基于數值模擬的翻邊帶筋肋板彎曲成形工藝研究
2022-03-24 10:50:18任廣義王曉康王高明
模具工業 2022年3期
0 引 言
翻邊帶筋肋板是支撐飛機機翼上、下翼蒙皮的關鍵鈑金構件,其主要由腹板及側面設置有加強筋的翻邊構成。目前該類零件采用彎曲模成形零件翻邊(含加強筋),后續輔以切邊、沖孔、內孔翻邊、校正等工序成形。其中,彎曲成形是決定該零件能否順利成形的關鍵工序。據現場統計,該類零件彎曲成形合格率不足30%,缺陷形式主要為加強筋處翻邊根部及加強筋頂部邊緣開裂。翻邊帶筋肋板零件的生產進度難以保障,是影響該飛機部件裝配交付的瓶頸問題。
與常規彎曲成形不同,該類肋板零件成形時加強筋處受力復雜,為彎曲-拉深復合成形過程,僅通過理論分析及經驗難以判定材料流動狀態。近年來,國內多利用有限元仿真模擬復雜成形過程,預測開裂、起皺、回彈等成形缺陷,優化工藝方案,縮短了試模周期,提高了零件成形質量
。現以典型翻邊帶筋肋板零件為研究對象,基于數值模擬并結合試驗研究了加強筋處凹模結構形式、凸模與凹模間隙及毛坯形狀對彎曲成形的影響規律,優化工藝參數,解決了肋板零件彎曲成形破裂問題。
企業財務會計工作較為敏感企業復雜程度較高,若工作人員的職業道德素質較低,就很可能在工作過程中為一己之私而采取違規違法操作,從而造成財務會計信息失真而產生較大風險。而職業道德素質欠缺的財務管理人員為一己之私,則可能會利用自身職務便利進行擅自篡改財務報表等不法行為,從而造成財務會計信息失真,對企業的健康穩定發展帶來非常大的不良影響。
