航空機匣機器人超硬磨料工具拋光去毛刺技術研究
2022-02-22 02:52:08謝卓群
制造技術與機床 2022年2期
關鍵詞:工藝
李 健 張 云 謝卓群
(① 中國航發沈陽黎明航空發動機有限責任公司,遼寧 沈陽 110043;②北方工業大學機械與材料工程學院,北京 100143;③北京航空航天大學能源與動力工程學院,北京 100191)
機匣作為航空發動機中的重要部件之一,其制造質量會影響整機的使用壽命和工作性能[1],而機匣在機加工后棱邊會存在明顯毛刺[2]。目前,普遍采用人工磨拋方式去除毛刺,而隨著生產任務的增加,人工方式穩定性較差,普遍存在過、欠拋現象,嚴重時導致零件無法滿足尺寸公差要求,從而影響后續裝配和使用[3]。
為解決上述難題,磨粒流、電化學、激光和高壓噴射[4-7]等去毛刺技術在航空零件上已進行嘗試。而利用工業機器人替代人工打磨方式也得到了相應重視,其中德國Kasite 4036DC-T高速精密主軸采用徑向和軸向柔性浮動方案[8]。文獻[9-10]對機器人自動去毛刺系統進行了較為全面的分析,總結了力控氣動主軸和高頻電主軸在去毛刺過程各自的優缺點以及選擇標準。然而,由于航空發動機機匣機加工后具有較好的加工精度,考慮到力控算法的復雜性,本文基于具有高幾何精度的超硬磨料彈性工具定軌跡拋光方式,開展工藝系統搭建與工藝試驗,從而為去毛刺、棱邊倒圓加工提供一種可行的工藝方法。
1 機匣棱邊去毛刺工藝系統
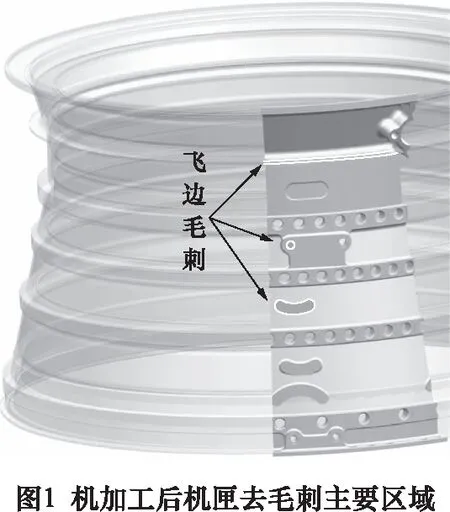
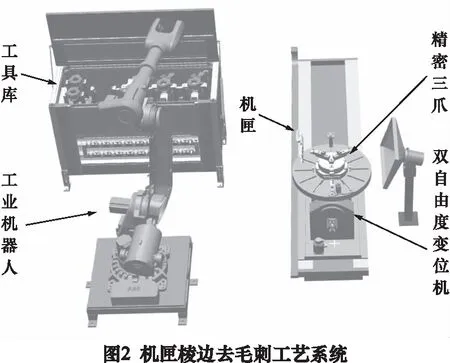
航空發動機機匣機加工后毛刺區域主要存在于各過渡區域邊緣,包括周向加強筋上下側棱邊、軸向安裝邊左右側棱邊以及凸臺座周邊棱邊等,以本文后機匣為例如圖1所示白色線段。本文針對該區域自動化去毛刺的需求,搭建基于工業機器人的超硬磨料拋光去毛刺工藝系統,主要由瑞士ABB公司所研制的標準六自由度工業機器人(配置高速電主軸)、超硬磨料拋光工具庫以及雙自由度變位機組成。
