光學非球面超精密切削的在位測量及補償加工*
2022-03-22 08:50:54郭曦鵬王定文尹韶輝
金剛石與磨料磨具工程 2022年1期
關鍵詞:測量
張 亮,郭曦鵬,王定文,徐 聞,劉 堅,黃 帥,尹韶輝
(湖南大學,國家高效磨削工程技術研究中心,長沙 410082)
非球面等光學元件具有良好的光學特性,被廣泛應用于國防軍工、航空航天、電子、民用通訊、信息、天文及激光等尖端領域的儀器與系統中[1-3]。高精度的非球面光學元件的超精密加工離不開在位測量和補償加工,國內外對此進行了大量研究。閆如忠等[4]搭建了一個軸對稱非球面接觸式在位測量系統試驗平臺,采用多項式擬合算法對分離后的測量數據進行擬合,并與理想曲面對比,計算得出面形誤差;CHEN 等[5]提出了一種基于集成快速工具伺服系統的力傳感器的金剛石刀具刃口磨損的在位測量方法;YIN 等[6]針對探頭間距偏差大等問題,提出了一種基于共焦傳感器和多探頭測量方法的單探針剪切在位掃描方法;WANG等[7]基于在位非接觸式激光位移傳感器和小波分解技術,提出了雙錐面輪廓誤差補償方法,用于抑制光柵磨削加工的雙錐面光學最終輪廓誤差;陳逢軍等[8]研究了一種接觸式測頭與激光干涉位移傳感器相結合的在位測量裝置,對磨削后的工件表面進行在位形狀誤差測量,結果表明:所使用的激光位移傳感器具有直線度好的優良特性,但激光的產生裝置比較復雜且體積較大,應用范圍較為嚴苛且精度不高;張祥朝等[9]結合單點金剛石切削機床,設計了一種基于偏折技術的在位測量系統,結果表明:在位測量系統穩定性好、測量效率高,但測量精度不高,且受幾何標定可靠性的影響很大;朱吳樂[10]開發了一種測量微納結構的壓電陶瓷驅動與電容傳感器測頭結合的在位測量系統,并采用螺旋路徑測量,提高了測量效率,但探針的可互換性和對中效率不高。
總的來說,滿足實際生產需要,性能又穩定的高精度、低成本的非球面在位測量方法及裝置很少。按照測頭是否與被測工件表面接觸的方法,在位測量可分為非接觸式和接觸式測量。非接觸式測量無接觸應力,測量速度快,但測量精度不高,且易受環境因素影響;接觸式測量測量準確且數據可靠,但測頭與工件表面直接接觸產生的接觸應力可能導致工件表面劃傷。因此,開發出高分辨率、低接觸應力的接觸式測頭很有必要,而采用空氣軸承的設計結構的測頭可有效降低與工件表面的接觸應力[11]。
