超聲沖擊對高速列車用S355J2W鋼焊接接頭力學(xué)性能和殘余應(yīng)力的影響
2022-03-21 16:26:42王洪廣岑升波
西部交通科技 2022年1期
王洪廣 岑升波
作者簡介:王洪廣(1980—),碩士,副教授,研究方向:機(jī)械制造。
摘要:文章以高速列車轉(zhuǎn)向架用S355J2W耐候鋼對接接頭為研究對象,用熔化極活性氣體保護(hù)電弧焊、JM55II焊絲對12 mm厚的S355J2W耐候鋼板進(jìn)行了焊接,采用超聲沖擊法對焊接接頭焊趾區(qū)域在不同時間條件下進(jìn)行處理,通過硬度試驗(yàn)和拉伸試驗(yàn)對超聲沖擊處理和未處理焊接接頭的力學(xué)性能進(jìn)行測試,并利用X射線殘余應(yīng)力測試儀對接頭沖擊前后的殘余應(yīng)力進(jìn)行分析。結(jié)果表明:S355J2W鋼焊接接頭的經(jīng)超聲沖擊處理20 min強(qiáng)化效果最好,焊趾的硬度值較未處理狀態(tài)提高了14.09%,抗拉強(qiáng)度提高了20.3 MPa;超聲沖擊降低了焊趾位置的應(yīng)力集中系數(shù),接頭的斷裂位置由焊趾位置轉(zhuǎn)移到熱影響區(qū);超聲沖擊對降低焊趾區(qū)域的焊接殘余應(yīng)力效果顯著,焊趾橫向殘余應(yīng)力消除率最高達(dá)到334%,焊趾縱向殘余應(yīng)力消除率最高達(dá)到366%。
關(guān)鍵詞:殘余應(yīng)力;S355J2W鋼焊接接頭;超聲沖擊;力學(xué)性能
中國分類號:U270.3A471734
0 引言
轉(zhuǎn)向架是高速列車走行部分的關(guān)鍵部件,其性能的優(yōu)異性直接決定了列車的穩(wěn)定性和乘坐舒適性,對列車的運(yùn)行有著無法替代的意義。轉(zhuǎn)向架采用多層多道焊組裝而成,多次不均勻熱循環(huán)輸入導(dǎo)致焊接殘余應(yīng)力的產(chǎn)生不可避免,而殘余應(yīng)力對焊接接頭的靜載強(qiáng)度、剛度、疲勞強(qiáng)度和結(jié)構(gòu)穩(wěn)定性都有較大的影響,甚至?xí)c外部腐蝕介質(zhì)相互作用引起構(gòu)件發(fā)生應(yīng)力腐蝕開裂[1]。焊接接頭的破壞一般發(fā)生在焊趾、焊接缺陷等部位,因?yàn)檫@些部位更容易引起應(yīng)力集中現(xiàn)象,在殘余應(yīng)力的疊加下使接頭裂紋[2]。所以,研究消除和改善轉(zhuǎn)向架接頭殘余應(yīng)力的有效方法,對提高列車的運(yùn)行安全具有重要的意義。