1.1 裝夾與定位
變位機上裝有可用于機匣裝夾的精密三爪卡盤,兩者通過定位槽及平鍵進行漲緊裝夾。而針對由此所產生的不準確定位問題,采用工業機器人配置接觸式測頭方式獲得在此裝夾狀態下機匣各關鍵特征測量信息,可參考論文前期研究[11]與機匣理論模型進行帶約束的ICP配準,獲得雙自由度變位機的調整位姿以實現機匣定位。
1.2 拋光工具選擇
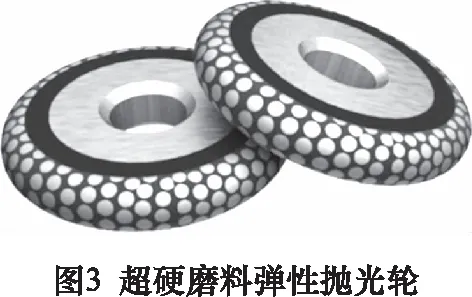
圖2所示工藝系統中機器人前端裝有吸盤,可對高速電主軸進行抓取,為超硬磨料工具實現高速磨拋提供了硬件基礎[12]。針對機匣棱邊毛刺凸起較為尖銳,去毛刺拋光所選用工具應具備較高的去除能力和使用壽命。同時,考慮到棱邊相鄰面已加工成型,要求拋光工具具備較高的幾何精度。因此,針對所選定的驗證機匣材料為GH603,本文使用的拋光工具是一種具有高幾何精度的復雜母線超硬磨料彈性拋光輪[13],如圖3所示,其特點是具有高耐磨性、長壽命、高轉速下的高形狀保持度和穩定去除量。考慮到刀具和周向加強筋之間的碰撞干涉,本文選用了直徑36 mm、曲率半徑3 mm的圓環面超硬磨料彈性拋光輪。
1.3 加工編程
本文所采用的瑞士ABB公司IRB6700-150工業機器人重復定位精度為0.06 mm,去毛刺拋光軌跡規劃采用在線示教編程與試驗相結合方法進行。
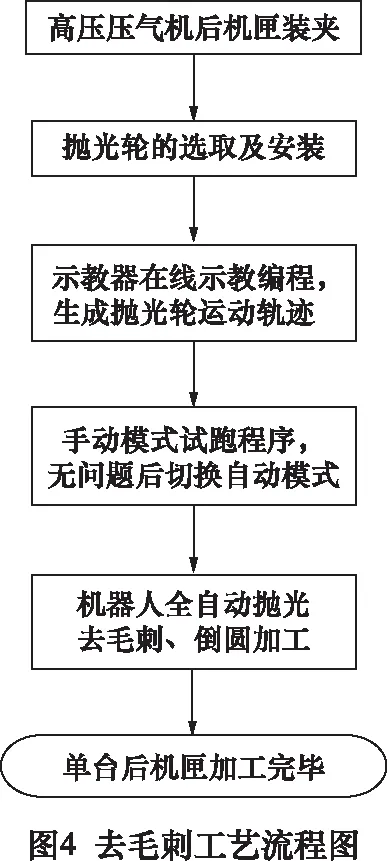
工藝流程圖如圖4所示,使用示教器控制機器人,配合使用D36 R3 400#的拋光輪,對周向加強筋上下側的特征進行編程,在非加工狀態下拋光輪自由轉動時輕微接觸待加工表面。用示教器建立機匣模塊,模塊內部建立的主執行程序包括main程序和與內部調用程序。其中內部各執行程序進行不同特征的加工,每個執行程序包括:抓刀、復位、加工位置編寫、回位和放刀,手動模式下開啟電主軸。通過試加工觀察毛刺處彈性工具的接觸狀態確定在線編程軌跡的點位,最后用自動模式實現拋光去毛刺過程的全自動加工。