1 零件工藝分析
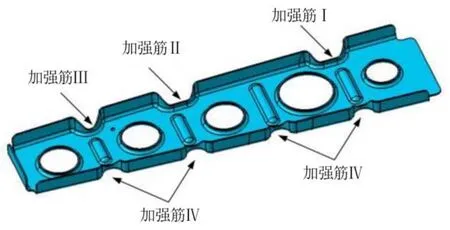
圖1所示為某機型中結構復雜、成形難度大的翻邊帶加強筋肋板零件。零件材料為鋁合金LY12-M,厚度
為2 mm,內側圓角
為4 mm,翻邊高度
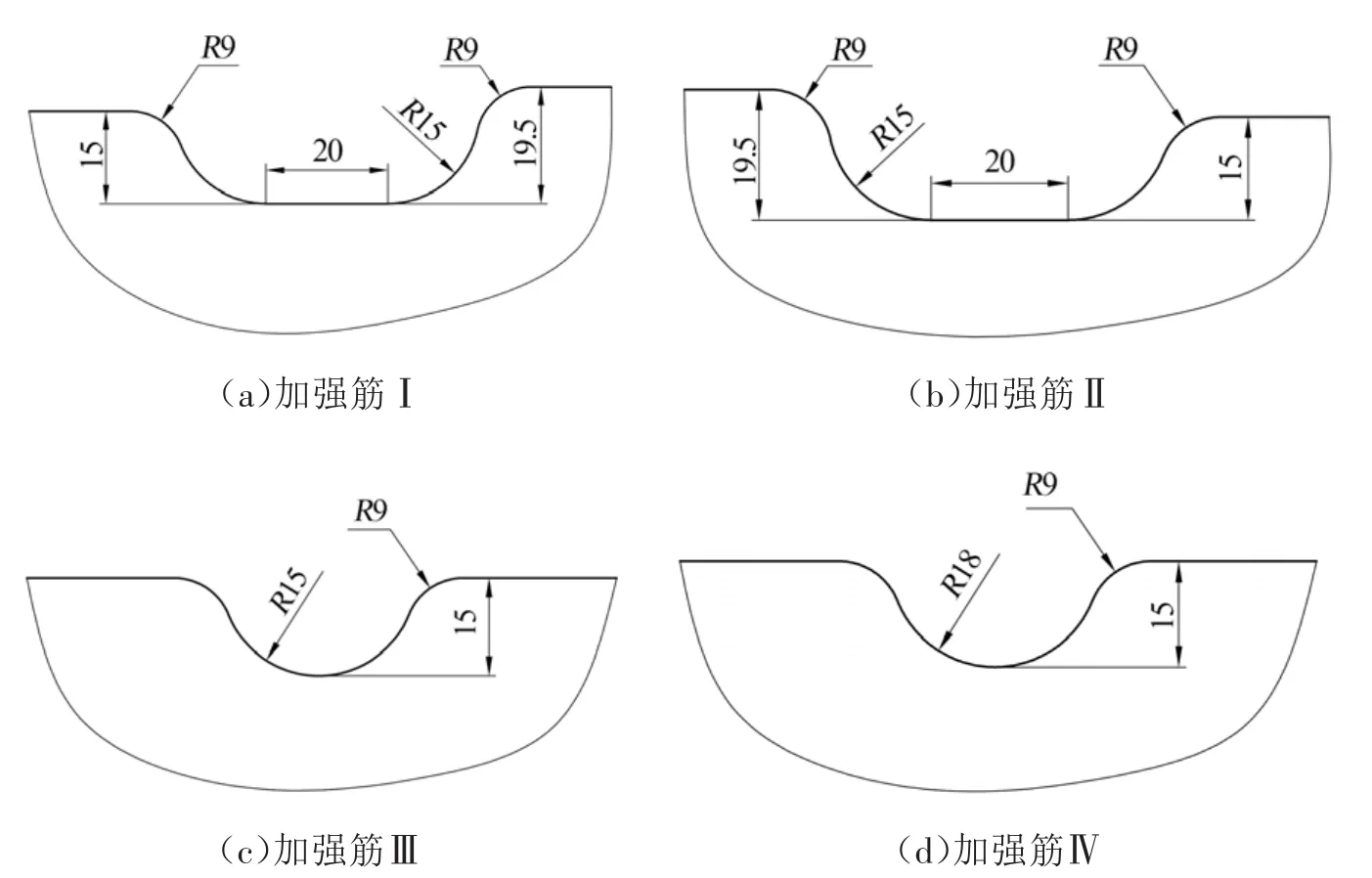
為24.2 mm(加強筋處設計有切口)。隔板上翻邊加強筋有4種類型,其俯視結構如圖2所示。加強筋Ⅰ及加強筋Ⅱ結構相似呈對稱分布,一側深度為19.5 mm,另一側深度為15 mm。加強筋Ⅲ及加強筋Ⅳ均為半圓形,半徑分別為
15 mm和
18 mm。
③不同職稱醫護工作者職業認同程度具有差異性。其中副主任醫師及以上職稱的醫護工作者職業認同程度高于其他職稱醫護工作者;護士職稱越高認同程度越低,而醫生職稱越高認同程度越高。調查結果顯示,醫生與護士職業認同問卷得分沒有顯著性差異,所以并不能斷定醫生職業認同程度高于護士。
2 數值模擬及工藝優化
2.1 建立有限元模型
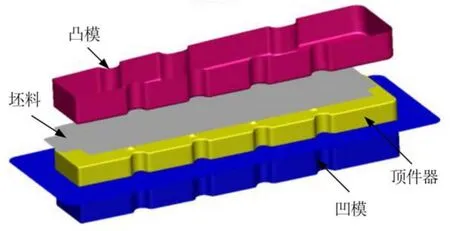
基于PAM-STAMP 2G建立零件彎曲成形仿真有限元模型。建模時,在軟件CATIA中建立凸模、凹模、頂件器、坯料的幾何模型并以igs擴展名文件導入仿真軟件中。為減少計算時間,將凸模、凹模、頂件器設置為剛體,坯料設置為變形體。毛坯的網格劃分采用自適應網格優化法:在計算初期,使用較粗的單元網格,隨著計算的逐步進行,在某些需要更細密網格描述的區域,將網格進一步劃分,以盡可能小的計算耗費獲得更好的計算結果
