金屬注射成型零件表面黑線缺陷形成機理研究
2022-03-24 10:50:28廖秋慧
模具工業 2022年3期
關鍵詞:區域
0 引 言
金屬粉末注射成型(metal injection mould,MIM)是相對較新的近凈形狀材料加工技術,MIM工藝允許一次成型復雜的零件,成型效率高
。MIM生產過程包括混料、注射成型、脫脂和燒結,每個步驟都可能產生缺陷,如開裂、分層、表面塌陷、充填不足和內部縮孔等缺陷
。有些缺陷可能是由機械因素引起的,如模具結構設計不佳、模具零件制造不良,或由工藝相關因素引起,如合模不完全、成型壓力不足、注射速度與保壓壓力不合理以及欠佳的脫脂和燒結參數等
。這些缺陷的存在通常會影響成型件的外觀質量及其力學性能,黑線缺陷就是其中的一種
。因此,針對Fe8Ni金屬粉末注射件,通過觀察生產工藝中不同階段的零件外觀分析其表面黑線缺陷產生的原因
,并通過CAE軟件模擬,探究影響黑線缺陷產生的因素,并對零件進行模擬優化
。
根據在3DGIS中設計完成的線路里程,自動裝配好橋梁、隧道和路基三維模型,組成線路整體模型。在Civil 3D中,可通過三維漫游瀏覽線路設計效果,如圖6和圖7所示。此外,還可以生成設計圖紙、計算填挖方工程量等數據。
1 零件結構及生產工藝
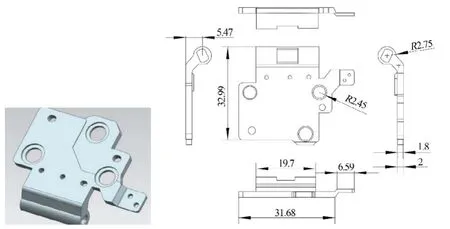
以實際生產的Fe8Ni金屬連接件為例,其結構與部分尺寸如圖1所示,零件為轉軸連接件,整體形狀呈片狀,厚度約為2 mm,中間區域存在1個長臺階,邊緣一側存在翹起并包含圓柱孔結構,相鄰處邊緣側存在厚度約為1 mm的折疊型小薄片,零件存在較多垂直平面的孔位。
許多MIM的工藝取決于填料,試驗中所采用的金屬粉末為鐵、鎳及鉬的混合粉末。將其按常規的Fe8Ni比例在混合機中混合20 min,具體比例如表1所示。試驗中選用蠟基黏結劑,選用最常用60%的粉末裝載量進行生產,其中金屬粉末與蠟基黏結劑質量比為6.9∶93.1,稱量好填料中的各組分后進行混合。