企業(yè)常常使用熱處理法、振動時效法、噴丸處理等來消除和改善焊接殘余應(yīng)力,其中熱處理法是主流的應(yīng)力消除工藝,即在高溫下材料內(nèi)部局部塑性變形,使殘余應(yīng)力松弛而達(dá)到應(yīng)力消除的目的。但熱處理設(shè)備造價高、占地大、能耗高和效率低等因素制約了熱處理法的發(fā)展,且轉(zhuǎn)向架尺寸較大,對熱處理設(shè)備要求更高。振動時效法是通過對焊接區(qū)域施加循環(huán)交變應(yīng)力,使接頭內(nèi)部產(chǎn)生局部塑性變形,使殘余應(yīng)力得到釋放[3]。但該方法要求有大功率激振源和比工件更大的振動臺,并不適用于轉(zhuǎn)向架的應(yīng)力消除。而噴丸處理易造成污染,需在固定的噴丸房間內(nèi)完成,對作業(yè)場地有一定的限制。超聲沖擊處理法由于其投資成本小、噪聲小、效率高和操作靈活簡便等諸多優(yōu)勢而成為較為理想的殘余應(yīng)力消除方法。超聲沖擊利用超聲波振動驅(qū)動沖擊針高速撞擊工件表面,使工件表面產(chǎn)生塑性變形和殘余壓應(yīng)力,對提高接頭的力學(xué)性能具有積極的效果[4]。目前針對焊接接頭的超聲沖擊處理大多采用全覆蓋式處理[5-7],雖然消除焊接殘余應(yīng)力的效果很好,但是該處理方式工作量較大,效率有待提高。焊接接頭的焊趾部分是接頭主要的薄弱區(qū)域,若對焊趾位置進(jìn)行超聲沖擊處理,將大大提高處理的效率。
本文以高速列車轉(zhuǎn)向架用S355J2W耐候鋼對接接頭為研究對象,采用超聲沖擊法對焊接接頭焊趾區(qū)域在不同時間條件下進(jìn)行處理,通過硬度試驗(yàn)和拉伸試驗(yàn)對超聲沖擊處理和未處理焊接接頭力學(xué)性能進(jìn)行測試,并利用X射線殘余應(yīng)力測試儀對接頭沖擊前后的殘余應(yīng)力進(jìn)行分析,研究不同沖擊時間對耐候鋼接頭力學(xué)性能和殘余應(yīng)力的影響。研究結(jié)果可以為超聲沖擊處理應(yīng)用于列車轉(zhuǎn)向架焊接接頭殘余應(yīng)力的消除提供理論指導(dǎo)。
