水刺非織造布透氣率的影響因素分析
2022-03-27 03:55:36商延航劉雙營
山東紡織科技 2022年1期
商延航,劉雙營
(山東省永信非織造材料有限公司,山東 濟南 250299)
隨著非織造材料的迅猛發展,水刺非織造工藝技術應用范圍也在逐漸拓展。水刺非織造布既可單獨做成成品,也能夠與其他材料復合使用以改善原材料性能。水刺非織造布具有良好的透氣性能,可以應用于多個領域,如衛生巾、紙尿褲、口罩、防護服等產品的表層材料,都逐漸被水刺非織造布替代[1,2]。同時,在汽車內飾、空氣過濾等材料上也會用到水刺非織造布,其透氣性能對過濾效果有較大的影響。本文通過一系列的對比實驗,對水刺非織造布的透氣性能進行了探討分析,對指導生產有著重要的意義。
1 試驗材料與設備
試驗材料為水刺非織造布。織物的透氣性能一般采用透氣量儀進行檢測,本次試驗采用YG461E型數字式透氣量儀。所使用的測試標準為GB/T 24218.15—2018《紡織品 非織造布試驗方法 第15部分:透氣性的測定》。根據本次所測數據的范圍情況,設定壓差為200 Pa,測試面積為20 cm2。在試驗前,先按照GB/T 6529《紡織品 調濕和試驗用標準大氣》標準對測試的布樣進行預處理,在溫度(20±0.5)℃,相對濕度(65±2)%的條件下調濕至平衡。
2 試驗結果分析
2.1 單位面積質量對透氣性能的影響
非織造布的單位面積質量是影響產品透氣性能的關鍵因素之一。圖1為不同單位面積質量水刺非織造布透氣性測試結果,從圖中可知,隨著單位面積質量的增高水刺非織造布的透氣率呈逐漸下降的趨勢,在單位面積質量升高到一定程度時下降趨勢趨于平緩。從圖中也可以看出在產品單位面積質量低于45 g/m2時,透氣率下降較快,這是因為水刺布在單位面積質量達到45 g/m2以上時纖維能夠以非常致密的方式進行排列,當單位面積質量小于45 g/m2時,水刺產品布面的均勻性會逐漸變差,如果梳理和水刺工藝控制不合理,布面有時還會出現較為明顯的小破洞,造成透氣率上升。綜上,單位面積質量越高的產品厚度越厚,面密度越大,纖維的排列在水刺纏結作用下越緊密,孔隙越少,對空氣的阻擋作用越強。
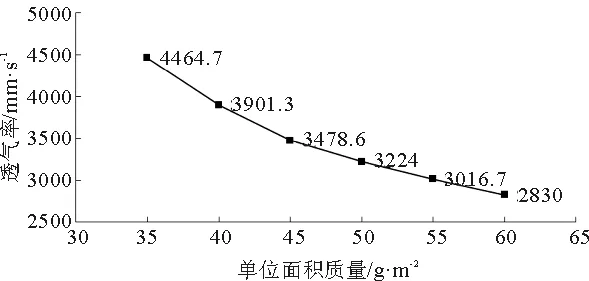
圖1 單位面積質量對透氣率的影響
2.2 鋪網方式對透氣性能的影響
水刺非織造布的鋪網方式有兩種:直鋪和交鋪。直鋪產品的纖維在梳理機的梳理下,纖維呈縱向排列,只有較少的纖維在雜亂輥或凝聚輥的作用下改變方向,直鋪產品所表現出來的效果是纖維縱向平行度高、孔隙較大。交鋪產品則是把纖維網按一定角度多次鋪網,纖維之間縱橫交錯,纖網所表現出來的空間結構更為雜亂,縱橫纖維的交錯使得纖維間的孔隙被分隔得更小更密。一般直鋪水刺非織造布的縱橫強力比為3.5~5.5,而交鋪水刺非織造布為1.0~1.8,縱橫向強力基本接近。
選取兩組不同單位面積質量、同樣滌綸粘膠配比的交鋪、直鋪產品進行透氣率試驗,從表1數據中可以看出直鋪產品的透氣性能更好。
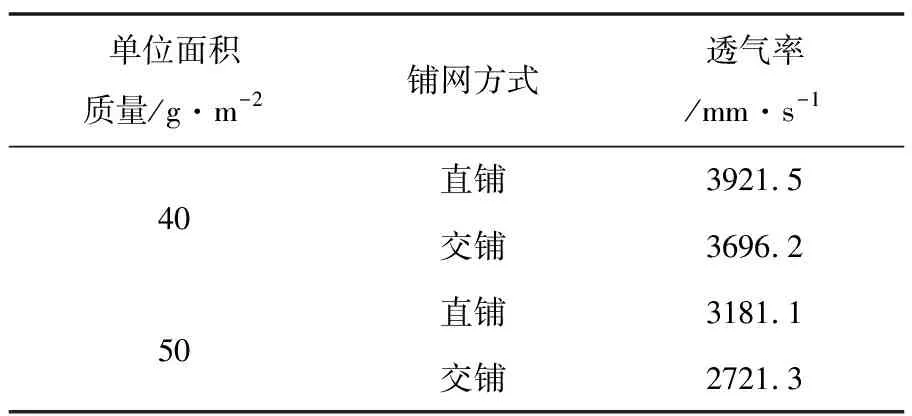
表1 水刺非織造布的透氣率
2.3 布面類型對透氣性能的影響
平紋(見圖2)、提花(見圖3)、網孔(見圖4)是三種比較常見的水刺非織造布布面,而網孔根據孔眼密度的大小比較常見的有22目和40目產品。