將填料投入注塑機中進行注射成型,經過現場調試至成型坯飽滿且重量穩定后,記錄注射參數為:料筒溫度200℃、充填時間1 s、保壓時間5 s、冷卻時間16 s、注射壓力142 MPa、保壓壓力152 MPa、模具溫度恒定55℃。在注射完成后進行熱脫脂,熱脫脂結束后繼續升溫進行燒結工藝。
高校班主任工作內容繁雜瑣碎,并且需要做到個體性與群體性并重、專業性與思想性相結合,既要具有良好的政治理論素養,又要能夠把思想政治教育與專業學習有機結合起來,以專業化的方式幫助學生,才能更容易為學生所接受,也才能取得良好的效果。根據實踐發現,由專業教師擔任班主任指導大學生解決就業問題有明顯的優勢。因為班主任跟學生接觸最多,對學生相對較為了解,而專業教師能夠在專業知識和能力提升方面給到學生切切實實的意見和建議,因而能夠最大程度的根據學生性格、能力等為其未來職業規劃作出較為科學的指導與建議。
2 零件表面黑線缺陷的觀察
2.1 零件表面宏觀觀察
對比觀察穩定注射工藝下的成型坯與燒結后的燒結件,發現無論是成型坯還是燒結件,在其澆口一側都會有類似黑線形狀的缺陷產生,如圖2所示。
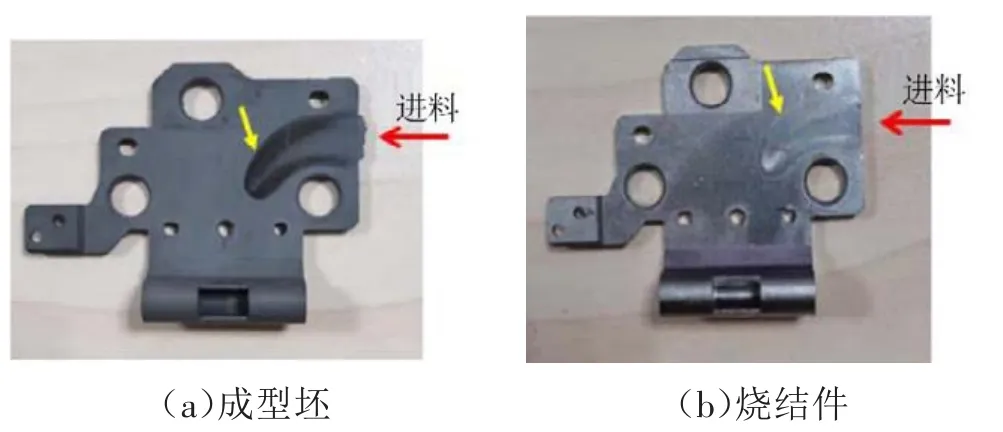
在成型坯上,表面缺陷從澆口處開始流動成一定的形狀,缺陷中心處的顏色較淺,兩側的顏色較深;在燒結件中,缺陷處顯示異于周圍的異常光澤,且在末尾處最為明顯。通過對比成型坯與燒結件黑線缺陷處發現,除了顏色有變化外,具體形狀并沒有發生變化。
2.2 零件缺陷處微觀結構觀察對比
將成型坯與燒結件的黑線處微觀結構作比較,在高倍率下觀察兩者黑線處的聯系。圖3(a)、(c)所示為不同倍率下成型坯黑線處的SEM圖,圖3(b)、(d)所示為不同倍率下燒結件黑線處的SEM圖。在圖3(a)中可以清晰觀察到金屬粉末顆粒狀如“珠串”排列,相鄰珠串間存在3~15 μm不等的黑色區域;在圖3(b)中,黑線處表面存在距離較近且凹凸不平的溝壑。在高倍率下對比圖3(c)、(d),發現燒結件黑線處明暗溝壑間的距離(圖3(d)中白色線段長度)與成型坯中深色且無粉末區域的寬度(圖3(c)中白色線段長度)接近。通過對比分析發現,零件在經過燒結后黑線處的微觀結構與成型坯仍存在一定的聯系,溝壑處的形狀和尺寸并沒有發生太大的變化。
