建筑用耐火鋼焊條J460FR的研制
2022-02-18 09:00:36胡鵬亮陳林恒張學剛
電焊機 2022年1期
關鍵詞:焊縫
胡鵬亮,陳林恒,張學剛,李 偉,陳 波
1.哈爾濱威爾焊接有限責任公司,黑龍江 哈爾濱 150000
2.南京鋼鐵股份有限公司,江蘇 南京 210035
0 前言
建筑結構大致可以分為四大類:土木結構、鋼筋混凝土結構、網架結構以及鋼結構。目前,世界上各國的建筑物正由其他三種結構向鋼結構發展。但是,普通建筑用鋼在350℃以上時高溫屈服強度迅速下降,低于室溫屈服強度的1/2,達不到設計要求[1-3]。而建筑用耐火鋼要求在600℃時,屈服強度仍能保持室溫時的2/3,同時具有較好的塑性。因此在發生火災時,耐火鋼結構的建筑具有更高的安全性[4]。
目前,國內外對耐火鋼材的性能機理研究比較完整,但是對不同級別耐火鋼配套焊材的研究相對較少。調查表明,目前僅有少數公司,如日本神鋼對耐火鋼配套焊材進行了開發研究,國內暫無焊材生產商進行研制[5]。因此,為解決南京鋼鐵股份有限公司生產的Q460FRE耐火鋼的焊接問題,對其配套焊接材料J460FR焊條進行了研制。
1 試驗方法及要求
1.1 試件制備
熔敷金屬力學性能試驗采用Q235鋼板,在坡口堆焊兩層J460FR過渡層,坡口示意如圖1所示。坡口形式為V型對接坡口,坡口角度β=45°,坡口根部間隙b=16 mm,試板尺寸350 mm×300 mm×20 mm。進行平焊位置焊接,焊接工藝參數如表1所示。力學性能試驗分別在焊態和600℃×3 h模擬二次火災條件下進行。
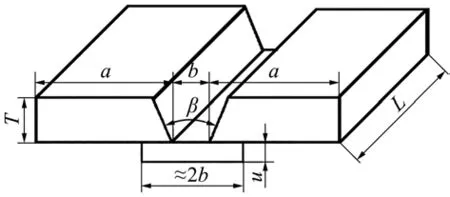
圖1 坡口示意Fig.1 Schematic diagram of groove

表1 焊接工藝參數Table 1 Welding parameters
1.2 化學成分分析
按照GB/T 25777-2010標準制備熔敷金屬化學分析用試樣,其化學成分應與母材成分相當。耐火鋼Q460FRE化學成分如表2所示。

表2 耐火鋼Q460FRE化學成分(質量分數,%)Table 2 Chemical composition of Q460FRE fire-resistant steel(wt.%)
1.3 力學性能試驗
力學性能試驗取樣位置如圖2所示,試樣直徑Φ10 mm,按照GB/T 228.1-2010標準進行熔敷金屬室溫拉伸試驗,按照GB/T 229-2020標準進行-40℃沖擊試驗。室溫拉伸及沖擊試驗在焊態下進行,熔敷金屬力學性能要求如表3所示。
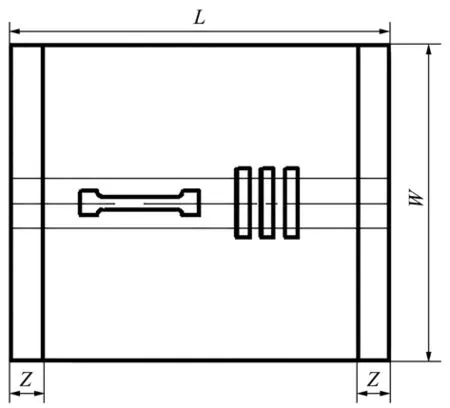
圖2 取樣位置Fig.2 Sampling location

表3 熔敷金屬力學性能要求Table 3 Requirements for mechanical properties of deposited metal
1.4 抗二次火災試驗
根據南京鋼鐵股份有限公司的技術要求,對焊接接頭進行抗二次火災評估試驗。將焊接接頭經過600℃×3 h模擬二次火災熱處理后,再按照GB/T 2651-2008標準進行600℃高溫拉伸試驗。抗二次火災能力要求如表4所示。

