紫外線預處理對羊毛織物活性染料染色性能的影響
2022-02-24 01:25:54李淼,符蓉
印染助劑 2022年1期
李 淼,符 蓉
(東明大學,韓國釜山 612022)
羊毛織物是一種珍貴的紡織品,具有優異的彈性、良好的保暖性,制作的服裝典雅大方,深受消費者喜愛。羊毛織物是最復雜的天然纖維織物,表面覆蓋鱗片,形態結構特殊,染料及助劑等化學藥品難以進入纖維內部,導致羊毛織物染色困難,提高羊毛織物染色性能成為當前研究的重點[1-2]。表面改性可以改善羊毛纖維的染色性能,使羊毛織物可以在較溫和的條件下染色、整理,一直是羊毛織物染色工藝的研究熱點[3-4]。羊毛纖維表面改性可分為化學改性和物理改性,化學改性會消耗大量化學藥品,增加污水排放,不利于染整工業的可持續發展[5];物理改性包括等離子體、超聲波、輻射等改性方式,不僅能有效減少化學藥品的使用和印染廢水的排放,還可以降低染色溫度,減少能源消耗,已經成為染整工業的一種趨勢[6-7]。紫外線輻照在改善織物表面性能的同時不會影響其主體性能,當織物暴露在紫外線下時,表面纖維吸收紫外線,產生高活性自由基,提升染色性能,適用于多種纖維織物[8-9]。活性染料是一種合成染料,在水中溶解度很低,可以通過形成活性微粒與聚酯鏈相互作用,對疏水性織物進行染色和印花[10-11]。本文以紫外線輻照對羊毛織物進行預處理,再用活性染料Lanasol 紅2G 進行染色,研究紫外線功率、輻照時間、染色溫度、浴比、pH 以及染色時間對上染率的影響,并研究染色后羊毛織物的耐皂洗色牢度和耐摩擦色牢度。
1 實驗
1.1 材料與儀器
織物:純羊毛漂白針織物(160 g/m2)。
試劑:活性染料Lanasol 紅2G、活性紅K-2BP、活性劑、元明粉、pH 緩沖劑(均為分析純)。
儀器:自制紫外線輻射箱(光源功率可調節),GR202-35 型高溫高壓染色機(無錫前州印染設備有限公司),L-12C 型數顯恒溫水浴鍋(廈門瑞比機械有限公司),FA2104N 型電子天平(上海精密科學儀器有限公司),752N 型紫外-可見分光光度計(上海精科實業有限公司)。
1.2 羊毛織物染色
1.2.1 紫外線輻照預處理
在自制紫外線輻照箱中進行預處理:將羊毛織物平放于紫外燈下,調節不同功率照射不同時間。
1.2.2 染色工藝
