閥套零件周向臺階槽的尺寸測量
2022-03-15 09:44:12侯秀娟
中國新技術新產品
2022年1期
關鍵詞:測量
侯秀娟
(許昌煙草機械有限責任公司,河南 許昌 461000)
閥套零件是機械制造中常見的一類零件。某公司生產的一種閥套零件由于功能需要,須在閥套圓周壁上加工出臺階槽。這些臺階槽的臺階面位于閥套孔壁內且尺寸精度要求高,常規量具和測量方法無法實現精確測量,該尺寸一度處于失控狀態,導致該零件的合格率較低,直接影響了產品質量和生產進度。針對這一問題,筆者設計了專用檢具,成功解決了該零件的測量難題,有效保證了公司的產品質量和生產進度。
1 測量要求
閥套零件內孔直徑為φ155G6(+0.039/+0.014)mm,閥套零件外圓直徑為φ194.8(+0.039/+0.014)mm,臺階槽的位置和結構尺寸見圖1和圖2。圖2中(90±0.05)mm為被測量臺階面距閥套中心線的距離尺寸,是閥套圓周上兩個臺階槽(15.4±0.1)mm和(11+0.10)mm構成的臺階端面距閥套中心線的距離尺寸,它的設計基準是內孔中心線。因(90±0.05)mm的被測臺階面位于閥套內壁,其設計基準是空間虛擬中心線,導致測量基準和定位基準很難選擇。
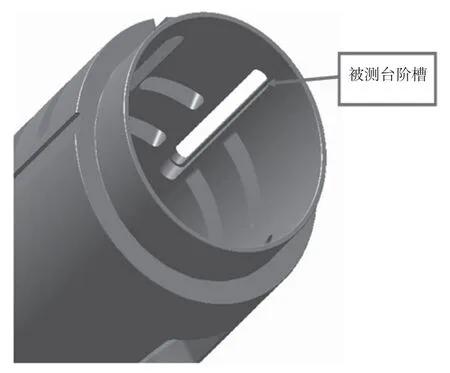
圖1 閥套零件三維圖
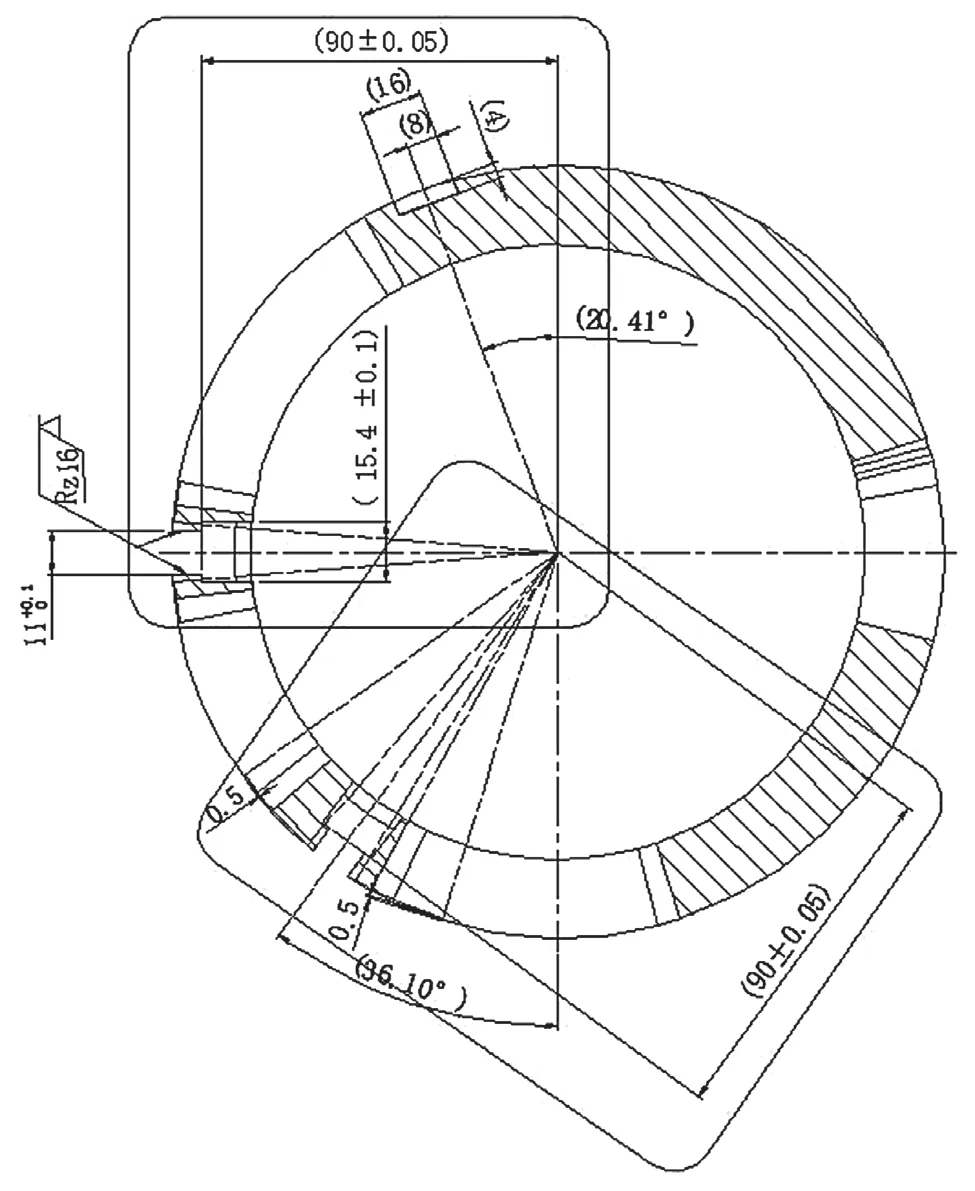
圖2 臺階槽剖面圖(單位:mm)
要測量(90±0.05)mm須解決兩個方面的難題:一方面是測量空間位置受限且被測臺階面被分割為兩個約2mm寬的面,通用的測量工具和測量方法很難實現測量;另一方面是被測量臺階面和設計基準在空間上相互獨立,無法建立測量平面實現尺寸測量。如何將位于空間的內孔中心線和被測臺階面建立關系,創建測量面,是實現檢驗的關鍵。
2 測量方法
2.1 測量基準、測量器具及測量方法的選擇……
登錄APP查看全文
猜你喜歡
測量重量,測量長度……
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
測量的樂趣
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
二十四節氣簡易測量
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
日出日落的觀察與測量
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
測量
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
測量水的多少……
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