表4 抗二次火災能力要求Table 4 Requirements for secondary fire resistance
2 成分設計及性能研究
2.1 成分設計
相關研究表明[6],堿性渣系有利于提高熔敷金屬的沖擊韌性。研發的J460FR焊條采用堿性渣系,以CaCO3-CaF2-TiO2-SiO渣系為基礎,該渣系含有較多的大理石、螢石以及鐵合金。
藥皮中加入大理石可以提高熔渣的堿度,增加熔渣表面張力。但大理石含量過高會增加藥皮熔點,使焊條藥皮熔化不均勻,導致電弧不穩;含量過低會導致點互吹力不夠,保護不好,電弧不穩。螢石可以增加熔渣流動性并增強脫氫,螢石含量過高會導致藥皮熔點太低,焊接時出現斷弧現象;含量過低會導致流動性變差,去氫效果不明顯。硅鐵主要作為脫氧劑,同時作為合金添加。硅鐵含量過高會導致焊縫強度過高,同時降低焊縫金屬的低溫沖擊韌性;含量過低會使焊縫脫氧不足。純堿與海藻酸鈉可改善焊條的壓涂性,增加藥皮的塑性與光滑性[7]。
通過調整藥皮中各組分的比例,改善藥皮熔化的均勻性和電弧穩定性,從而提高焊條全位置焊的工藝性能。由于耐火鋼材料對高溫強度有一定的要求,焊縫強度容易獲得,同時要平衡滿意的韌性指標,需要考慮焊接工藝影響,優化化學成分和控制雜質元素。焊縫的強度和韌性可通過主要元素進行調整。
碳:C溶入基體形成間隙固溶體,可以顯著增加基體的強度,隨著碳含量的增加,材料的抗拉強度和屈服強度均會提高,但是斷后伸長率和沖擊韌性均下降。同時C是影響碳當量和焊接裂紋敏感性系數的主要元素,C含量過高會增加焊接時產生冷裂紋的傾向;少量的C在材料中形成微合金碳化物。
錳:Mn能擴大奧氏體相區,推遲γ-α的轉變,使焊縫組織的轉變溫度接近針狀鐵素體形成溫度,從而提高焊縫金屬強度并改善韌性,同時Mn還是良好的脫氧劑和脫硫劑。
硅:Si主要以固溶強化的形式提高鋼的強度,可以減少C在奧氏體中的溶解度,促使C脫溶以碳化物的形式析出,但Si含量過多會降低材料的塑韌性。
氧:控制熔敷金屬中的含氧量,在保持焊道成形和脫渣性的條件下,含氧量越低韌性越好。
氮:N和V、Ti等元素結合易形成脆化組織,導致焊縫組織脆化,應對焊縫金屬中的N含量加以控制。
雜質元素:控制焊芯的雜質元素含量,如S、P、N、O、H含量,保證焊縫金屬具有較高的韌性。
國外耐火鋼手工焊條采用Ni-Mo或Ni-Cr-Mo的合金系統[8]。因此,在研制的J460FR焊條中也加入了一定量Mo以改善其高溫拉伸性能。
2.2 耐火鋼耐火機理
研究表明耐火鋼的耐火機理是組織的強化和組織穩定性的提高。其中組織的強化主要是細晶強化、析出強化和固溶強化[9]。
2.2.1 細晶強化
細晶強化是鋼的主要強化方式之一。當溫度低于等強溫度時,晶粒的晶界強度高于晶內強度,在此溫度下,細化晶粒增加了晶界面積,從而提高了耐火鋼的強度。
2.2.2 析出強化
高溫下的熱作用會增加位錯活動,同時原子擴散速率的提高也促進了位錯的滑移。而穩定的析出相可以更有效地阻止位錯運動,為第二相提供較高的固溶溫度,保障第二相粒子在高溫下產生析出強化;第二相在基體中均勻分布,由此帶來的強度高于基體的強度。
2.2.3 固溶強化
某些金屬元素能以固溶形式存在于鐵素體中,起到強化基體的作用。固溶強化可以減緩各元素在基體中的擴散速度,固溶效果與兩種元素的原子半徑和電負性有關,原子半徑和電負性差別較大,可以使晶格應變增加,位錯的交互作用增強,得到較好的強化效果[10]。
2.3 Mo元素對耐火鋼性能的影響
Mo元素是提高鋼的高溫強度最有效的合金元素,大部分的Mo在鐵素體中以固溶形式存在,強化了鐵素體基體。有學者研究認為[11-12],含Mo耐火鋼在正火后粒狀組織較多,鐵素體晶粒尺寸隨正火溫度變化不大,而無Mo耐火鋼鐵素體晶粒長大。高溫下Mo在鐵素體中的擴散速度較慢,因此可以明顯提高鋼的高溫強度和屈服強度。同時,當Mo含量≤0.5%時,隨著Mo含量的增加,高溫強度增長明顯,但Mo含量>0.5%時,高溫強度增長幅度減弱。因此,應將Mo含量控制在0.5%以下。
在600℃×3 h模擬二次火災條件下,用600℃高溫拉伸的屈服強度來描述熔敷金屬抗二次火災的能力。Mo含量對熔敷金屬抗二次火災能力的影響如圖3所示。當Mo含量在0.1%~0.5%時,熔敷金屬抗二次火災能力隨Mo含量的增加而明顯增強;當Mo含量>0.5%時,熔敷金屬抗二次火災能力隨Mo含量增加而增強的效果減弱。
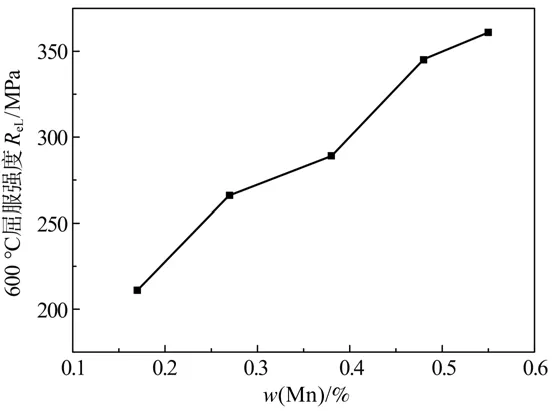
圖3 Mo含量對熔敷金屬抗二次火災能力的影響Fig.3 Effect of Mo content on secondary fire-resistance of deposited metal
3 試驗結果及分析
3.1 焊接工藝性
采用研制的耐火鋼J460FR焊條,以160 A電流進行平焊,其焊接工藝性能優良,電弧穩定,飛濺小,脫渣容易。焊道成形美觀,表面有金屬光澤。圖4、圖5分別為焊條平焊脫渣前與脫渣后的宏觀形貌。