農村地區基層防疫檢疫工作至關重要,涉及的范圍較廣,工作任務量較大,相關部門需要落實各項管理辦法,設定相應的管理機制。整合各項問題,有針對性采取應對控制措施,提升防疫檢疫工作質量,促進農村畜牧業長遠發展。

3 表面黑線缺陷形成原因的探究
(一)人物分析。以“項羽”為例,依據高中語文必修課本中的《鴻門宴》、高中選修中的《項羽之死》等文本,研究項羽的多面形象。
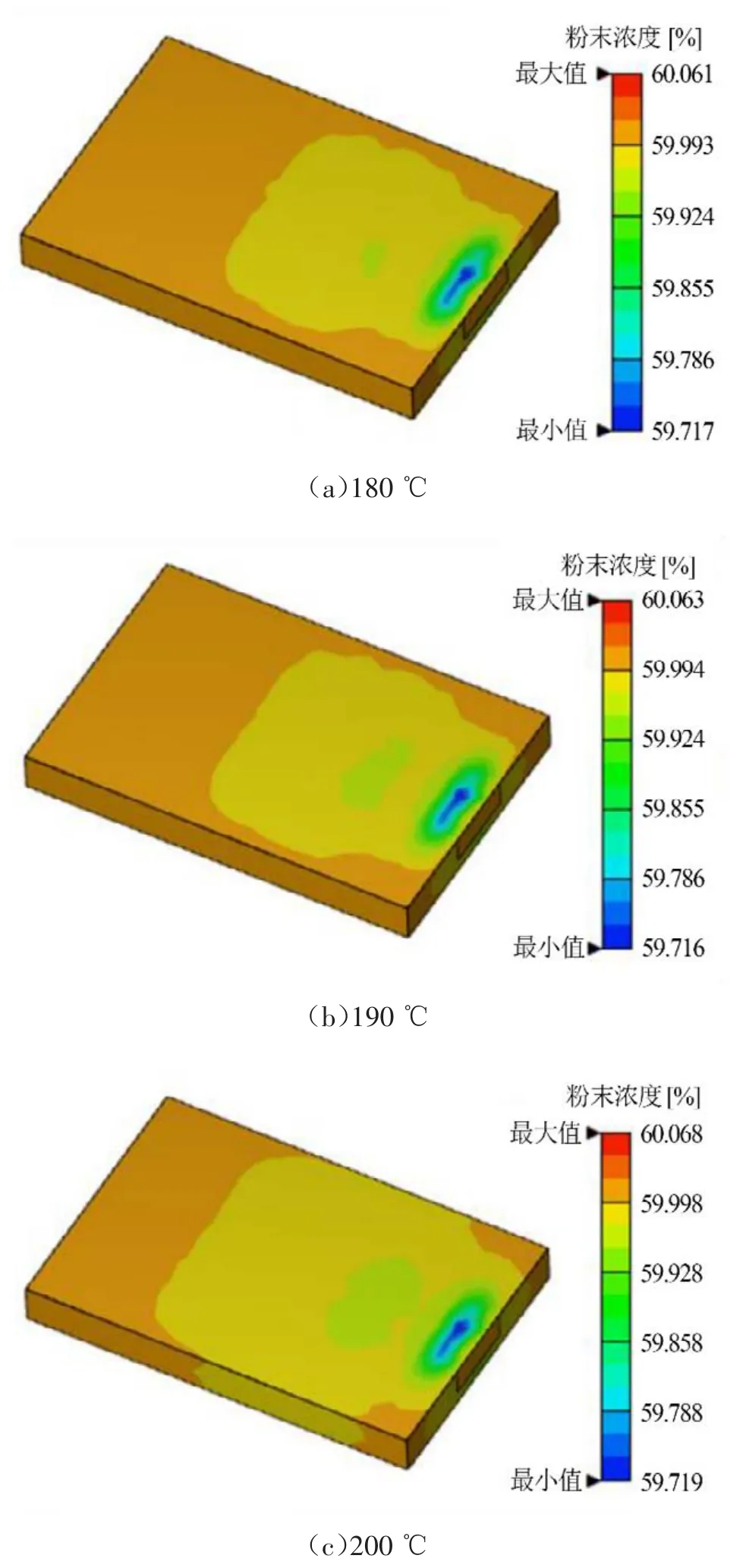
在不改變其他條件下探究不同的熔融溫度對黑線缺陷的影響。圖8所示分別為熔融溫度在180、190、200℃下的金屬粉末濃度分布結果。由圖8可知粉末濃度結果差異不大,在180℃時粉末的輻射范圍較小,粉末濃度分布較為均勻。因此,如因填料在充填階段產生黑線缺陷,可通過降低填料熔融溫度減輕黑線缺陷影響。但在改變熔融溫度時,一定要保證填料的最佳流動性,即要保證填料穩定的上限溫度。
3.1 成型坯黑線缺陷處斷口截面觀察
如圖4(a)所示,將從成型坯料沿著指示線截斷,觀察其斷口狀況,斷口截面處的微觀結構如圖4(b)所示。從斷口某處的電鏡照片可以發現,該區域可沿虛線分為兩類區域:區域
及區域
。在區域
中,無論是在成型坯面表層還是內部,都有金屬粉末顆粒緊密堆砌,粉末濃度高,最大粉末顆粒約7 μm,顆粒間被黏結劑填充,該區域中出現的孔洞大部分是在零件切割時粉末顆粒移動造成。而深色區域
聚集了大量黏結劑,在表層觀察不到粉末顆粒,由表層逐漸向內,才有粉末充填其中,接近表面處的粉末顆粒粒徑均較小(<3 μm),整個區域的粉末顆粒粒徑不超過5 μm。

3.2 黑線缺陷形成原因探究
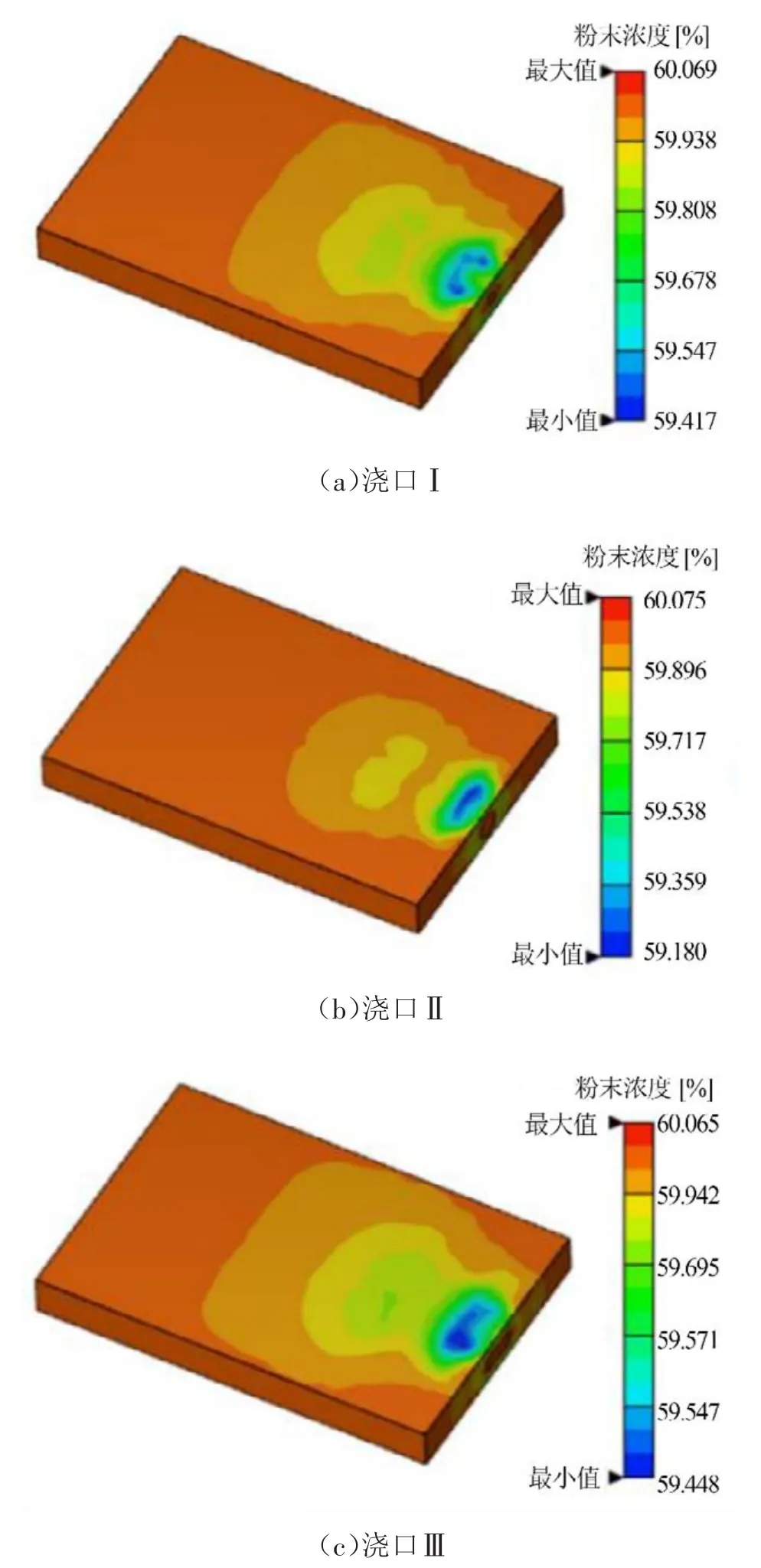
