2219鋁合金對接+搭接接頭TIG焊接工藝研究
2022-02-18 09:00:30廖東俊曾文昆
電焊機 2022年1期
唐 瑜,楊 康,林 鵬,倪 龍,李 興,廖東俊,曾文昆,李 喬
四川航天長征裝備制造有限公司,四川 成都 610100
0 前言
高強鋁合金因具備良好的耐蝕性、導電性、導熱性和較高的比強度和比剛度等綜合性能,在航空航天、國防科技等領域得到了廣泛的應用[1-3]。在各種可熱處理的鋁合金中,2219鋁合金屬于Al-Cu-Mn系高強度鋁合金,在-250~250℃的溫度范圍內具有良好的焊接性、斷裂韌性、抗腐蝕性以及優良的力學性能,在國內外被廣泛用于航天航空結構件材料,如土星5 號、阿里安5號等[4-5]。2219 鋁合金的主要強化元素包括銅、錳、鋯、鈦,這些元素使其產生了時效強化[6]。航空航天用的鋁合金構件直徑和尺度都較大,故常用拼焊的方法制造。2219鋁合金的焊接方法主要有鎢極氬弧焊(TIG)、電子束焊(EBW)、變極性等離子弧焊(VPPAW)、攪拌摩擦焊(FSW)等。但是受結構件體積和焊接條件的影響,焊縫以及角焊縫的連接多采用傳統TIG焊接工藝[7]。
變極性TIG焊(VPTIG)具有廉價、穩定和焊接質量較高的優點,是目前鋁合金、鎂合金焊接最為普遍的方式之一。變極性TIG焊電弧可以通過調整直流正負極脈沖的幅值和時間來減少鎢極燒損,增加陰極清理作用,從而增大對焊接工件的熔透;同時,變極性脈沖電流會對熔池產生較為強烈的攪拌作用,焊縫組織得到細化,焊接熔池中的氣孔較易逸出,從而降低接頭處氣孔率,提高焊縫的成形質量和力學性能。為此,文中采用變極性TIG焊接方法對2219鋁合金對接+搭接的特殊結構進行焊接,探索不同參數下的焊接接頭的質量和性能。
1 試驗材料與方法
1.1 試驗材料與設備
試驗母材為軋制成形的2219鋁合金,熱處理狀態為C10S態(固溶處理+10%冷變形+人工時效),板材厚度5 mm+7 mm,尺寸為300 mm×600 mm×5 mm和300 mm×600 mm×7 mm,接頭形式為對接+搭接。C10S態2219鋁合金微觀組織如圖1所示,力學性能如表1所示。田志杰等[8]研究表明,C10S態2219鋁合金的主要組成相為α-Al固溶體、θ(CuAl2)相和T(CuMn2Al2)相。焊絲采用2219鋁合金焊接專用的ER2325焊絲(DQJT 1149-2007),直徑4 mm。2219鋁合金以及焊絲的主要化學成分如表2所示,其合金元素含量分別滿足GB/T3190-2018、DQJT 1149-2007標準要求。
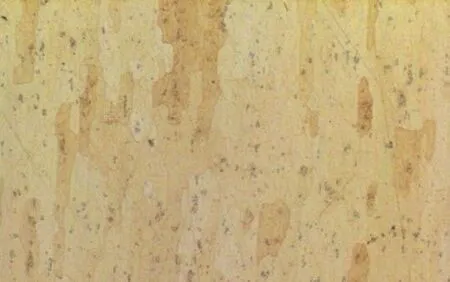
圖1 C10S態2219鋁合金母材組織Fig.1 Miero-stracture of 2219 aluminum alloy on C10S status