為進一步提高非球面等光學元件的超精密加工、測量及補償加工精度,同時克服現有在位測量方式存在的問題,開發以紅寶石測頭及C-LVDT 空氣軸承為主要組成的接觸式在位測量裝置及測量補償加工軟件。以C3604 黃銅為試驗材料進行球面、非球面在位測量及補償加工試驗研究,驗證開發的在位測量裝置及測量軟件的精確性和補償加工的有效性。
1 在位測量裝置及加工試驗平臺
1.1 在位測量裝置
圖1為在位測量裝置。測量桿由方形空氣氣浮軸承支撐,其前端固定著曲率半徑為0.5 mm 的微小口徑紅寶石測量頭,后端安裝電容式位移傳感器。電容式位移傳感器可檢測電容的電特性變化情況,確定被測工件位移偏移量。傳感器輸出交流電壓,作用在電容式探頭與探頭檢測目標2 個導體上,2 個導體之間形成電場,而探頭與檢測目標的大小及材料系數恒定,電容變化只與探頭與檢測目標之間的距離變化有關。探頭探測目標與紅寶石測頭為一體,當紅寶石測頭與被測工件接觸并進行軌跡運動時,測頭與被測工件的偏移會帶動探頭探測目標位置的偏移,從而使探頭與探測目標之間的距離發生變化,導致電容變化。根據電容變化,在傳感器內部,經過校準的檢測電子元件形成相應的電壓變化,按比例縮放的電壓變化表示距離的特定變化。根據傳感器靈敏度及相關計算,得出探頭與探測目標之間的位移偏移量,即被測工件的位移偏移量。此在位測量裝置采用接觸式的微小口徑紅寶石測頭,其測量精度高、接觸壓力小。同時,電容式位移傳感器具有精度高、分辨率高、溫度穩定性好、結構簡單、適應性強、動態響應性好等優點。
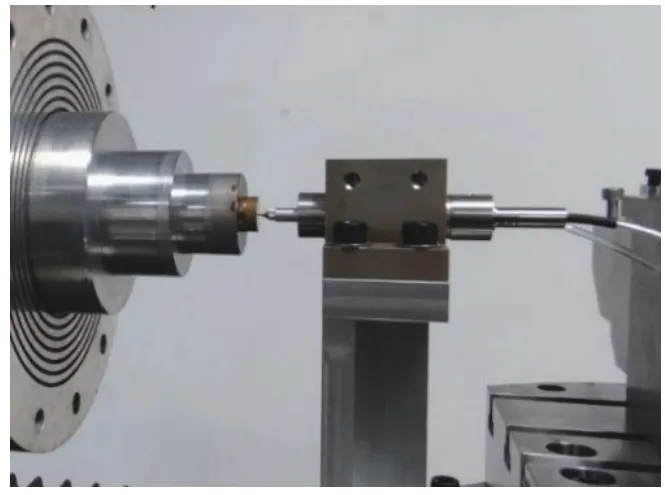
圖1 在位測量裝置Fig.1 On-machine measurement device
1.2 加工試驗平臺
切削加工試驗在超精密五軸復合加工機床上進行,其具有納米級別的分辨率,可完成非球面等光學元件的切削、磨削加工,如圖2所示,吸附工件的真空吸盤后面為工件C軸,支撐C軸的垂直方向的軸為Y軸,支撐Y軸橫向方向的軸為Z軸,固定刀架的軸為旋轉B軸,支撐B軸的導軌即為X軸。
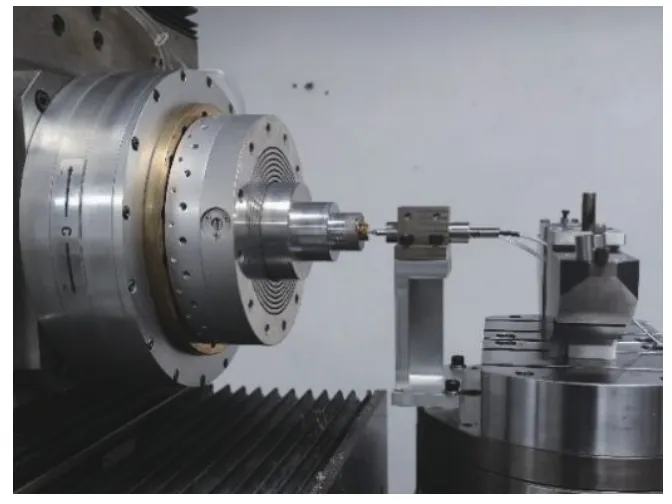
圖2 超精密五軸復合加工機床Fig.2 Ultra-precision 5-axis compound machining machine