1 試驗(yàn)材料及方法
1.1 實(shí)驗(yàn)材料和焊接方法
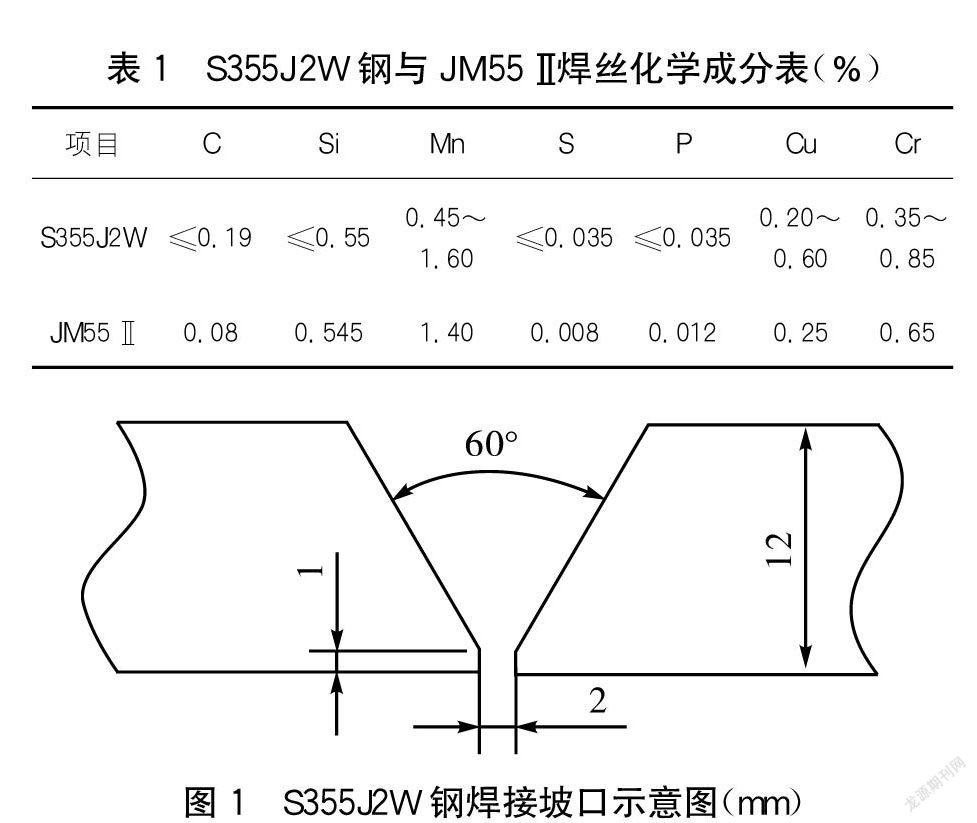
實(shí)驗(yàn)采用高速列車轉(zhuǎn)向架用S355J2W耐候鋼,板厚為12 mm,焊接材料為JM55 Ⅱ焊絲,母材及焊絲主要化學(xué)成分如表1所示。焊接采用V形坡口,根部間隙為2 mm、鈍邊為1 mm,如圖1所示。焊接方法為熔化極活性氣體保護(hù)電弧焊(MAG焊),采用多層多道焊接,底層焊接電流為120~140 A,填充及蓋面焊接電流為250~280 A,保護(hù)氣體為富氬混合氣(80%Ar+20%CO2)。
1.2 超聲沖擊處理
超聲沖擊處理采用華云機(jī)電科技有限公司生產(chǎn)的Hy2050型豪克能沖擊槍對焊接接頭的兩道焊趾進(jìn)行沖擊處理。沖擊選用圓形沖擊頭。采用2.0 A的激勵電流,沖擊時間分別為10 min、15 min、20 min。具體的沖擊處理過程為:將沖擊針對準(zhǔn)焊趾處,針頭貼合焊趾表面,略施加一定的壓力,盡量讓沖擊槍在自重的條件下進(jìn)行沖擊。沖擊過程中,將沖擊槍沿著焊縫方向移動,為了降低沖擊凹痕的深度,獲得圓滑的過渡區(qū),在沖擊槍移動的過程中同時向兩側(cè)作小幅度擺動。
1.3 硬度試驗(yàn)和拉伸試驗(yàn)
硬度試驗(yàn)采用HVS-30型維氏硬度計(jì),測量載荷為200 g,載荷持續(xù)時間為15 s。從焊縫中心向母材方向測量21個硬度點(diǎn),點(diǎn)間隔距離為1 mm。
拉伸試驗(yàn)參照《焊接接頭拉伸試驗(yàn)方法》(GBT 2651-2008)和《金屬材料室溫拉伸試驗(yàn)方法》(GB/T 228-2010)制成矩形橫截面拉伸試樣,試樣保留焊縫余高,焊縫位于試樣中心。拉伸試驗(yàn)所用的設(shè)備為DNS300萬能試驗(yàn)拉伸機(jī)。試樣的原始標(biāo)距為60 mm,拉伸速度為5 mm/min。
1.4 殘余應(yīng)力測試