2 棱邊拋光去毛刺試驗
利用上述系統對棱邊進行去毛刺拋光工藝研究,首先,利用棱邊仿真件對拋光工藝參數進行優化,然后以某型號高壓壓氣機后機匣為對象利用優化參數進行棱邊去毛刺拋光,由此證明工藝系統的可行性。
2.1 仿真件拋光
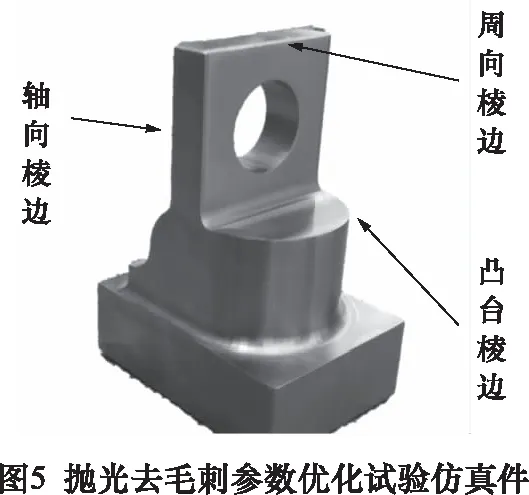
設計如圖5所示仿真件,前序銑削加工形成棱邊(軸向、周向、凸臺)及相似毛刺。
根據論文前期試驗結果[14],選用400#拋光輪分別對上述棱邊進行拋光去毛刺試驗。由于與棱邊相鄰的零件表面已加工成形,拋光輪預壓后應與已成形表面保持穩定且較小的接觸區域,故預壓量約為0.1 mm,如圖6所示。
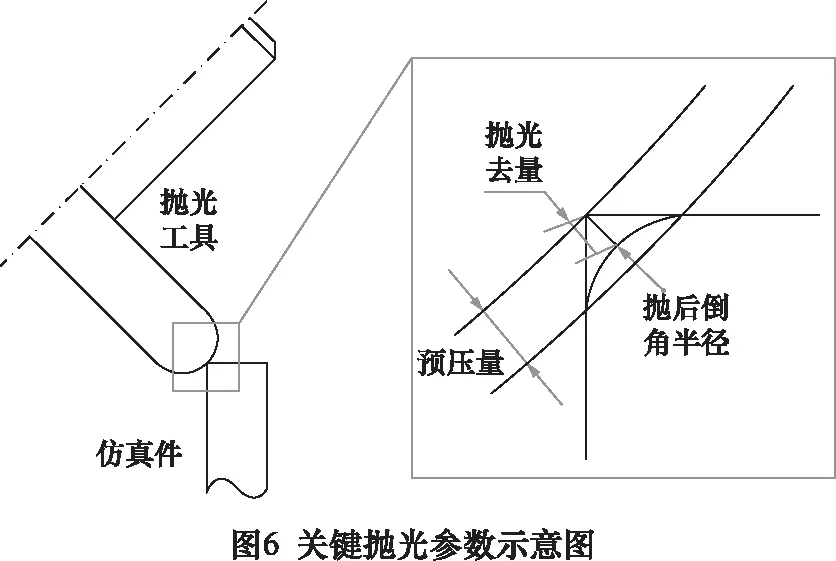
為了獲得期望的拋光后倒角半徑,需對拋光線速度vs和進給速度vf進行優化實驗,從而控制拋光去量,如圖7所示。由于后機匣棱邊拋光倒角半徑要求為0.1 mm,依圖6所示計算,拋光去量應約為0.063 mm。則拋光參數優化試驗按如下思路展開:給定預壓量0.1 mm下,保持進給速度vf=4 mm/s不變,逐步提高主軸轉速獲得更高線速度vs,檢測拋光去量。通過觀察實驗結果可得,當vs=13.19 mm/s時,去除深度為0.072 mm,超出了目標去量。此時,提高vf至5 mm/s,后降低vs至11.30 mm/s時,可使拋光去量為0.062 mm,滿足拋光要求,拋光參數實驗數據如表1所示。
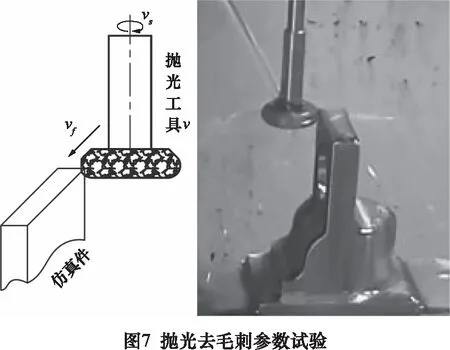
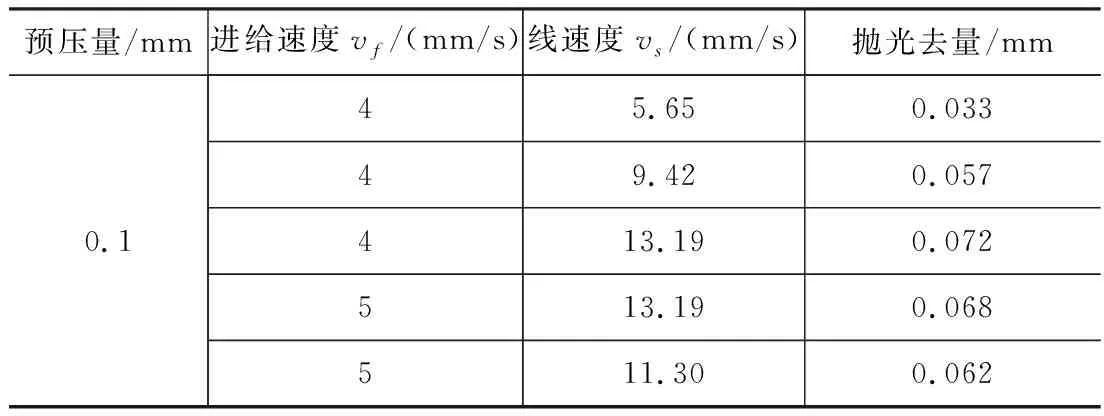
表1 400# D36R3拋光輪棱邊去毛刺參數表
2.2 機匣棱邊拋光
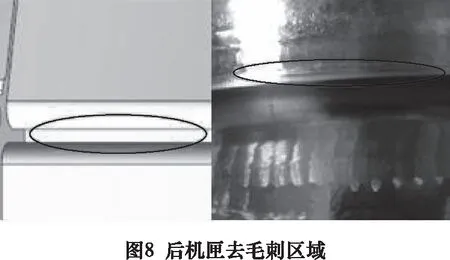
以高壓壓氣機后機匣的周向加強筋(如圖8所示)上下側棱邊去毛刺為試驗對象,驗證機器人超硬磨料工具拋光去毛刺技術的有效性,要求去毛刺拋光后倒角半徑約為0.1 mm。