綜合考慮加工對象、精度、剛度及性能等各方面要求,采用臥式結構機床。為確保超精密加工機床的加工精度,提高機床的熱穩定性與剛性和隔振、抗振性能,機床系統采用T 型結構布局,機床底座采用機械穩定性高、使用壽命長的大塊天然黑色花崗巖,整個花崗巖床身通過4 個具有自水平功能的被動式空氣氣墊支撐,并且具有單獨的隔振地基。超精密閉式液體靜壓導軌呈T 形布局,布置在花崗巖床身上,其分別作為機床的X軸和Z軸,X軸和Z軸采用直線電機驅動和全閉環反饋控制。工件的主軸C軸架設在Y軸上,包含空氣靜壓軸承和無框力矩電機驅動系統、圓光柵系統,主軸右端附帶真空吸盤,工件吸附在上面。B軸固定在X軸上,刀具、磨削及在位測量裝置固定在B軸上。
2 球面在位測量及補償加工試驗
2.1 試驗條件
加工工件為C3604 黃銅,直徑為30 mm,球面加工口徑為26 mm,曲率半徑為40 mm,加工深度為1.50 mm。車刀為天然金剛石刀具,且刀尖呈圓弧形,圓弧半徑為0.5 mm。加工方式由工件邊緣向中心加工,冷卻方式為油霧混合。粗加工、精加工及補償加工均使用同一把車刀,以避免換刀產生對刀誤差,繼而影響加工精度。表1為球面車削加工試驗條件。
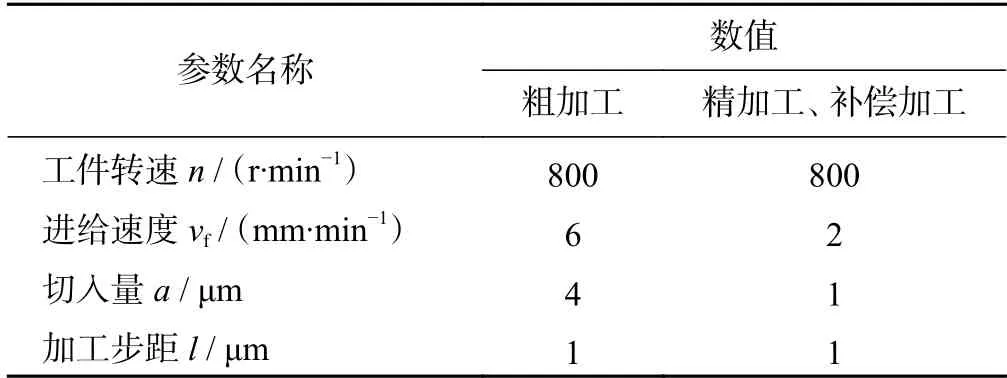
表1 車削加工試驗條件Tab.1 Experimental conditions for turning
2.2 試驗結果及討論
球面的金剛石刀具車削加工分粗加工、精加工和誤差補償加工等3 個階段。先進行粗加工,粗加工后,調整刀具裝置及在位測量裝置,對工件進行在位測量,其形狀誤差如圖3a 所示,面形精度PV 值為720.5 nm。再進行精加工,精加工后,通過在位測量裝置對工件進行測量,形狀誤差如圖3b 所示,工件的面形精度PV 值為362.0 nm,工件形狀誤差曲線仍起伏較大,需對工件進行補償加工。補償加工后,通過在位測量得到形狀誤差曲線(如圖3c 所示),其面形精度PV 值為231.4 nm,形狀誤差曲線在中心線周圍均勻波動,起伏較小,具有較高的加工表面質量。
為驗證在位測量裝置及所開發的測量軟件球面測量的精確性,補償加工后的工件球面用Form Talysurf PGI 840 進行離線測量,其形狀誤差如圖3d 所示,面形精度PV 值為234.4 nm。分析計算可知:離線測量與在位測量裝置測得的結果僅僅相差3.0 nm,相差很小,形狀誤差曲線走勢基本一致,驗證了在位測量系統測量的精確性和補償加工的有效性。