焊接殘余應(yīng)力測試采用日本Pulstec公司生產(chǎn)的μ-X360n便攜式X射線殘余應(yīng)力分析儀。所用靶材為Cr靶,準(zhǔn)直管直徑為1 mm,功率為30 kV·1mA,零應(yīng)力鐵粉校準(zhǔn)。在垂直于焊縫長度方向布置一條有15個測點(diǎn)的測試線,測點(diǎn)距離焊縫中心距離分別為0 mm、±5 mm、±10 mm、±15 mm、±20 mm、±30 mm、±50 mm、±70 mm。
2 結(jié)果與分析
2.1 顯微硬度測試與分析
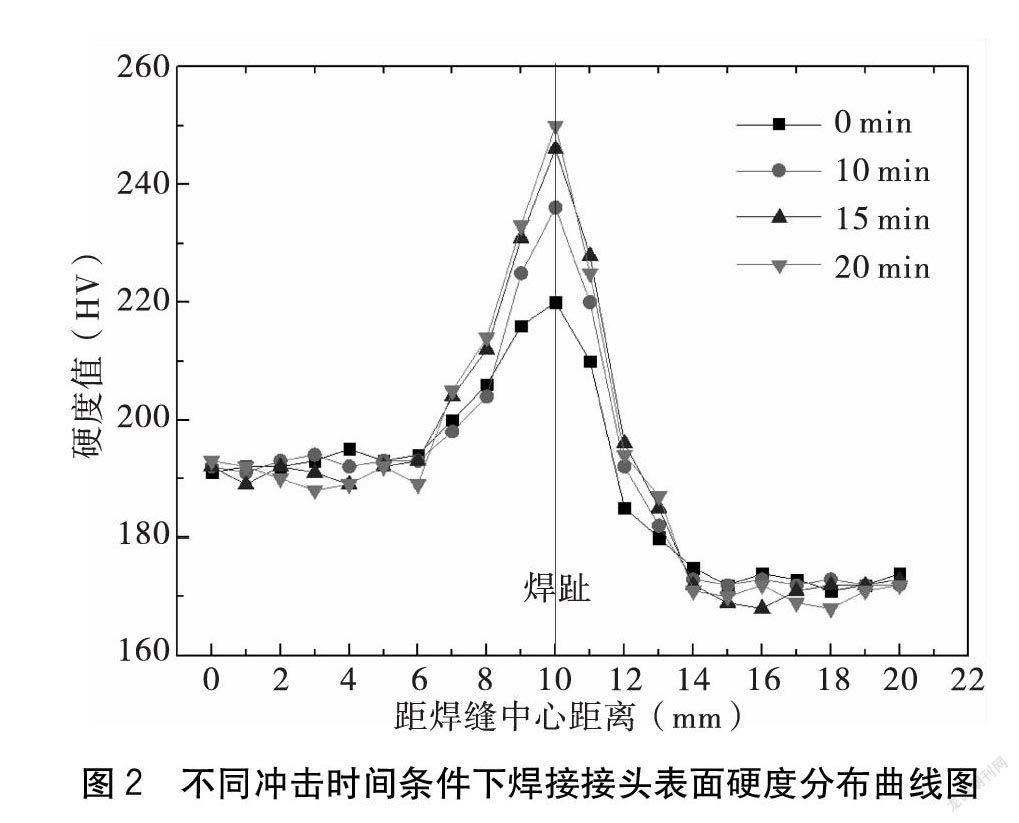
如圖2所示為不同沖擊時間條件下焊接接頭表面顯微硬度沿著遠(yuǎn)離焊縫中心方向的變化曲線。從圖2可以看出,S355J2W鋼焊接接頭在未經(jīng)超聲沖擊處理狀態(tài)下,顯微硬度從焊縫中心到焊趾呈逐漸上升趨勢,最大值出現(xiàn)在焊趾位置,之后從熱影響區(qū)到母材區(qū)呈下降趨勢。這是由于各區(qū)域在焊接過程中,經(jīng)歷了不同的熱循環(huán)溫度,相當(dāng)于經(jīng)歷了不同的熱處理,從而形成了不同的組織,導(dǎo)致硬度值出現(xiàn)變化。S355J2W鋼焊接接頭在10 min、15 min和20 min的超聲沖擊處理狀態(tài)下,其顯微硬度值分布規(guī)律與未處理狀態(tài)下相同,但是焊趾及其周圍區(qū)域的硬度值隨著超聲沖擊時間的增大而增大。沖擊時間為20 min時,焊趾的硬度值為251 HV,較未處理狀態(tài)下的硬度值提高了14.09%。超聲沖擊處理在焊趾附近造成了劇烈的塑性變形,導(dǎo)致試件內(nèi)部晶體位錯在外應(yīng)力的作用下不斷地增殖、運(yùn)動、塞積和纏結(jié),晶粒內(nèi)部的位錯密度越來越高,位錯運(yùn)動的阻礙也越大,材料的抗變形能力也隨著增大,加工硬化效應(yīng)也愈發(fā)明顯,所以隨著沖擊時間的增加,焊趾區(qū)域的硬度值也隨之增大。但是由于只對焊趾區(qū)域進(jìn)行了超聲沖擊處理,其他區(qū)域的硬度值較未處理狀態(tài)下并無明顯區(qū)別。
2.2 拉伸試驗(yàn)與分析
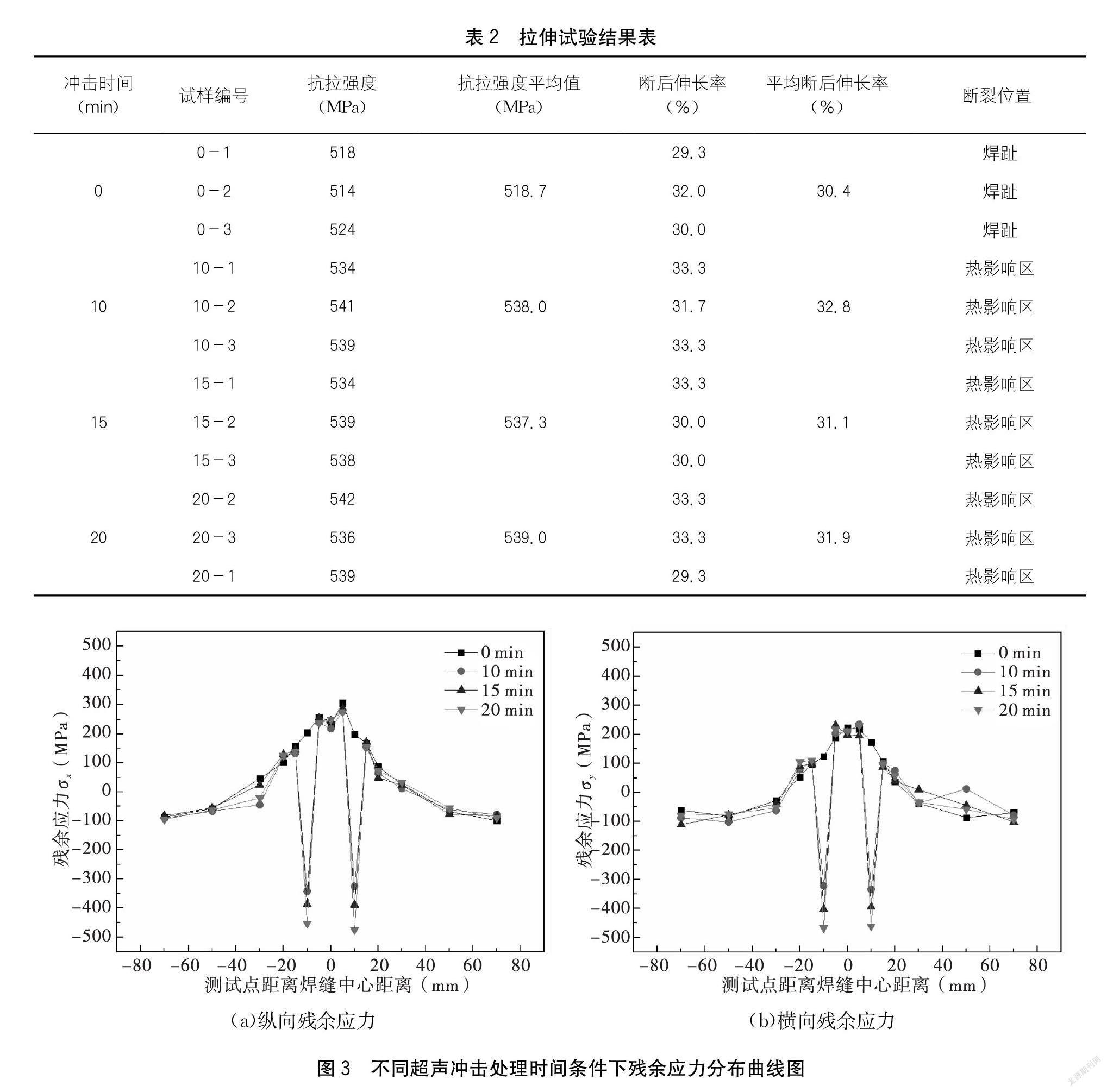