。有限元模型中,摩擦模型選用經典庫倫摩擦,凸模、凹模、頂件器與坯料之間的摩擦系數
均設置為0.12,建立的有限元模型如圖3所示。
2.2 優化加強筋處凹模結構
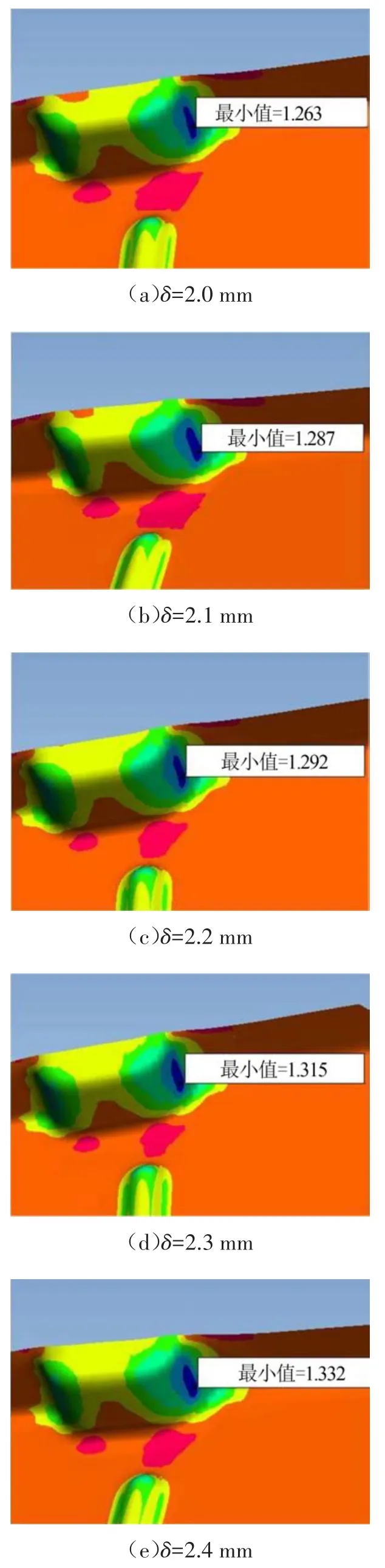
由上述分析可知減薄最大區域為翻邊加強筋Ⅰ根部區域,因此重點研究凸、凹模間隙對該區域的影響。圖7所示為不同間隙條件下成形零件加強筋Ⅰ根部區域的厚度分布云圖。由圖7可知,隨著凸、凹模間隙增大,減薄情況略有改善。但考慮零件腹板尺寸精度公差及后續加工工序要求,通過鉗工打磨的方式將原模具凸、凹模間隙
由2.0 mm返修為2.3 mm。

2.3 確定加強筋處凸模與凹模間隙
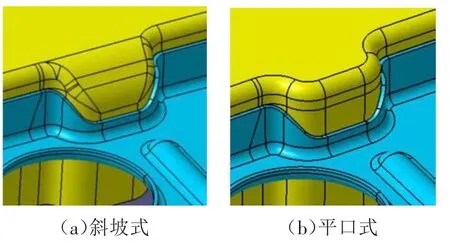
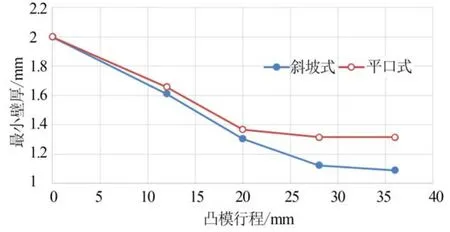
由于零件翻邊加強筋處設有切口,加強筋處凹模結構多采用原成形方案中隨切口形狀設計的斜坡式結構和擬采用的平口式結構,如圖4所示,以下分別通過數值模擬對2種設計方案的成形效果進行分析。圖5所示為2種凹模結構方案成形零件的厚度分布云圖。由圖5可知,零件最大減薄區域位于加強筋Ⅰ、Ⅱ較深一側的翻邊根部。由于加強筋Ⅰ、Ⅱ結構相似,以下僅對加強筋Ⅰ區域進行分析。斜坡式方案零件最小厚度為1.091 mm,最大減薄率45.5%;平口式方案最小厚度為1.315 mm,最大減薄率34.2%。