圖2 平紋 圖3 提花
圖4 網孔
通過試驗發現,直鋪平紋、提花水刺非織造布的透氣率并無明顯的差異,這說明提花水刺非織造布的整體均勻性與平紋無太大差異,纖維分布比較均勻,而網孔水刺非織造布的透氣性有明顯上升,這是因為其表面小孔增加了氣體的透過性,不同孔徑、密度的產品透氣性能也有差異,22目產品的孔徑要大于40目產品孔徑,其空氣的通過性更強,透氣率較高。
2.4 原料對透氣性能的影響
2.4.1滌綸粘膠纖維混合比例對透氣率影響
水刺非織造布主要使用的是滌綸和粘膠兩種纖維,滌綸纖維的細度為1.56 dtex,粘膠的纖維細度為1.67 dtex。
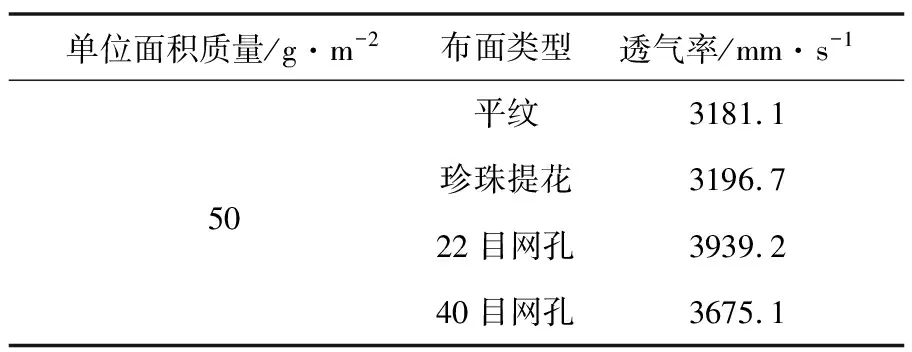
表2 不同布面類型水刺非織造布的透氣率
通過對比單位面積質量同為50 g/m2,但采用不同的粘膠和滌綸混合比例的產品發現,粘膠的含量越高,樣布的透氣率越低,透氣性能越差,這是因為粘膠纖維在生產過程中易梳理,纖網的均勻性優于滌綸纖維,并且粘膠纖維的抗彎能力差、初始模量低,在水刺的作用下更容易被彎曲,多次纏結,由于纖維的彈性小,纏結后不容易回彈,水刺后纖維之間更為緊密。
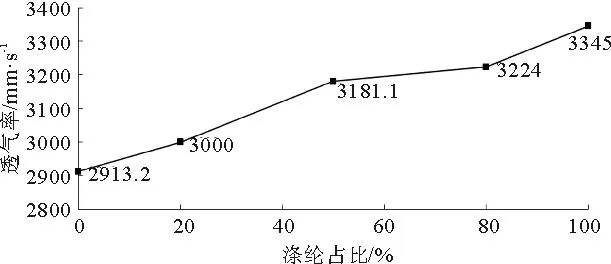
圖5 滌綸粘膠纖維不同混合比例的透氣率
2.4.2不同纖維細度對透氣性能的影響
纖維細度對水刺非織造布的透氣性也有影響,纖維的細度小,在同樣的面密度上纖維的根數更多,纖維排列更緊密,孔隙更小,對空氣的阻隔力更大,透氣性更小。表3是使用不同細度的粘膠纖維的透氣率指標,從表中看出隨著纖維細度降低,水刺非織造布的透氣率變小。

表3 不同纖維細度的水刺非織造布透氣率
2.5 軋光厚度對透氣性的影響
通過一種軋光機對80 g/m2的水刺非織造布進行軋光處理,不同厚度下透氣率變化情況見圖6。
從圖6可以看出,厚度對產品的透氣率影響較為明顯,當厚度變小后透氣率減小,過濾性能會相應增加,這是因為產品厚度變小后,產品空間結構變得密實,單位體積內的纖維數量增加,纖維排列更緊密,使得透氣率降低[3]。

圖6 不同軋光厚度下的透氣率
圖7是水刺非織造布軋光整理后布面的電鏡圖,從圖中可以看出軋光后纖維密度增加,孔徑減小,空隙變少,空間結構的致密性有較為明顯提升。因此,在實際的生產過程中可通過軋車、水刺工藝控制、后處理軋光等工藝降低產品的厚度,改變產品的透氣率。

圖7 軋光前后水刺非織造布布面纖維結構圖
3 結論
其它條件不變的情況下,水刺非織造布產品的透氣率與單位面積質量呈負相關、軋光厚度呈正相關,可通過調整工藝參數或軋光處理降低透氣率指標,提高產品的過濾能力;生產工藝的不同,可造成水刺非織造布纖維立體結構形態的差異,從而影響透氣率,直鋪比交鋪產品具有更好的透氣性,網孔產品比平紋、提花產品透氣率更大,不同網孔目數的產品透氣性能也有差異;原材料對產品透氣率也有影響,纖維的初始模量影響成布后的空間結構,水刺非織造布的蓬松度越好,透氣性越好,纖維的細度越小,纖維越密集,透氣率越低。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
Coco薇(2015年1期)2015-08-13 02:23:50
中國質量與標準導報(2014年1期)2014-02-28 22:21:28
玩具(2009年10期)2009-11-04 02:33:14