表1 2219鋁合金力學性能Table 1 Mechanical properties of 2219 aluminum alloy
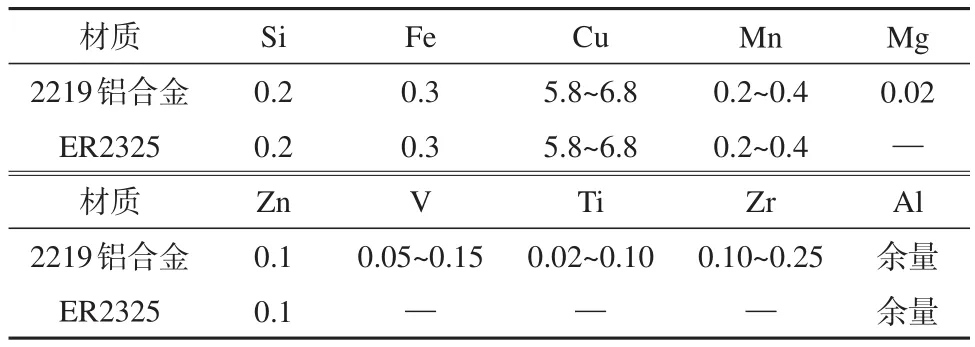
表2 2219鋁合金與ER2325焊絲化學成分(質量分數,%)Table 2 Chemical composition of 2219 aluminum and ER2325 weld‐ing wire(wt.%)
焊接設備采用Miller氬弧焊機,型號Dynasty700。自制焊接平臺,可實現焊接試片的水平安裝和固定。焊后依據標準GJB1486對焊縫進行X光透視,采用標準方法(QJ 2136.3)制備金相試樣,腐蝕液為Keller試劑,通過DM2300M型號OEM光學顯微鏡觀察接頭的宏觀形貌和微觀組織。采用TCD-A300N-10KW拉伸試驗機依據GB/T 2651標準進行接頭拉伸性能測試,并確定拉伸試樣尺寸,抗拉強度為3個試樣的平均值。
1.2 試驗方法
為了探究焊接參數對2219鋁合金5 mm+7 mm對接+搭接焊接接頭性能的影響,設計了3種不同的工藝參數,具體如表3所示。1#、2#、3#試樣均采用單面三層焊:第一層打底、第二層填充、第三層蓋面,焊接接頭為對接+搭接,坡口形式為K型坡口,角度20°+30°,鈍邊1.5 mm,坡口及接頭形式如圖2所示。焊前對待焊區進行打磨清理,焊絲進行刮削處理。
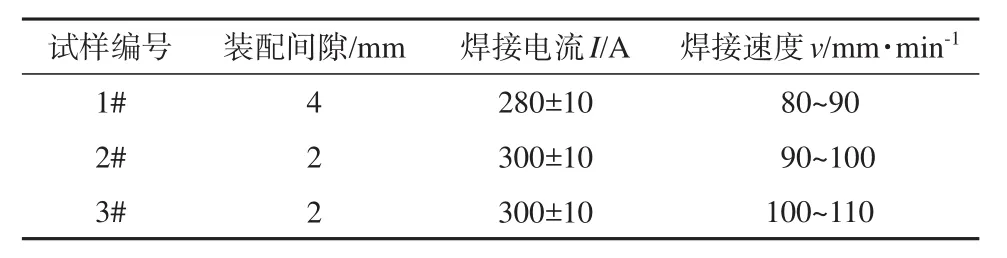
表3 焊接工藝參數Table 3 Welding parameters
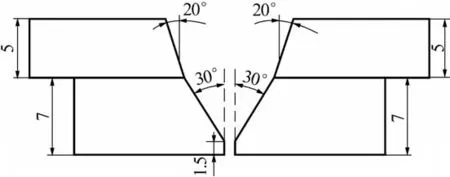
圖2 坡口及接頭形式示意Fig.2 Groove form
2 試驗結果與分析
2.1 接頭宏觀形貌
1#、2#、3#試樣接頭表面及背部焊漏形貌如圖3所示。可以看出,三種參數下的對接+搭接接頭均成形良好,背面焊漏光滑且均勻,焊縫表面均不存在咬邊、急劇過渡、飛濺類缺陷。試樣焊縫X光透視形貌如圖4所示,1#、2#、3#試樣焊縫內部幾乎無缺陷,僅存在少量的氣孔缺陷(直徑小于1 mm)。此外,從背部焊漏與X光照片可以看出,采用大間隙、小電流的1#號試樣接頭焊漏較少且不均勻,而小間隙、大電流的2#、3#試樣接頭焊漏明顯更加飽滿均勻。

圖3 接頭表面及背部焊漏宏觀形貌Fig.3 Macro morphology of the joints surface and back
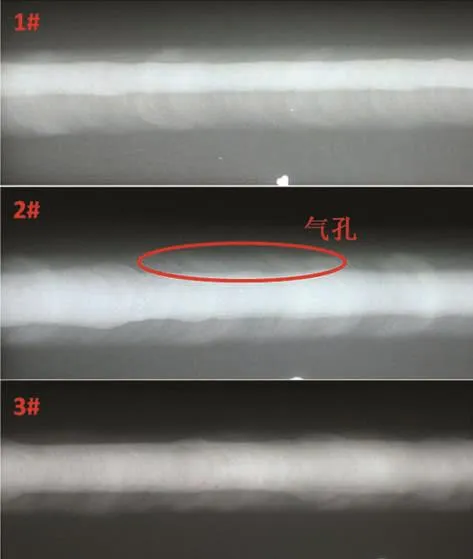
圖4 焊縫X光透視形貌Fig.4 X-ray perspective of weld
接頭宏觀形貌的剖面圖如圖5所示。可以看出,TIG焊接接頭主要分為焊縫區、熱影響區及母材區三個區域,熱影響區、焊縫區存在明顯的熔合線。對比三種試樣的剖面形貌發現:1#試樣的焊縫區呈上寬下窄的漏斗狀,由于焊接電流較小,焊縫區域與熱影響區均較小;而2#、3#試樣的焊縫區上下寬度基本一致,呈柱狀。由此可見,提高焊接電流更容易焊透,有利于得到均勻飽滿的焊接接頭。