圖6所示為不同彎曲階段2種方案加強筋Ⅰ區域的厚度對比,彎曲變形中的各個階段,斜坡式方案的零件厚度均小于平口式方案零件的最小厚度。由以上可知,斜坡式凹模結構彎曲成形時不利于材料向加強筋處翻邊根部轉移,無法有效抑制零件加強筋處翻邊根部快速減薄導致的內部開裂,平口式凹模結構優于斜坡式凹模結構。
特色產業集群具有文化和資源的地域根植性,是一個地方內生形成的生產聚集,具有較強的生命力。因此,返鄉農民工創業集群的建構要基于地方特色產業,加強與科研機構、高校、企業等其他主體的協同發展。首先,針對返鄉創業農民工群體,政府應鼓勵支持返鄉創業群體和企業建設農業產業技術創新戰略聯盟,引導返鄉創業群體資金向地方特色資源合理投向,帶動和支持返鄉創業群體依托地方性特色產業的產業鏈創業發展。其次,特色產業集群的演化需要返鄉農民工的深度挖掘,整合政府、企業、社會等多方資源,如結合地方特色產業引入新的技術和資源,創新組織形式,完善交易制度等措施。
2.4 優化坯料形狀
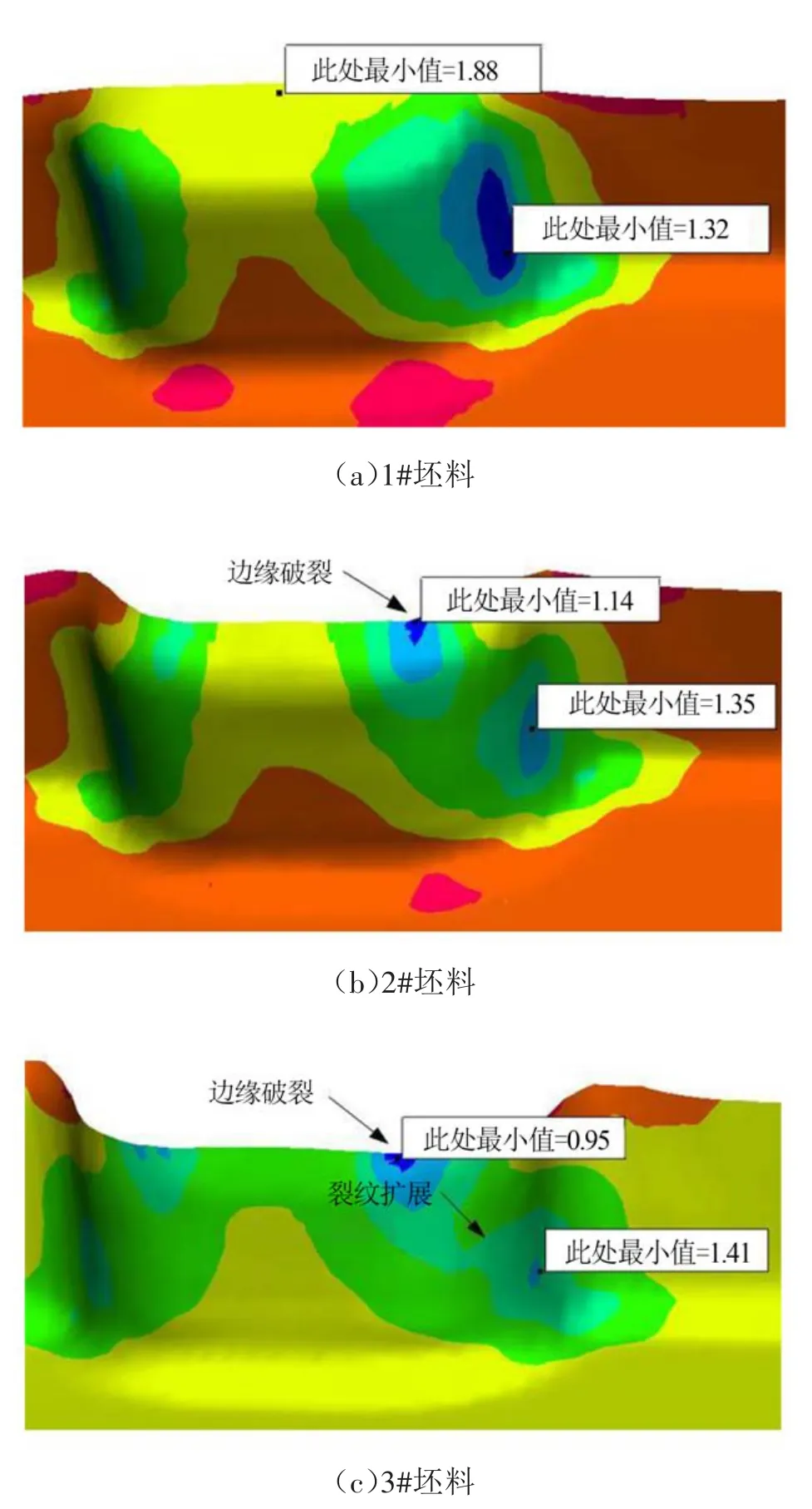
圖9所示分別為采用3種坯料模擬時零件加強筋Ⅰ處厚度分布情況,坯料缺口降低了變形區材料的流動阻力,有利于材料向翻邊根部轉移。當坯料缺口較淺時,翻邊根部減薄略有改善,但此時缺口邊緣位置已出現嚴重減薄現象;當坯料缺口較深時,翻邊根部減薄有明顯改善,但是缺口邊緣減薄更劇烈。
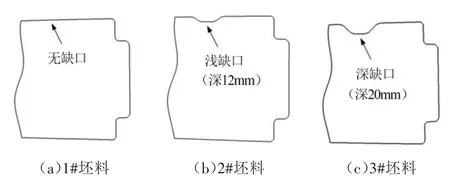
坯料形狀影響變形區材料的流動阻力,直接影響成形結果