圖 7(a)~(c)所示分別為澆口 I、II及 III充填模擬結果中粉末濃度分布,從圖7可以看出靠近澆口處的粉末濃度較低,易在此處產生缺陷。相比其他組,澆口II低粉末濃度區域輻射范圍相對較小,澆口I與澆口II的低粉末濃度輻射范圍類似。觀察粉末濃度數值,澆口II的粉末濃度最低值為59.180%,小于其他兩組。澆口III粉末濃度最低值為59.448%,為三組最優。對于片狀金屬注射成形零件,選用扇形澆口設計可減小對黑線缺陷的影響。
通過觀察對比零件表面黑線缺陷的宏觀與微觀結構,發現燒結后的零件黑線缺陷依然存在,且黑線處的缺陷并沒有太大的變化,這表明黑線缺陷在注射階段已經形成,且后續的燒結工藝并不會對其有所改善。因此為了探究黑線缺陷形成的原因,對注射階段形成的成型坯進行微觀結構分析。
為避免復雜的零件形狀對注射階段的充填模擬產生影響,且黑線缺陷產生在零件的板狀平面位置,選用30 mm×20 mm×3 mm的片狀成型坯模型進行模擬,探究影響缺陷產生的因素,再對實際生產的金屬連接件進行模擬驗證。將模型導入軟件中,選擇粉末注射成型的模塊;設置主要的成型參數為:充填時間0.5 s、注射壓力81 MPa、保壓壓力120 MPa、熔融溫度200℃、模具溫度50℃、保壓時間6 s及冷卻時間15 s。
1992年初,國有企業掀起了“破三鐵”(鐵飯碗、鐵工資、鐵交椅)為中心的企業勞動、工資和人事制度的改革熱潮,被稱為計劃經濟體制下國有經濟經營機制改革的最后一戰,這一改革措施得到了中央的首肯,并迅速在國有企業中廣泛實施。
4 基于Moldex 3D對零件黑線缺陷模擬
通過對零件缺陷處的微觀與宏觀結構觀察分析可以得出,合理控制金屬注射成型階段粉末濃度的分布是預防黑線缺陷產生的重要解決思路。因此通過Moldex 3D軟件進行注射階段的模擬,從不同角度進一步探究黑線缺陷產生的原因并優化黑線缺陷。
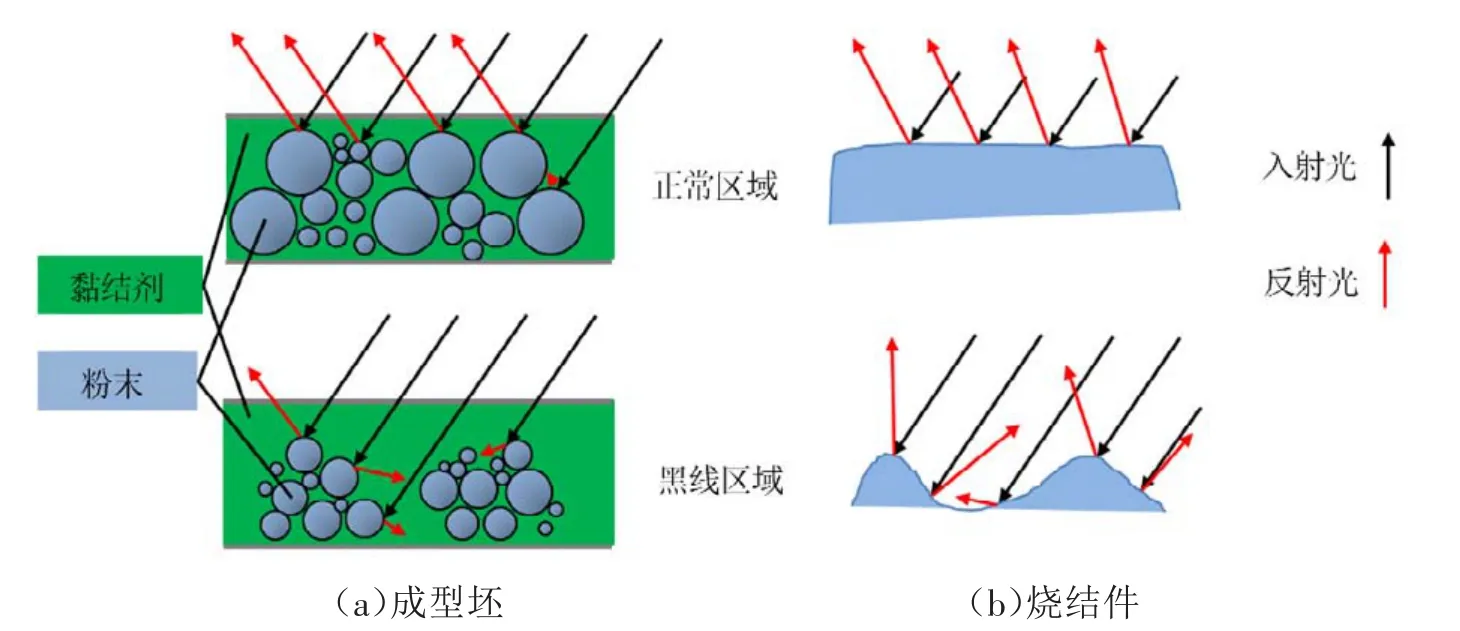
由圖5可以看出,正常區域的成型坯與燒結件在光線照射下,由于兩者表面平整,粉末顆粒均勻緊密堆砌,可直接反射光線。而在黑線區域,光線進入成型坯中,由于粉末濃度分布不均勻,射入的光線被粉末顆粒捕獲吸收,從而宏觀上呈現相比周圍更暗、更深的區域;在燒結件上則是產生漫反射,使該區域金屬光澤不同于正常區域。