始染溫度30 ℃,加入助劑后保溫一段時間,加入染料,升溫到設定溫度,保溫一定時間后降溫排水,80 ℃下還原清洗,降溫排水,調節pH 至中性。
1.3 測試
1.3.1 上染率
利用紫外-可見分光光度計測定染液吸光度,利用殘液比色法計算上染率=(A0/A1-1)×100%,式中,A0、A1分別為染液染色前后的吸光度。
1.3.2 色牢度
耐皂洗色牢度:按照GB/T 3921—2008《紡織品色牢度試驗耐皂洗色牢度》測定,用GB/T 250—2008變色用灰色樣卡、GB/T 251—2008 沾色用灰色樣卡評級。
耐摩擦色牢度:按照GB/T 3920—2008《紡織品色牢度試驗耐摩擦色牢度》測定。
2 結果與討論
2.1 羊毛織物染色性能的影響因素
2.1.1 輻照時間
由圖1 可以看出,未經紫外線預處理時,羊毛織物上染率最低,說明紫外線預處理有利于提升羊毛織物的上染率。隨著紫外線輻照處理時間的延長,羊毛織物的上染率逐漸提高,在40 min 時達到最高,進一步延長紫外線輻照時間,上染率緩慢下降。這是由于紫外線輻照處理時間較短,羊毛纖維上的—NH2會轉變成—NH3+,表面的正電性增強,有利于染色,上染率上升;當紫外線輻照處理時間過長時,羊毛纖維側基上的—OH 被氧化成—COO-,表面的負電性增強,不利于染色,上染率下降[12]。因此,紫外線輻照時間選擇40 min為宜。
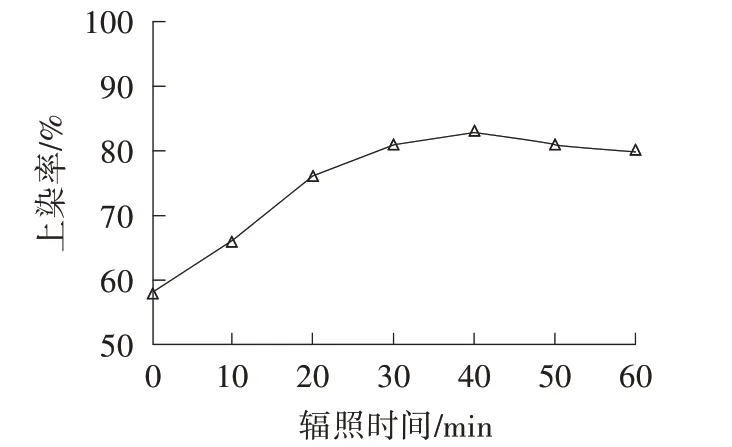
圖1 紫外線輻照時間對羊毛織物染色性能的影響
2.1.2 紫外線功率
由圖2 可以看出,隨著紫外線功率的增加,羊毛織物的上染率逐漸提高,80 W 時達到最高,繼續提高紫外線功率,上染率呈下降趨勢。原因與紫外線輻照時間對羊毛織物染色性能的影響類似[12]。因此,紫外線功率選擇80 W 為宜。

圖2 紫外線功率對羊毛織物染色性能的影響
2.1.3 染色溫度
由圖3 可以看出,羊毛織物的上染率隨著溫度的升高而逐步提高,60 ℃時上染率為76.2%,80 ℃時上染率達到最大值83.7%,進一步升高染色溫度,上染率不再繼續增加。這是由于羊毛織物具有疏水性和致密性,在低溫狀態下不易膨脹,纖維幾乎不吸水,當溫度升至80 ℃時,纖維結構被打開,纖維大分子劇烈振動,此時染料最容易進入纖維內部[13]。因此,染色溫度選擇80 ℃為宜。