。零件彎曲成形主要變形區位于加強筋區域,尤其以加強筋Ⅰ處最為復雜。該區域可以通過在坯料相應位置開缺口改善加強筋處翻邊根部的減薄情況。如圖8所示,依據經驗設計3種坯料,其特征為1#坯料加強筋Ⅰ處無缺口,2#坯料加強筋Ⅰ處設置較淺缺口,3#坯料加強筋Ⅰ處設置較深缺口。
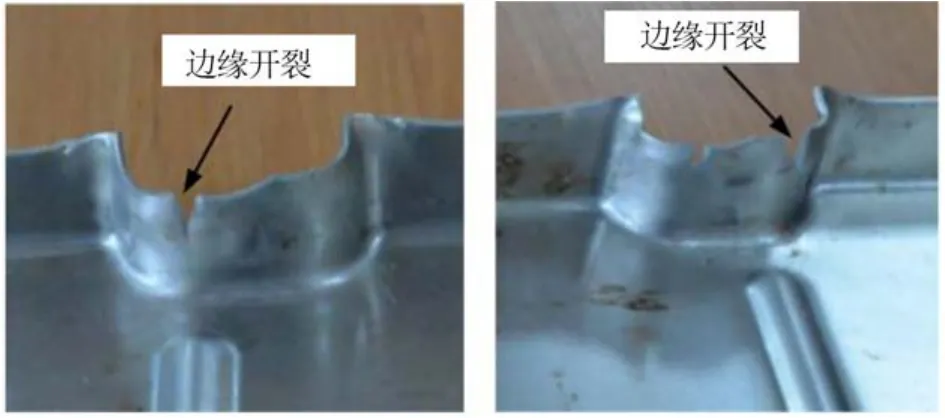
如圖10所示,現場試模也表明采用帶缺口坯料時,缺口邊緣減薄產生的裂紋易擴展至零件有效區域,導致零件報廢。為了得到合理的缺口形狀及尺寸,坯料需反復調試,影響生產進度,增加試模成本。由于飛機零件多品種、小批量的特點,零件數量少,生產周期短,不考慮最優成形效果,生產中一般直接采用不開缺口或較保守缺口的坯料進行成形。
3 工藝驗證試驗
基于以上研究返修模具并修改下料形狀后,在3 000 kN液壓機上進行試模。第一次試模時由于凸、凹模間隙打磨不合理,零件加強筋Ⅰ根部開裂。后續經二次打磨并經測量臂檢測合格后,再次進行試模,成形合格零件,如圖11所示。

4 結束語
由于飛機零件多品種、小批量的特點且隨著大量科研型驗證機的研制,生產周期愈發短,相比于汽車行業,飛機主機廠傳統的模具設計多依賴于技術人員的經驗。翻邊帶筋肋板彎曲成形時加強筋處變形復雜,前期基于經驗設計的模具成形的零件合格率低,影響了零件的交付進度。后期采用有限元仿真對成形過程進行定性、定量分析,減少了試模成本、縮短了試模周期。研究表明,凹模翻邊加強筋處采用平口式結構及增大凸、凹模間隙能有效避免危險區域的過度減薄;合理的坯料缺口有利于材料向翻邊加強筋根部流動,但口部開裂對缺口尺寸較敏感,口部裂紋容易擴展至零件有效區域而導致零件報廢。然而,平口式結構優于斜坡式結構的理論依據還需進一步探討。