4.1 澆口結構對黑線缺陷的影響
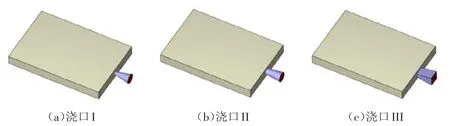
點澆口及扇形澆口是注射過程中常見的澆口形式,在片狀成型坯的側壁中心處設計了3組不同的澆口,圖 6(a)、(b)分別為點澆口 I、II,澆口截面直徑分別為
1 mm及
2 mm,圖6(c)為扇形澆口,澆口截面為1 mm×3 mm的矩形。
通過對成型坯和燒結件表面的微觀結構觀察,發現在正常情況下成型坯粉末濃度高分布均勻而緊密,燒結件表面較為平整;而在黑線缺陷處,成型坯接近表面處粉末顆粒缺失,被大量黏結劑占據,燒結件表面則存在凹凸不平的溝壑。圖5(a)所示為成型坯正常區域與黑線區域結構,圖5(b)所示為燒結件正常區域與黑線區域結構。
共建,融入了地方的環保治理體系。西江流域已全面建立了省、市、縣、鎮、村五級河長湖長體系,相關水上安全活動也納入了河長制的檢查考核體系。依托河長制體系,在“清污、清漂、清淤、清障、清違”等“五清”行動以及飲用水源地環保專項督察等行動中,西江船舶管理有效加強,相關管理部門之間的聯系和協作也進一步密切。
4.2 充填時間和熔融溫度對黑線缺陷的影響
充填時間決定了填料射出速度,填料在澆口處的流速越快,其金屬粉末在模具中的運動也越快,增加了粉末濃度分布的不均勻性,記錄充填時間為0.1、0.2、0.3、0.5、0.8、1.1、1.5 s時,粉末濃度最小值如表2所示。在充填時間不同的情況下,粉末濃度最小值也不同,在1.5 s時最低粉末濃度值高于其他組,因此,在不考慮其他因素的情況下可適當增加充填時間來減少黑線缺陷的影響。

根據式(2)~式(4),利用MATLAB軟件對永磁體周圍磁場的強度進行計算仿真,結果如圖2所示。圖2(a)為在距永磁體上表面5 mm處沿圓柱徑向(x方向)遠離圓柱軸線(z軸),磁場強度在x方向磁場強度分量Hx和z方向磁場強度分量Hz的變化情況;圖2(b)為沿柱狀磁鐵軸線方向遠離圓柱表面磁場強度的變化,由于對稱性在圓柱軸線上磁場強度只有z方向磁場強度分量Hz,其他方向磁場強度分量相互抵消。所以為了消除其他方向磁場對磁傳感器的影響,將圓柱軸線作為加速度傳感裝置的敏感軸。