圖3 黃銅球面車削形狀誤差曲線測量結果Fig.3 Measurement results of brass spherical turning form error curve
由上述分析可知:經過補償加工后,工件的加工精度得到明顯提高。最終加工后的C3604 黃銅球面樣品如圖4所示,經ZYGO 白光干涉儀測量所得的工件局部表面微觀形貌如圖5所示,其表面粗糙度Ra為9.276 nm。
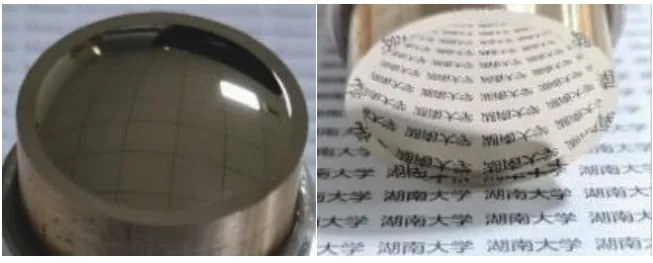
圖4 C3604 黃銅球面外觀圖Fig.4 C3604 brass sphere
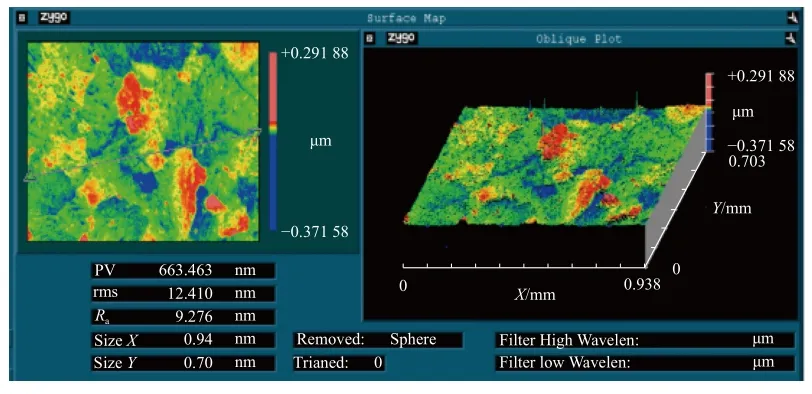
圖5 表面微觀形貌Fig.5 Surface morphology
3 非球面在位測量及補償加工試驗
3.1 試驗條件
加工工件為C3604 黃銅,直徑為30 mm,車削加工凸非球面,凸非球面加工口徑為26 mm,曲率半徑為40 mm,加工深度為2.28 mm。車刀選用天然金剛石刀具,且刀尖為圓弧形,圓弧半徑為0.5 mm。加工方式由工件邊緣向中心加工,冷卻方式為油霧混合。粗加工、精加工及補償加工均使用同一把車刀,以避免換刀產生對刀誤差,繼而影響加工精度。凸非球面車削加工試驗條件如表1所示,非球面系數如表2所示。
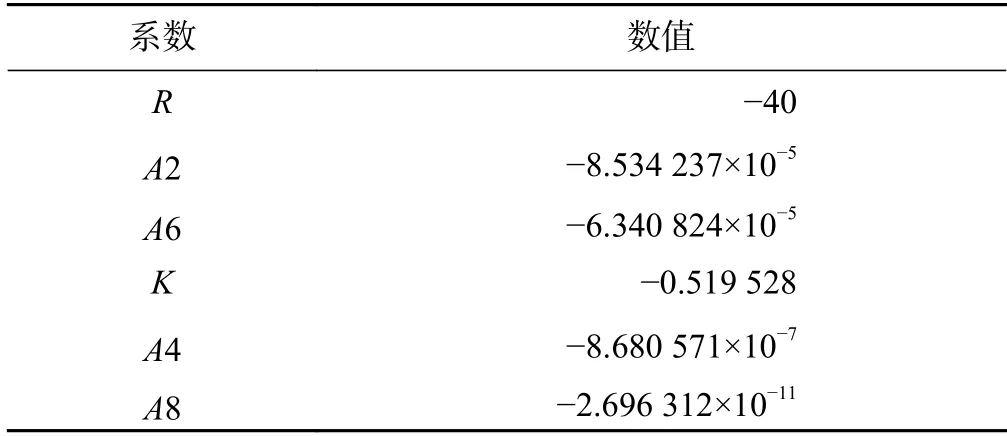
表2 非球面系數Tab.2 Asphere coefficients
3.2 試驗結果及討論
在對非球面進行車削加工時,先進行粗加工,粗加工完,對工件進行在位測量,測得的形狀誤差如圖6a所示,其面形精度PV 值為930.8 nm。精加工完,通過在位測量裝置對工件進行測量,測得的形狀誤差如圖6b 所示,其面形精度PV 值為315.6 nm,此時曲線起伏較大,高低不平,中間突起,兩邊下凹,形狀誤差仍然較大,需對工件進行補償加工,進一步提高精度。根據精加工形狀誤差曲線,分析計算出誤差量,并將其輸入至原加工程序,從而生成新的補償加工程序。然后,對工件進行補償加工。通過在位測量裝置,測得補償加工后的工件形狀誤差曲線如圖6c 所示,其面形精度PV 值為206.3 nm,形狀誤差曲線在中心線周圍均勻波動,起伏較小,具有較高的加工表面質量。