圖4 J460FR焊條平焊脫渣前Fig.4 Before deslagging of downhand welding with J460FR electrode

圖5 J460FR焊條平焊脫渣后Fig.5 After deslagging of downhand welding with J460FR electrode
3.2 熔敷金屬化學成分
J460FR焊條的熔敷金屬化學成分如表5所示,滿足技術要求。

表5 J460FR熔敷金屬化學成分(質量分數,%)Table 5 Chemical composition of J460FR deposited metal(wt.%)
3.3 熔敷金屬力學性能
J460FR焊條熔敷金屬力學性能如表6所示,其拉伸性能和沖擊韌性都滿足技術要求,且余量較大,-40℃沖擊吸收能量平均值達到93 J。
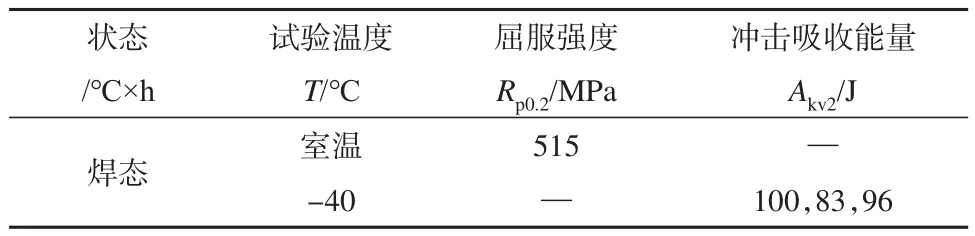
表6 熔敷金屬力學性能Table 6 Mechanical properties of deposited metal
3.4 顯微組織
熔敷金屬焊態、模擬二次火災狀態的顯微組織分別如圖6~圖9所示。
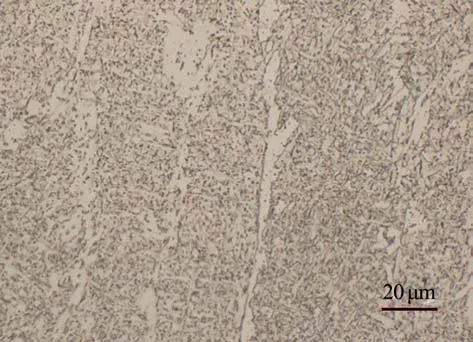
圖6 焊態焊縫中心顯微組織Fig.6 Microstructure of as-welded weld center
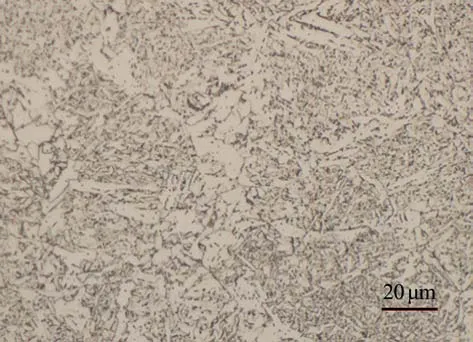
圖7 焊態重熱過熱區顯微組織Fig.7 Microstructure of as-welded overheated zone
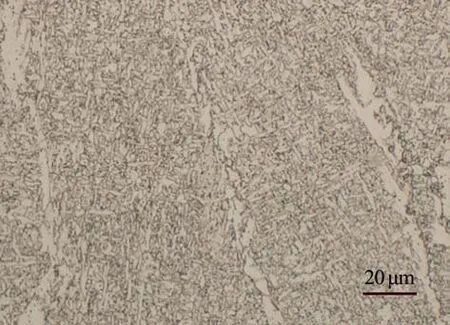
圖8 熱處理態焊縫中心顯微組織Fig.8 Microstructure of weld center in heat treatment state