4.3 注射壓力對黑線缺陷的影響
保持其他參數不變,探究注射壓力對黑線缺陷的影響,僅改變注射壓力對填料充填進行模擬。圖9所示分別為在80、70、60 MPa注射壓力時粉末濃度模擬結果,隨著注射壓力的降低,粉末濃度最小值由59.719%略微升高至59.738%,在注射壓力為60 MPa時,粉末濃度的均勻性較其他兩組高。但應避免注射壓力過小而導致零件出現填充不足的現象,因此在改變注射壓力時,要注意保證零件的填充問題。

4.4 模具溫度對黑線缺陷的影響
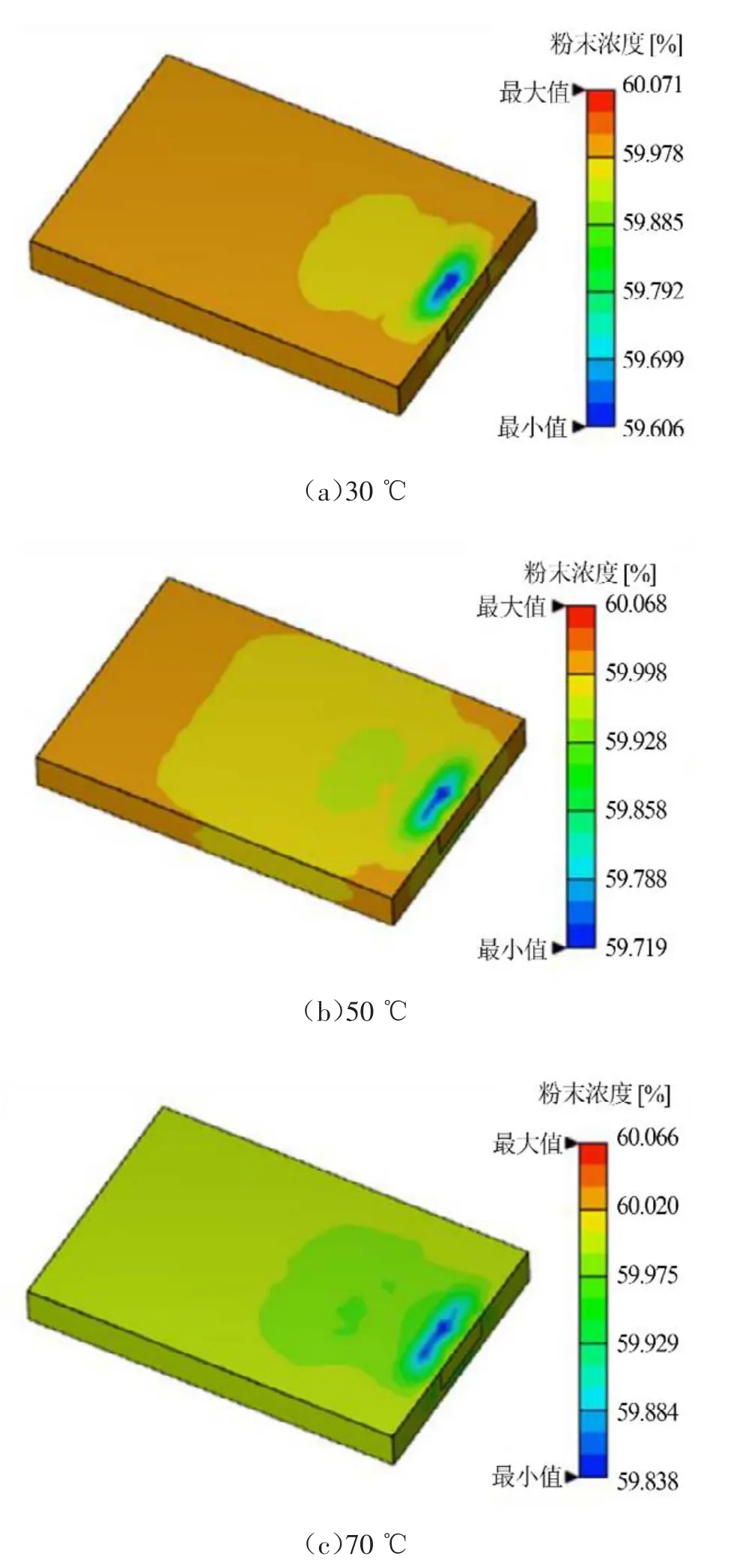
當熔融填料從料筒流經澆口進入型腔時,填料溫度從受料筒加熱控制變成由模具恒溫控制。其他條件不變的情況下,設定模具溫度分別為30、50、70℃,觀察不同模具溫度對黑線缺陷的影響。圖10所示分別為模具溫度在30、50、70℃下粉末濃度的模擬結果,隨著模具溫度的升高,粉末濃度最小值由59.606%提升至59.838%,粉末濃度分布的均勻性提高,因此可以通過適當地提高模具溫度來改善粉末濃度的均勻性,減輕黑線缺陷。
4.5 金屬注射成型連接件工藝優化
通過對較為簡易的板狀零件進行模擬,得到不同的參數對黑線缺陷的影響,不同的澆口結構與不同成型參數對黑線缺陷有不同程度的影響,其中對黑線缺陷影響較大的是充填時間、模具溫度及熔融溫度。
將金屬注射成型的連接件導入軟件中進行模擬。根據初始的實際成型條件,其澆口設計為點澆口,同時設定充填時間為0.5 s、熔融溫度為200℃及模具溫度為55℃時,得到圖11(a)所示的結果。從圖11(a)可以看出低粉末濃度區域與實際成型坯上的黑線缺陷特征相似。
為了對模具結構進行優化,改變澆口結構和調整注射成型參數后再對零件進行模擬。首先對黑線缺陷具有較大影響的注射成型參數進行修改優化,增加充填時間至0.6 s,降低熔融溫度至195℃,升高模具溫度至70℃。改變成型參數后再次進行充填模擬,圖11(a)所示為初始粉末濃度分布結果,圖11(b)所示為參數優化后的粉末濃度分布結果,粉末濃度最小值由59.626%提升至59.723%,粉末濃度分布的均勻性提高,降低了黑線缺陷的影響。