為驗證在位測量裝置及所開發的非球面測量軟件的精確性,補償加工后的工件非球面用Form Talysurf PGI 840 進行離線測量,其形狀誤差曲線如圖6d 所示,面形精度PV 值為199.3 nm。分析計算可知:離線測量與在位測量裝置測得的結果僅僅相差7.0 nm,相差很小,形狀誤差曲線走勢基本一致,驗證了在位測量系統測量的精確性和補償加工的有效性。

圖6 黃銅非球面車削形狀誤差曲線測量結果Fig.6 Measurement results of brass aspheric surface turning form error curve
由上述分析可知:經過補償加工后,工件的加工精度得到了明顯的提高。最終加工后的C3604 黃銅非球面樣品如圖7所示,經ZYGO 白光干涉儀測量所得的工件表面微觀形貌如圖8所示,工件表面粗糙度Ra為11.601 nm。
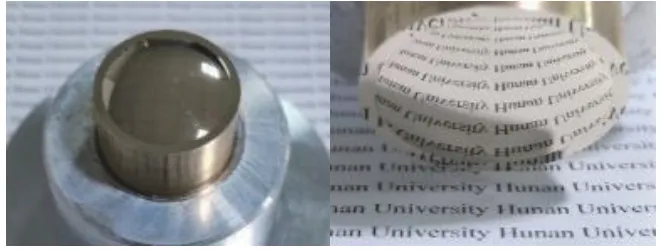
圖7 C3604 黃銅非球面外觀圖Fig.7 C3604 brass asphere
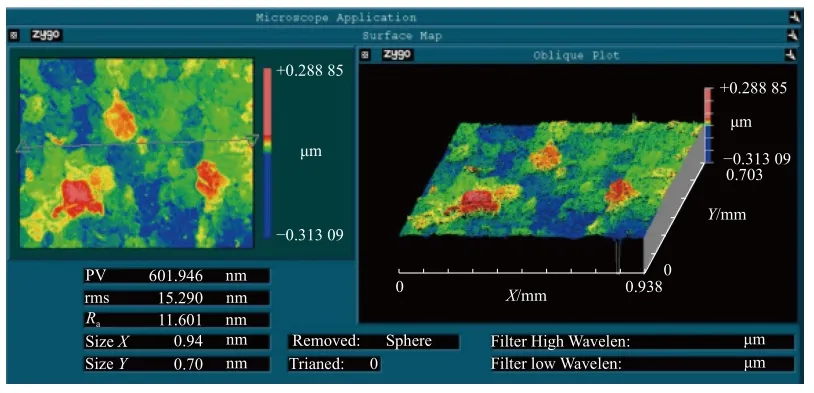
圖8 表面微觀形貌Fig.8 Surface morphology
4 結論
(1)球面經過補償加工后,面形精度PV 由補償前的362.0 nm 提高到231.4 nm;非球面經過補償加工后,面形精度PV 由補償前的315.6 nm 提高到206.3 nm,補償加工效果良好。
(2)球面補償加工后獲得的表面粗糙度Ra為9.276 nm,非球面補償加工后獲得的表面粗糙度值Ra為11.601 nm,球面及非球面補償加工都能獲得良好的表面輪廓質量。
(3)將離線測量與在位測量進行比較,球面的離線測量與在位測量結果僅相差3.0 nm,非球面的離線測量與在位測量結果僅相差7.0 nm,相差都很小,且形狀誤差曲線走勢基本一致,驗證了在位測量系統測量的精確性和補償加工的有效性。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00