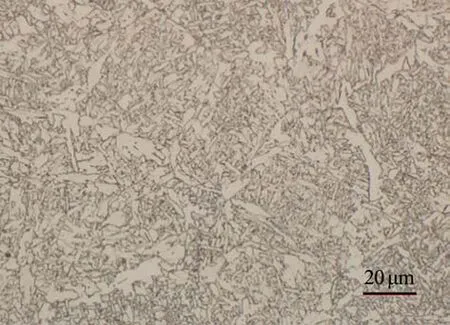
圖9 熱處理態重熱過熱區顯微組織Fig.9 Microstructure of overheated zone in heat treatment state
試驗結果表明,焊縫中心呈柱狀晶,組織為先共析鐵素體和貝氏體;重熱區中過熱位置晶粒尺寸較大,也由先共析鐵素體和貝氏體組成。經600℃×3 h熱處理后,焊縫中心和重熱過熱區組織均為先共析鐵素體和貝氏體回火組織,回火作用使貝氏體產生碳化物析出,導致其強度降低。
3.5 耐火性能試驗
針對南京鋼鐵股份有限公司的技術條件,J460FR焊條的耐火性能由其抗二次火災能力進行評估。將對接接頭焊縫及熔敷金屬進行600℃×3 h的熱處理來模擬二次火災狀態,隨爐冷卻再進行600℃高溫拉伸試驗。
按照GB/T 228.2-2015標準進行熔敷金屬600℃高溫拉伸試驗,按照GB/T 2651-2008標準進行對接接頭600℃高溫拉伸試驗。試驗結果分別如表7、表8所示。

表7 抗二次火災熔敷金屬力學性能Table 7 Mechanical properties of secondary fire-resistance deposited metal
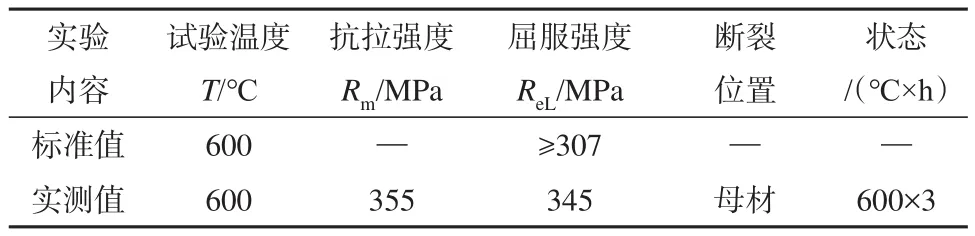
表8 抗二次火災對接接頭力學性能Table 8 Mechanical properties of secondary fire-resistance butt joint
試驗結果表明,經600℃×3 h的模擬二次火災熱處理后,屈服強度明顯下降,但仍滿足技術要求。
3.6 焊接工藝評定
焊接工藝評定選用的母材為南京鋼鐵股份有限公司生產的Q460FRE耐火鋼板,按照GB 50661-2011《鋼結構焊接規范》進行焊接工藝評定,選用試板尺寸為500 mm×150 mm×20 mm,坡口形式為V型對接坡口,焊接位置為平焊。焊接工藝參數如表9所示。

