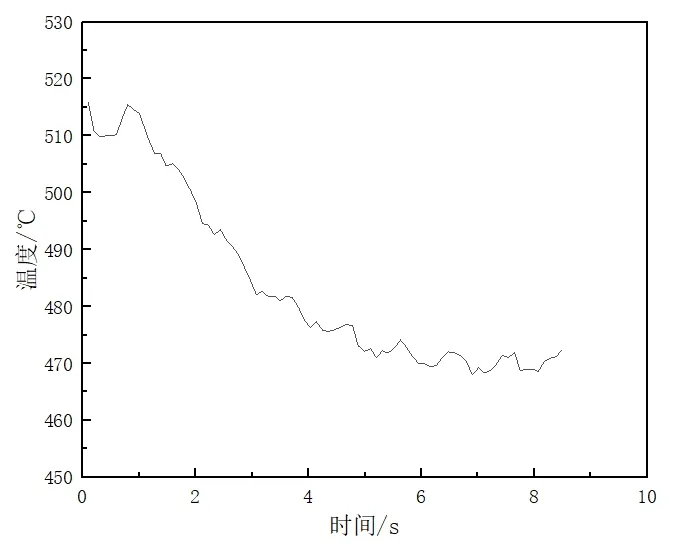
圖7 焊縫峰值溫度圖
當焊速升至700mm/min(見圖8)時,焊縫峰值溫度圖與500mm/min時近似。溫度場云的曲率最大位置在開始和結束時,焊縫峰值t最低。在穩(wěn)定焊接前半程,焊縫表面峰值溫度從515℃緩慢降至452℃,后半程峰值溫度穩(wěn)定在450℃(鋁合金熔點的70.3%),溫度下降速度較500mm/min有所提高。
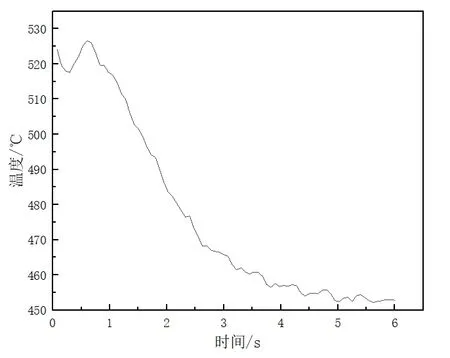
圖8 焊縫峰值溫度圖
經上述實驗發(fā)現,攪拌頭轉速選取1500rpm時,參考點的溫度升高和降低的幅度與焊接速度成正相關,這是因為在板材散熱條件相同的情況下,焊接速度提高,溫度變化時間縮短,溫度變化梯度增大。
從圖9 可知,隨著焊接速度的提升,焊縫峰值t也會有所提高,但其降低速度會漸緩。
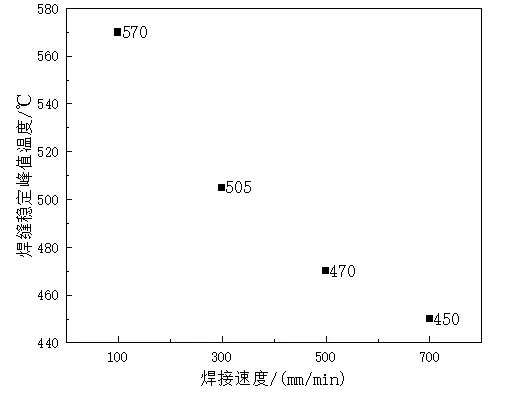
圖9 焊縫表面穩(wěn)定峰值溫度與轉速關系
焊縫峰值溫度在軸肩外側與板材接觸位置出現,方向平行于焊接方向,軸肩前側峰值t低于后側峰值t。測溫點出現“雙峰現象”,最高溫為第二峰值。后退側溫度低于前進側溫度,差值與焊速聯系更為緊密,差值與焊速成正比例關系,在轉速1500rpm、焊速100mm/min時,差值最小,最小值為18.9℃;在焊速700mm/min 時,溫差最大,為51.1℃。
3 結論
本文采用控制變量法,在側墻板焊接過程中,分別研究了FSW 不同轉速和不同焊速下側墻板的溫度場變化,分析判斷了參數的選擇對焊縫表面質量的影響。
(1)側墻板焊縫表面峰值溫度與轉速呈正相關,但增速漸緩,在轉速2000rpm的焊接末期出現溫度峰值,峰值為613.5℃(未達母材熔點)。轉速為500rpm,穩(wěn)定焊接時,焊縫表面峰值溫度相對平穩(wěn),溫度值為452℃,溫度上升僅出現在穩(wěn)定焊接的初始和收尾階段。轉速繼續(xù)增大,焊縫表面峰值溫度隨時間上升趨勢逐漸明顯,這會促使焊縫質量不均,影響側墻板焊縫表面質量,進而影響行車安全。
(2)于焊速而言,焊縫表面峰值溫度與焊速成負相關,降速趨緩,最高溫在焊速100mm/min 時出現,為597.7℃(未到母材熔點)。穩(wěn)定焊接,焊速為300mm/min 時,焊縫表面峰值t控制在505℃。選擇該焊接工藝參數,焊縫一致性最好,焊縫質量要求得到滿足。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07