基于相控陣超聲技術的重載鐵路鋼軌焊縫檢測方法
2022-03-12 08:03:38馬騫陳智發云維銳
鐵道建筑 2022年2期
馬騫 陳智發 云維銳
1.國能朔黃鐵路發展有限責任公司,河北肅寧 062350;2.汕頭市超聲儀器研究所股份有限公司,廣東汕頭 515041
近年來,朔黃重載鐵路運量不斷增加,列車最大牽引質量已達3萬t,貨車軸重從27 t提高到30 t[1]。隨著運量不斷增大,軌道結構破壞加劇,保養難度也日益增加[2]。鋼軌焊縫作為鋼軌的薄弱結構,在焊接過程中產生的缺陷容易發展成疲勞裂紋,其熱影響區很容易發生斷軌,會嚴重影響列車正常運行和運行安全,需要重點關注。
針對鋼軌焊縫的檢測,學者們開展了許多研究。李錦等[3]介紹了三種針對鋼軌鋁熱焊焊縫邊緣傷損的檢測方法。陳庚等[4]提出一種基于機器視覺和圖像處理技術相結合的鋼軌對接焊高精度定位檢測方法。崔修實等[5]通過應力波傳播規律的變化來分析鋼軌損傷狀態。段春輝等[6]應用渦流檢測技術來進行焊縫探傷。對比分析各種檢測方法發現,超聲檢測是減少斷軌確保安全比較直接、有效、經濟的技術措施。目前,超聲檢測主要采用手推式常規超聲利用列車間隔時間進行檢測作業,效率低下,要更換不同K值探頭才能實現鋼軌的全面掃查,而探頭位置、角度、耦合條件等人為因素都會對檢測結果產生影響,檢測效率、可靠性、準確性均存在不足。相控陣超聲技術可以靈活調節掃描角度,有效提高檢測效率。盧超等[7]采用相控陣超聲技術對鋼軌氣壓焊焊縫進行探傷效果分析。陳選民等[8]設計了專門用于鋼軌焊縫相控陣檢測的位置標示尺,實現了探頭掃查位置的快速確定。
本文以朔黃鐵路為工程依托,提出基于相控陣的重載鐵路鋼軌焊縫檢測技術,分別對相控陣超聲技術及相關的檢測技術進行介紹,并對該方法進行應用。
1 相控陣超聲技術
相控陣超聲檢測技術的原理是按照一定的延遲時間規則,通過電子系統控制換能器陣列中的各個陣元發射和接收超聲波,從而動態控制超聲束在工件中的偏轉和聚焦,實現對材料的無損檢測。根據菲涅耳-惠更斯原理,子波波陣面的包絡面就是相控陣換能器發出超聲波的總波陣面,波陣面的傳播方向就是波的傳播方向。相控陣換能器由多個獨立的壓電晶片組成陣列,其中的晶片都很細,可等效為一個線聲源,發出柱面波。通過控制不同晶片的激發延遲即可實現聲束聚焦、偏轉等功能。
與常規超聲檢測相比,相控陣超聲檢測可以減少使用的探頭種類以及檢測的工作量,提高工作效率。同時,由于可采用電子控制角度范圍,相控陣超聲檢測覆蓋面更大,可提高檢測覆蓋率,降低漏檢的可能性。相控陣超聲檢測技術可利用其特有的電子掃查替代手動柵格掃查,有效提高工作效率。
相控陣儀器具有多通道功能,相當于多臺A超儀器同時工作,單個換能器便可代替多個傳統探頭。相控陣超聲檢測技術是一種多通道成像技術,具有實時彩色成像、檢測速度快、檢測靈活性高、缺陷檢出率高、可進行數據管理等特點,用于檢測鋼軌焊縫時可以加大一次檢測覆蓋范圍、簡化工藝、提高檢測精度等。
2 檢測工藝
在鋼軌焊縫的檢測中,聲能量透射系數和波束焦點尺寸會影響最終結果的準確性。
2.1 聲能透射系數
鋼軌焊縫檢測時,聲波從探頭發射,經過楔塊后發生波形轉換,轉換成橫波進入工件中,如圖1所示。

圖1 波形轉換示意
根據Snell定律,在縱波入射的楔塊-工件界面,反射聲波和透射聲波振幅的關系為[9]