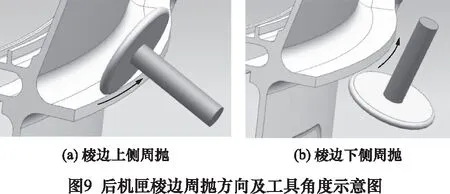
由于加工對象為回轉特征,所以利用示教器在線編程進退刀和棱邊走刀軌跡。轉臺將周向的棱邊平均分成6個區域,根據零件的周向特征,逐區域進行軌跡規劃。在非加工狀態下拋光輪自由轉動時輕微接觸待加工表面,使用3點確定圓弧命令沿著周向軌跡進行編程,通過變位器命令實現轉臺調節,對區域進行變換,編程過程中標點需避開其他特征,保證刀軌和零件之間不會有干涉。采用2.1節優化后的拋光參數,拋光輪線速度為11.30 m/s,加工進給速度為5 mm/s。運動方式為周拋,由于上下側的毛刺方向分別是向上凸起和向下凸起,所以整個加工過程,刀具方向均采用與棱邊所在水平面±45°夾角的方式,如圖9a、9b所示,從而將最大拋光去量控制在棱邊尖點,避免二次拋光。
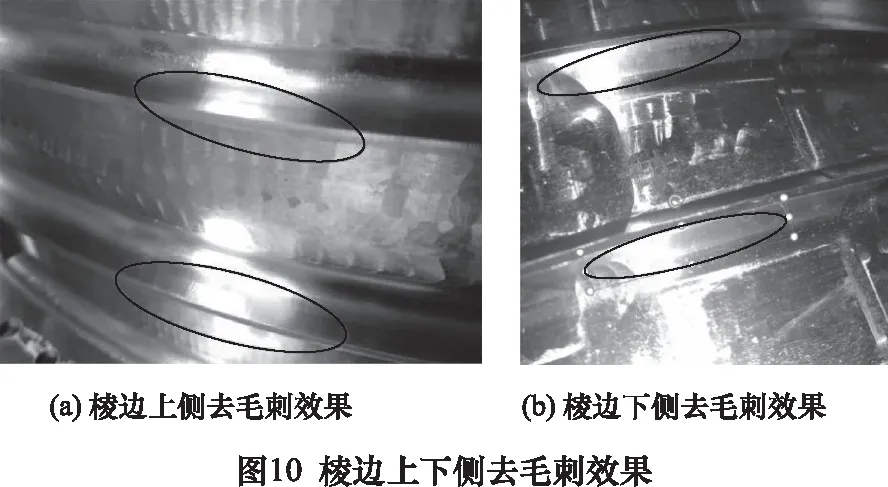
根據以上方案開展試驗,加工工時約為3 min,拋光輪使用壽命穩定,試驗結果如圖10所示,400#拋光輪對銑削造成的毛刺去除效果明顯,未在相鄰表面產生拋光痕跡,過渡較為順滑,棱邊倒角半徑約0.1 mm。
3 結語
本文針對航空發動機機匣機加工后,存在的自動化去毛刺需求,提出了一種利用超硬磨料彈性工具進行機器人拋光去毛刺的技術方案,較為詳細地闡述了工具、參數優化措施,并在典型后機匣零件上進行驗證試驗,結果表明了超硬磨料彈性工具在機匣拋光去毛刺領域的可行性。其中:
(1)搭建了面向航空發動機機匣的超硬磨料彈性工具拋光去毛刺工藝系統,實現了典型型號后機匣關鍵棱邊的毛刺去除,拋光效果明顯,加工后表面較為順滑,棱邊倒角半徑約0.1 mm。
(2)采用該工藝系統,實現兩條周向加強筋上下側全自動模式下的抓刀、加工和放刀的總工時約為3 min,加工效率較理想;拋光輪使用壽命穩定,未見明顯磨損。從而為航空機匣機器人超硬磨料工具拋光去毛刺提供了可行方案。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