超聲沖擊處理時間分別為0 min、10 min、15 min和20 min時焊接接頭的拉伸試驗(yàn)結(jié)果如下頁表2所示。由表2數(shù)據(jù)得知,未進(jìn)行超聲沖擊處理的接頭,其拉伸斷裂位置均位于焊趾處,抗拉強(qiáng)度為518.7 MPa;而經(jīng)過超聲沖擊處理后,斷裂的位置則位于熱影響區(qū),試樣的抗拉強(qiáng)度隨著沖擊時間的增加而增加,但變化不明顯,當(dāng)沖擊時間為20 min時,試樣的抗拉強(qiáng)度最大值為539.0 MPa,比未處理試樣提高了20.3 MPa。另外,超聲沖擊處理和未處理焊接接頭試樣的斷后伸長率相比也有一定的提升,只是提升的效果不明顯。焊縫和母材在焊趾位置出現(xiàn)尺寸突變,在焊趾位置形成了較大的應(yīng)力集中效應(yīng),導(dǎo)致未經(jīng)超聲處理的焊接接頭均斷裂在焊趾處。但是,焊趾經(jīng)過超聲沖擊處理后變成了圓滑過渡,顯著降低了原來的應(yīng)力集中系數(shù)。與此同時,超聲沖擊處理后,焊趾區(qū)域發(fā)生加工硬化,沖擊時間越長,硬度值提高越大,使薄弱的焊趾處的強(qiáng)化效果越好,所以未處理接頭拉伸斷裂在焊趾處,而經(jīng)過超聲沖擊處理接頭的拉伸斷裂位置在性能較為薄弱的熱影響區(qū)。
2.3 殘余應(yīng)力測試結(jié)果
不同超聲沖擊處理時間焊接接頭縱向、橫向殘余應(yīng)力分布如下頁圖3所示,測點(diǎn)距離焊縫中心距離分別為0 mm、±5 mm、±10 mm、±15 mm、±20 mm、±30 mm、±50 mm、±70 mm。其中,距離為±10 mm時,表示測試點(diǎn)位于焊趾位置。從圖3中可知,未進(jìn)行超聲沖擊處理的焊接接頭表面殘余應(yīng)力分布特征為焊縫區(qū)域的縱向應(yīng)力和橫向應(yīng)力為拉應(yīng)力,遠(yuǎn)離焊縫的區(qū)域?yàn)閴簯?yīng)力。焊縫區(qū)域的拉應(yīng)力最高,最大縱向殘余應(yīng)力為305 MPa,最大橫向殘余應(yīng)力為223 MPa。其中,焊趾位置的最大縱向殘余應(yīng)力為204 MPa,最大橫向殘余應(yīng)力為173 MPa。由此可知,焊縫區(qū)域的殘余應(yīng)力峰值超過了S355J2W耐候鋼屈服強(qiáng)度的一半。