[1]孟凡芳,徐 凱,宋 慧,等.基于CAD/CAE的汽車覆蓋件拉延模設計[J].鍛壓技術,2017,42(1):98-101.
[2]張 超,李 萍,曹婷婷,等.汽車后座椅橫梁沖壓成形過程的數值模擬[J].精密成形工程,2010,2(3):27-31.
[3]李春友.基于AutoForm的加強板沖壓工藝仿真與優化設計[J].熱加工工藝,2013,42(3):90-93.
[4]翁茂榮,李 強,曹淼龍.汽車前地板單動拉延成形工藝分析與數值模擬[J].鍛壓技術,2015,40(5):48-51.
[5]陸靜易,彭文虎,劉 振,等.主應變分析在成形零件邊部開裂中的應用[J].模具工業,2021,47(2):36-38.
[6]李瀧杲,王書恒,徐 巖.金屬板料成形有限元模擬基礎——PAMSTAMP2G(Autostamp)[M].北京:北京航空航天大學出版社,2008:41-44.
[7]郎利輝,王永銘,謝亞蘇,等.某鋁合金異形盒形件充液成形坯料形狀優化[J].精密成形工程,2013,5(3):19-23.
[8]肖良紅,羅慧娜,向俊仲,等.基于AutoForm的轎車行李箱內板成形工藝優化[J].鍛壓技術,2014,39(6):60-64.
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