式中:α、β、γ、θ分別為入射角、轉換橫波的折射角、轉換縱波的折射角、反射縱波的反射角;ρ1、ρ2分別為第一、第二介質的密度;cL1和cL2分別為縱波在楔塊和工件中的速度;cT1和cT2分別為橫波在楔塊和工件中的速度;Ai、Ar、At分別為入射縱波、反射縱波、折射縱波的振幅;Br、Bt分別為反射橫波和折射橫波的振幅。
根據式(1)計算可得:入射角在25°~54°;橫波折射角為37°~90°;縱波折射角大于90°,即鋼軌中沒有折射縱波。
入射角一定時,橫波聲能量透射率tp為

由式(1)和(2)可以算出有機玻璃作為斜楔檢測鋼軌的聲能量透射系數。根據上述方法可知,扇形掃描角度在30°~70°時檢測能力最佳,信噪比最高。若采取更大的偏轉角度,聲能量將減小,聲束指向性變差。
2.2 波束焦點尺寸
波束焦點尺寸直接影響鋼軌檢測中相控陣圖像的分辨能力。通過調整旁瓣,在近場距離以內的某點處會產生最大壓力,聚焦后可增加焦點的局部壓力,并降低波束直徑。聚焦后新位置與自然焦距(近場)構成一定的比例,稱為標準焦距Sac,其表達式為

式中:Fac為焦距,mm;N為近場長度,mm。
在波束直徑評估中,應根據波束中心至外圍的最大尺寸確定波束直徑,一般會假設通過-6 dB等壓線來表示。-6 dB聲壓落差下的聲束計算公式為[10]

式中:DB-6dB為波束直徑(位于-6 dB邊界);D為晶片直徑。
從式(4)可看出,最小的波束直徑會產生在近場距離內,并且波束直徑和焦距Fac成反比。假設鋼軌檢測中聲波在目標反射體處聚焦,則

式中:S為聲程;ET為探頭至焊縫中心距離;L0為前沿;h為目標反射體深度。
2.3 檢測工藝參數及仿真模擬
2.3.1 掃描角度
對于軌腰部分,掃描角度應優先選擇30°~70°。對于軌頭和軌底,70°以下的掃查無法完全覆蓋軌頭的上部和踏面,雖然可以利用二次波檢測軌底,但是因為焊筋寬度過大,70°以下的掃查也無法完全覆蓋。因此,軌頭選擇掃描角度35°~85°、軌底選擇掃描角度40°~80°時,能夠較好地覆蓋。
2.3.2 探頭位置
探頭位置決定檢測覆蓋的范圍,一般由綜合聲能量透射率、分辨率等因素來確定。不同位置情況各異,選擇探頭位置關注的重點有所不同。
雖然軌頭和軌底均需要較大折射角度來完成覆蓋,但較大的折射角會導致聲能量透射率低、聲束指向性差。為了增加聚焦位置的分辨能力,一般優先考慮縮小波束焦點尺寸,可以通過減小探頭至焊縫中心的距離和縮小相控陣聚焦的焦距實現(特別縮小至近場)。聲場模擬焦點尺寸的變化如圖2所示,圖中從左到右焦點尺寸依次為8、6、3、2 mm。

圖2 聲場模擬焦點尺寸的變化
由式(4)和式(5)計算可知,探頭至焊縫中心的距離ET≤40 mm時,可得到較小的焦點尺寸。在確定軌頭的掃描角度范圍后進行檢測的仿真模擬,綜合考慮聲束對GHT?5對比試塊和YN?1鋁熱焊焊縫試塊軌頭軌底的完全覆蓋,可確定檢測軌頭和軌底的探頭最佳位置分別為距離焊縫中心35、40 mm。
對于軌腰部分的檢測,由于厚度范圍較大,焦距較大時聲束在較大深度范圍內指向性較好,所以采取較大的焦距和較大的探頭至焊縫中心距離,使聲束從踏面穿透整個軌高在鋼軌底面聚焦即可。結合上文確定的軌腰掃描角度,綜合考慮聲束對GHT?5對比試塊和YN?1鋁熱焊焊縫試塊軌頭軌底的完全覆蓋,確定檢測軌腰的探頭最佳位置為距離焊縫中心115 mm。
3 標準試塊檢測圖像
3.1 試塊信息
采用GHT?5試塊進行相控陣探傷工藝可行性驗證。將試塊分為A、B、C三個分區,每個分區鉆有不同深度和直徑的通孔,如圖3所示。A區為φ5橫孔,用于驗證0°直探頭檢測工藝的檢測能力;B區為φ3橫通孔,用于驗證軌頭軌腰檢測工藝的檢測能力;C區為φ4豎孔(圖4),用于驗證軌底檢測工藝的檢測能力。