造成焊縫區(qū)域殘余應(yīng)力峰值高的主要原因在于多層多道焊在焊接過程中,材料經(jīng)歷了多次不均勻高溫?zé)嵫h(huán)輸入,巨大的溫度梯度在材料內(nèi)部形成了很高的熱應(yīng)力,加上焊接板各方向被固定,熱應(yīng)力無法通過塑性變形釋放,最終形成較高的殘余應(yīng)力。由于本次實(shí)驗(yàn)只針對焊趾區(qū)域進(jìn)行超聲沖擊處理,遠(yuǎn)離焊趾位置區(qū)域的橫向、縱向殘余應(yīng)力值并無明顯變化。但是焊趾區(qū)域經(jīng)過超聲沖擊處理后,焊接殘余應(yīng)力消除效果顯著,焊縫區(qū)域殘余應(yīng)力峰值均有所下降,焊趾位置的橫向、縱向殘余應(yīng)力由拉應(yīng)力變成壓應(yīng)力。由圖3可知,焊接殘余應(yīng)力的消除效果隨著超聲沖擊的時間增加而提高。試樣經(jīng)過20 min超聲沖擊處理后,焊趾橫向殘余應(yīng)力由204 MPa變?yōu)?470 MPa,消除率達(dá)到334%;焊趾縱向殘余應(yīng)力由173 MPa變?yōu)?461 MPa,消除率達(dá)到366%。焊趾位置經(jīng)過超聲沖擊處理后,焊趾表面在沖擊頭超聲頻率的作用下產(chǎn)生了劇烈的塑性變形,焊趾表面擠壓出一條圓滑的凹槽,顯著降低了焊趾的應(yīng)力集中系數(shù),并在焊趾表層形成了較大的壓力層,這些對提高焊接接頭的疲勞性能非常有益。
3 結(jié)語
(1)S355J2W鋼焊接接頭經(jīng)超聲沖擊處理20 min后強(qiáng)化效果最好,在焊趾區(qū)域形成一層硬化層,焊趾的硬度值最高達(dá)到251 HV,較未處理狀態(tài)下的硬度值提高了14.09%。
(2)超聲沖擊降低了焊接接頭焊趾位置的應(yīng)力集中系數(shù),接頭的斷裂位置也由未處理時的焊趾位置轉(zhuǎn)移到熱影響區(qū),且接頭的抗拉強(qiáng)度隨著處理時間的增加而提高,接頭的抗拉強(qiáng)度比未處理試樣提高了20.3 MPa。
(3)超聲沖擊對降低焊趾區(qū)域的焊接殘余應(yīng)力效果顯著,焊趾橫向殘余應(yīng)力消除率最高達(dá)到334%,焊趾縱向殘余應(yīng)力消除率最高達(dá)到366%。