將初始的點澆口改為扇形澆口采用優化后的成型參數進行充填模擬,得到圖11(c)所示的結果,澆口結構的優化使低粉末濃度區域有所減小,粉末分布均勻性有所提高,減少了黑線缺陷的影響。

5 結束語
通過對成型坯及燒結件黑線缺陷處的宏觀對比與微觀觀察,發現零件的表面黑線缺陷在注射成型階段就已經產生,且燒結件的黑線形狀與成型坯相一致,說明后續的燒結工藝不會對黑線缺陷有所影響。從缺陷斷口處的微觀結構可看出,金屬顆粒在成型坯中的粉末濃度分布是黑線缺陷產生的重要影響因素,在成型坯的黑線缺陷區域內粉末含量較少,所含的金屬顆粒粒徑較低,因此經過光線反射的作用不明顯,導致缺陷部分失去光澤而發黑。通過對零件進行CAE模擬分析發現,不同的澆口形狀會影響黑線缺陷的產生,而在注射成型參數中對黑線缺陷影響較大的是充填時間、模具溫度及熔融溫度;其中注射壓力也會對黑線缺陷有一定的影響,但影響不大。
[1]LIN C M,WU J Y,TAN C M.Processing optimization for metal injection molding of orthodontic braces considering powder concentration distribution of feedstock[J].Polymers,2020,12(11):11-12.
[2]黃 猛.金屬注射成型技術在其不銹鋼零件成型中的應用[J].內燃機與配件,2018(3):124-125.
[3]趙吉慶,黃曉華,張言中,等.基于Fluent的中間擺臂注射成型工藝參數優化[J].機械與電子,2020,38(1):19-22.
[4]羅 浩,宗 偉,周晚珠,等.注射成形聚甲醛基In713C高溫合金喂料流變行為的研究[J].材料研究與應用,2016,10(3):205-213.