圖3 GHT?5試塊分區示意(單位:mm)

圖4 GHT?5試塊軌底C區斷面(單位:mm)
3.2 檢測結果及分析
使用扇形掃描分別對GHT?5試塊A區和B區進行檢測,使用電子掃描對C區進行檢測。GHT?5試塊掃描檢測圖像如圖5所示,反射體檢測結果見表1。

圖5 GHT?5試塊掃描檢測圖像

表1 GHT?5試塊反射體檢測結果 mm
由圖5可知:①對于GHT?5試塊A區直徑5 mm橫孔,利用線性掃描全部能夠清晰檢出。②采用較大角度一次波進行入射,能準確檢測出GHT?5試塊B區軌頭中所有直徑3 mm橫通孔(B1—B4孔),并將每個橫通孔的位置呈現在左側鋼軌模擬圖中,模擬位置和試塊圖紙完全一致。③軌腰的扇形掃查中,GHT?5試塊B區軌腰B5—B7孔和軌底的B8孔被清晰檢出,并準確呈現在左側鋼軌模擬圖中,與設計圖紙一致。雖然從踏面至底部穿透深度范圍大(176 mm),但依然能獲得清晰的圖像和較高的信噪比。④利用相控一次和二次波均能檢出GHT?5試塊C區軌底C1、C2豎孔。
將表1與試塊設計中的缺陷進行對比可知,深度和直徑的測量結果和設計的缺陷信息基本保持一致。
4 鋼軌鋁熱焊焊縫檢測
4.1 試塊信息
采用YN?1試塊進行鋼軌鋁熱焊焊縫檢測。焊縫寬度為40 mm。在試塊上制作了一些常見的缺陷和疑難部位的缺陷,如圖6所示。焊縫斷面上有5個面積型缺陷:1#缺陷位于軌頭下顎部位;2#缺陷位于軌腰中部;3#缺陷位于軌底斜面與軌腰的結合部,距離軌底底面30.5 mm;4#缺陷位于軌底三角區的底面;5#為軌底角部位裂紋。6#、7#缺陷分別為軌腰和軌腰軌底交界處的φ3橫孔。8#、9#缺陷為軌底φ4豎孔。

圖6 YN?1試塊缺陷示意(單位:mm)
4.2 檢測結果及分析
4.2.1 垂直性裂紋
1#—3#缺陷屬于垂直性裂紋,由于超聲入射角無法與缺陷垂直,缺陷回波無法反射回探頭,所以采用單探頭從踏面檢測較難實現。采用串列式掃查方法可解決這一問題。常規超聲串列式掃查發射角度單一,需要在焊縫左、中、右位置進行多次覆蓋,檢測效率較低。而相控陣串列式掃查可以多角度同時激發入射聲波,對整個焊縫進行體積性全覆蓋,一次掃查即可完成檢測。
對于不同深度反射體,串列式掃查得到的聲程是一致的,掃查得到的反射體深度會始終顯示在板厚位置,無法在儀器上直接讀出深度位置信息。但經過相控陣仿真模擬,可以將缺陷的真實深度位置信息呈現在檢測界面的鋼軌焊縫模擬圖中。如圖7所示,1#—3#缺陷的檢測圖像被清晰地呈現在對應的位置。

圖7 垂直性裂紋(1#—3#缺陷)串列式掃查檢測圖像
4.2.2 鋼軌底面橫向裂紋
4#缺陷為鋼軌底面橫向裂紋。與常規檢測技術相比,相控陣具有電子聚焦效果和較好的檢測靈敏度,相控陣橫波一次波在踏面入射,可穿透整個鋼軌的高度直達底面的裂紋,清晰地顯示裂紋的檢測圖像,如圖8所示。

圖8 鋼軌軌底橫向裂紋(4#缺陷)檢測圖像
4.2.3 軌底裂紋和豎孔
5#缺陷為軌底裂紋,8#、9#缺陷為軌底豎孔。將探頭放置在軌底上表面,利用一次波入射即可在扇形掃描圖中清晰地顯示裂紋和豎孔的圖像,并在左側鋼軌模擬圖中呈現出缺陷位置,如圖9所示。