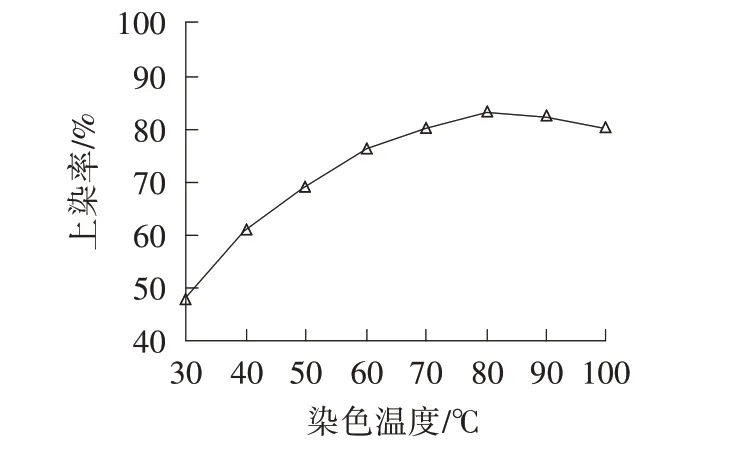
圖3 染色溫度對羊毛織物染色性能的影響
2.1.4 浴比
由表1 可以看出,浴比越小,羊毛織物上染率越高,殘液中的染料量越少,排放的印染廢水濃度越低。當浴比低于1∶20 時,羊毛織物出現明顯的染色不均勻現象,浴比為1∶20、1∶30、1∶40 時,染色后的羊毛織物用肉眼觀察無明顯差別,說明在上述浴比條件下,羊毛織物均具有良好的染色均勻性。從保護環境和節約染料的角度考慮,浴比選擇1∶20為宜。
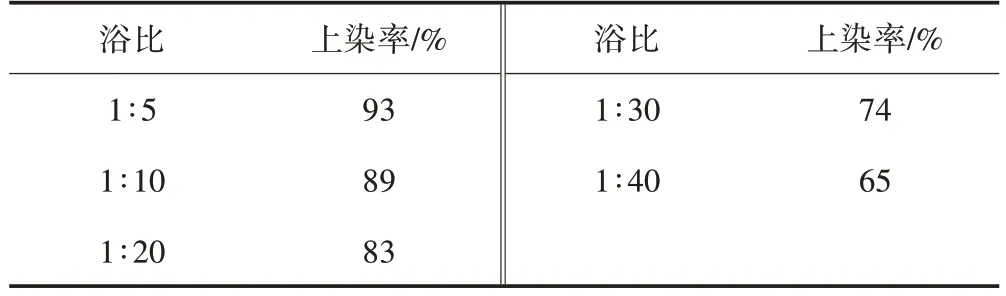
表1 浴比對羊毛織物染色性能的影響
2.1.5 pH
由圖4 可知,隨著pH 增加,活性染料對羊毛織物的上染率逐漸增加,pH 為7 時,上染率達到最高,當pH 大于7 時,上染率緩慢下降。這是因為活性染料在中性條件下較穩定,但是在酸性和堿性條件下易水解[14]。在本實驗中,適宜的染浴pH 為7,此時活性染料對羊毛織物具有較好的上染效果,而且中性染浴可以減少還原清洗工藝中水資源的浪費。

圖4 染浴pH 對羊毛織物染色性能的影響
2.1.6 染色時間
由圖5 可以看出,隨著染色時間的延長,上染率不斷提高,50 min 時接近最大值,進一步延長染色時間,上染率不再明顯增加。這可能是因為活性染料從染液中上染至羊毛織物上需要一定的時間,超過50 min 后,由于羊毛織物的染色已基本飽和,繼續延長染色時間,上染率不再明顯增加。考慮到維持染浴溫度的能耗,染色時間選擇50 min為宜。
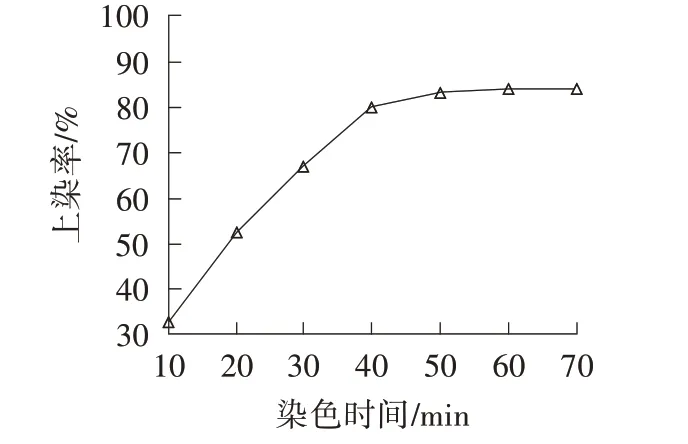
圖5 染色時間對羊毛織物染色性能的影響
2.2 色牢度
如表2 所示,在優化染色工藝條件下,活性染料對羊毛織物染色可以獲得良好的牢度特性(各項染色牢度均在4 級以上),滿足服用性能要求。這主要是由于活性染料分子中的苯環對經過紫外線輻射的織物具有較好的親和力,對洗滌劑、熱、光和摩擦等介質具有抵抗力。

表2 染色后羊毛織物的色牢度
3 結論
紫外線預處理能顯著提高羊毛織物的上染率,染色的優化工藝條件:紫外線功率80 W,輻照時間40 min,染色溫度80 ℃,浴比1∶20,pH 7,染色時間50 min,此時上染率可達83.7%。染色后的羊毛織物具有良好的耐皂洗色牢度和耐摩擦色牢度,滿足服用織物要求。