[5]KAWATA H,HAYASHI K,WAKABAYASHI C,et al.Martensite transformation start temperature during quench and austempering in Fe-8Ni-0.2CAlloys[J].Metallurgical and Materials Transactions A,2021:21-24.
[6]陳 超,廖秋慧,李大杰,等.基于Moldex 3D對注射成型厚壁金屬零件進行缺陷預測及分析[J].模具工業,2021,47(5):13-20.
[7]王健碩,鄧子玉,崔海濤,等.基于Y-PSZ/Ti粉末注射成形的脫脂工藝研究[J].沈陽理工大學學報,2019,38(5):41-45.
[8]范景蓮.粉末增塑近凈成形技術及致密化基礎理論[M].北京:冶金工業出版社,2011:71.
[9]王 威.高比重鎢合金注射成形工藝研究[J].中國鎢業,2019,34(2):34-38.
[10]汪傳生,胡紀全,朱 琳.椎間融合器金屬粉末注塑成型模具設計研究[J].橡膠工業,2018,65(1):89-93.
[11]張維合.牙齒矯正器底座金屬粉末精密注塑模具設計[J].中國塑料,2017,31(6):118-122.
[12]杜勝軍.基于Moldex3D的固定座結構改善及澆口優化分析[J].模具技術,2021(4):44-50.
[13]韓國聲.基于Moldex3D的微動開關澆口設計優化[J].機電信息,2020(26):120-122.
[14]方 堃,張有忱,徐春棟,等.基于Moldex3D的護目鏡注塑成型工藝優化和缺陷改善研究[J].塑料工業,2021,49(7):61-65.
[15]胡紅軍.金屬粉末注射成型模設計及應用[J].模具工業,2005,31(1):40-43.
[16]閆麗麗,陳志剛,馮福財,等.活檢鉗零件金屬粉末注射工藝與模具[J].模具工業,2011,37(4):49-52.
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