圖9 軌底裂紋(5#缺陷)和豎孔(8#、9#缺陷)檢測圖像
4.2.4 軌腰橫孔
6#、7#缺陷為軌腰橫孔。將探頭放置在踏面進行一次波入射,實現從軌顎至鋼軌底面的全覆蓋,一次性將6#、7#缺陷同時檢出,信噪比較好,如圖10所示。這說明相控陣覆蓋范圍大,大厚度穿透能力強。
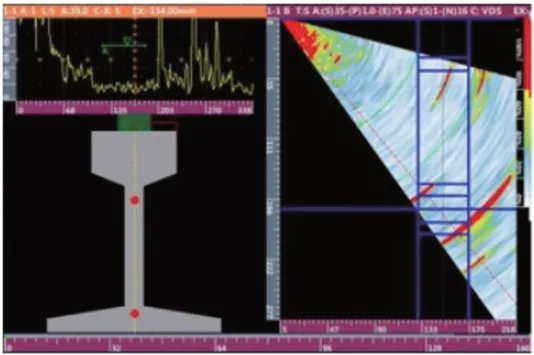
圖10 軌腰橫孔(6#、7#缺陷)檢測圖像
在缺陷識別方面,相對于單一的A掃描信號,相控陣超聲技術的掃查范圍可以覆蓋整個缺陷體積,包括焊筋等偽顯示圖像,輔助以工件形狀模擬輪廓,可輕易辨別偽缺陷。YN?1試塊反射體檢測結果見表2,其中尺寸指的是橫孔直徑或裂紋長度。將表2與圖紙信息進行對比可知,缺陷深度、尺寸的測量結果和圖紙設計的缺陷信息基本保持一致。

表2 YN?1試塊反射體檢測結果 mm
5 重載鐵路現場應用
隨著鐵路運載量和負荷量的增加,焊縫傷損出現的風險加大,現有常規焊縫探傷儀檢測難以滿足現場檢測需求。朔黃鐵路率先采用相控陣探傷儀對鋼軌進行檢測。
參考GHT?5試塊的設計圖紙,設計75 kg/m鋼軌對比試塊,其中反射體尺寸和GHT?5試塊相同,反射體深度則按GHT?5試塊同等比例進行分布。采用前述工藝,對試塊進行工藝模擬仿真并實施檢測。反射體檢測結果見表3。結果表明,檢測圖像清晰,穿透力強,信噪比高,定位定量誤差在可控范圍內。可見,相控陣檢測工藝適用于重載鐵路鋼軌焊縫的檢測。

表3 75 kg/m鋼軌試塊反射體檢測結果 mm
實際現場應用中,利用相控陣超聲技術進行大體積型掃查覆蓋,輔助以工件形狀模擬輪廓,可以較直觀地分辨焊筋等易誤判的圖像,現場錯檢率降低10%~20%。扇形掃查一次性多角度覆蓋,使單個焊縫檢測時間減少,日檢測焊縫數量提升20%,并且小當量傷損的檢出率提升到70%以上,重傷損的檢出率提升到90%以上。
6 結論
1)采用相控陣超聲技術檢測鋼軌焊縫可以實現多角度掃查,探頭小范圍移動即可完成待檢區域的全覆蓋掃查,避免了常規超聲檢測頻繁換探頭的工序,操作簡單,效率高。
2)軌腰、軌頭、軌底掃描角度宜分別為30°~70°、35°~85°、40°~80°。檢測軌腰、軌頭、軌底的探頭最佳位置分別為距離焊縫中心115、35、40 mm處。
3)利用相控陣超聲檢測技術對標準GHT?5試塊和有疑難缺陷的YN?1試塊進行檢測,各缺陷均被有效檢測出,檢測效果良好。相控陣扇形掃描檢測圖像包括豐富的缺陷信息,缺陷位置可直觀呈現,有利于缺陷的識別和判定。
4)相控陣檢測工藝適用于75 kg/m鋼軌等重載鐵路鋼軌焊縫的檢測。利用相控陣探傷儀對鋼軌焊縫傷損進行定性和定量分析,提高了小當量傷損和易誤判易漏傷損的識別率,提升了檢測效率。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