表9 焊接工藝參數Table 9 Welding parameters
試件外觀未發現裂紋、未焊滿、未熔合、焊瘤、氣孔、夾渣等缺陷,焊縫外觀尺寸符合Ⅰ級焊縫要求。射線探傷符合國家標準GB/T 3323-2005《金屬熔化焊焊接接頭射線照相》的有關規定,焊縫質量為BⅠ級。
3.6.1 對接接頭拉伸試驗
拉伸試樣的加工及試驗應符合現行國家標準GB/T 2651-2008《焊接接頭拉伸試驗方法》的規定,取全截面拉伸試樣,試驗結果如表10所示。
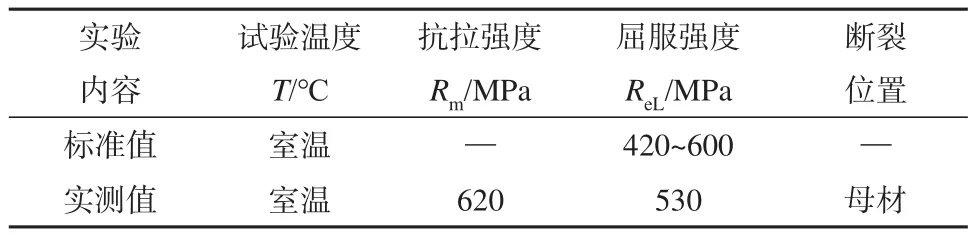
表10 工藝評定拉伸結果Table 10 Tensile results of procedure qualification
3.6.2 對接接頭彎曲試驗
彎曲試樣的加工及試驗應符合現行國家標準GB/T 2653-2008《焊接接頭彎曲試驗方法》的規定,取4件全截面側彎試樣,試樣厚度10 mm,彎心直徑40 mm,彎曲角度180°,彎曲試驗均合格,見表11。

表11 工藝評定彎曲結果Table 11 Bending results of procedure qualification
3.6.3 對接接頭沖擊試驗
沖擊試樣的加工及試驗應符合現行國家標準GB/T 2560-2008《焊接接頭沖擊試驗方法》的規定,分別取焊縫中心及熱影響區的沖擊試樣,缺口加工位置如圖10所示,沖擊試驗結果如表12所示。
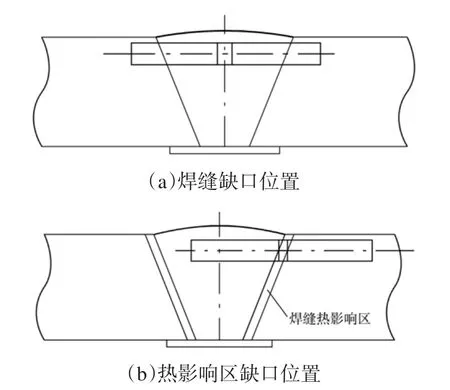
圖10 對接接頭沖擊試樣缺口加工位置Fig.10 Notch machining position of impact sample of butt joint
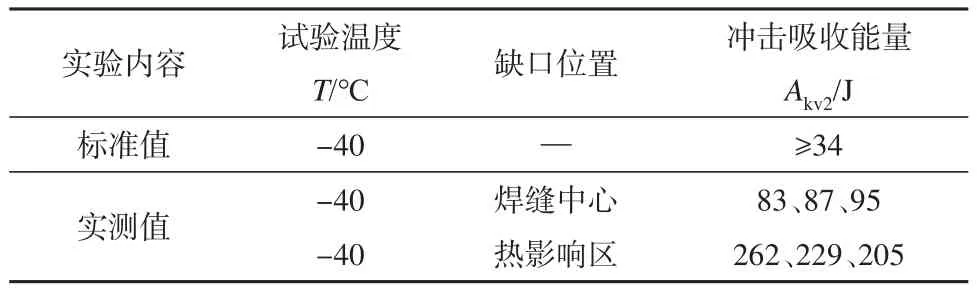
表12 工藝評定沖擊試驗結果Table 12 Impact results of procedure qualification
試驗結果表明,工藝評定焊態拉伸、側彎和沖擊結果以及抗二次火災能力均滿足技術要求,研制的J460FR焊條可用于Q460FRE耐火鋼的焊接。
4 結論
(1)Mo元素對焊縫的高溫拉伸屈服強度有顯著影響,當Mo含量在0.1%~0.5%時,其抗二次火災能力隨Mo含量的增加而增強;當Mo含量>0.5%時,其抗二次火災能力增強效果減弱。
(2)經模擬二次火災(600℃×3 h)熱處理后,焊縫中心和重熱過熱區組織均為先共析鐵素體和貝氏體回火組織,回火作用使貝氏體產生碳化物析出,導致其強度降低。
(3)新研制的J460FR焊條具有一定的耐火能力和抗二次火災能力,各項性能均滿足設計要求,可用于Q460FRE耐火鋼的焊接。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07