參考文獻(xiàn):
[1]方洪淵.焊接結(jié)構(gòu)學(xué)[M].北京:機(jī)械工業(yè)出版社,2008.
[2]Mori T,Shimanuki H,Tanaka M.Effect of UIT on fatigue strength of webgusset welded joints considering service condition of steel structures[J].Welding in the World,2012,56(4):141-149.
[3]饒德林,朱政強(qiáng),葛景國.振動時效消除拼焊不銹鋼板的殘余應(yīng)力[J].振動與沖擊,2005,24(2):140-142.
[4]Weich I.Edge layer condition and fatigue strength of welds improved by mechanical post-weld treatment[J].Welding in the World,2011(55):3-12.
[5]孫 楊,胡文浩,李余江,等.超聲波沖擊處理對S355J2W+N鋼對接接頭焊后殘余應(yīng)力的影響[J].焊接技術(shù),2018,47(8):102-106.
[6]朱海洋,劉 川,鄒家生.超聲沖擊對Q460高強(qiáng)鋼焊接接頭殘余應(yīng)力及組織性能的影響[J].焊接,2018(8):11-13.
[7]李占明,朱有利,黃園林,等.超聲沖擊處理對2A12鋁合金焊接接頭力學(xué)性能的影響[J].材料熱處理學(xué)報,2010,31(7):104-108.
3871501908264
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:46
西南交通大學(xué)學(xué)報(2018年5期)2018-11-08 10:58:26
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
鐵道運(yùn)營技術(shù)(2015年3期)2015-12-23 09:27:14
電測與儀表(2015年5期)2015-04-09 11:30:52