圖5 接頭宏觀形貌Fig.5 Macro morphology of the joints
2.2 接頭微觀組織分析
三種試樣接頭的金相顯微照片如圖6所示。可以看出,三種接頭的微觀組織基本相似,母材區域金相組織為α固溶體+團絮狀共晶(Al2Cu)+點狀析出物(CuMn2Al2),形態為板條狀,分布均勻,沿軋制方向生長。熱影響區受熱循環的影響,原母材帶狀分布的晶粒沿軋制方向生長,越靠近熔合線的位置晶粒尺寸越是粗大,呈現出尺寸較粗大且不均勻的柱狀晶粒,但相組成與母材基本相同[9]。熔合線區域分為半熔化區和未混合區,存在嚴重的組織形態不均勻性,這是熔合線兩側晶粒生長速度差異較大、過渡不均勻所導致的。焊縫中心區晶粒呈細小枝狀晶與等軸晶,有方向性但排列呈無序狀態,由焊絲與母材從液化狀態凝固而成,具有鑄造組織特征。
由圖6可知,1#、2#、3#試樣三種接頭各區域面積占比和晶粒組織大小不同,這是裝配間隙和熱輸入量不同所致。裝配間隙直接影響焊縫區的寬度和大小,因此在焊接參數一定的前提下,裝配間隙越大,熔池越大,形成的焊縫區面積也就越大。單位長度焊縫上的熱輸入為
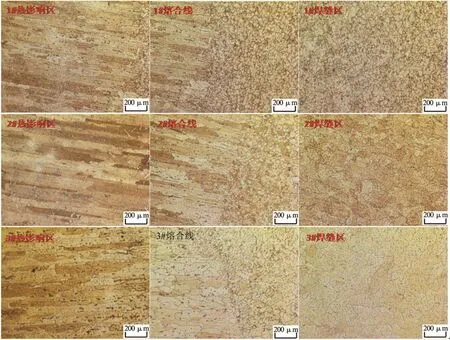
圖6 不同接頭的微觀組織形貌Fig.6 Microstructure morphology of joints

式中 k與散熱效率有關的常數;v為焊接速度(單位:mm/min);I為焊接電流(單位:A)。假設焊接時熱量損失為定值,由此推斷出三種試樣接頭處的熱輸入量 Q2#>Q3#>Q1#。
田志杰等人[8]的研究表明,隨著熱輸入量的增大,焊縫區和熱影響區域會增大,且熱影響區的晶粒也會更加粗大。因此,2#、3#試樣晶粒尺寸明顯大于1#試樣。此外還可以看出,隨著電流的增大,2#、3#試樣熔合線處帶狀晶與等軸晶過渡更加均勻,熔合線強度更高。
2.3 接頭拉伸性能分析
三種接頭拉伸性能結果如表4、圖7所示。從拉伸結果來看,7 mm接頭的抗拉強度和延伸率均優于5 mm接頭。這主要是兩類接頭的斷裂位置不同引起的,5 mm接頭的斷裂位置均在熔合線處,7 mm接頭斷裂位置則在熱影響區與焊縫區域。由于兩側顯微組織差異較大,應力較高,熔合線處一般是焊接接頭中較為薄弱的區域,而且對缺陷的敏感性最高,在受力時很容易沿熔合線發生沿晶斷裂。故5 mm接頭的抗拉強度和延伸率遠低于7 mm接頭。比較1#、2#、3#接頭的抗拉強度和延伸率發現,由于熱輸入量不足,熔合線兩側組織存在急劇過渡,從而使得接頭受力時在此發生斷裂,導致1#接頭的平均屈服強度、平均抗拉強度和斷后伸長率均較低。焊接電流較大時,母材與焊縫熔合更好,熔合線處組織更加均勻,受力不易被破壞,因此2#、3#接頭的抗拉強度較高。
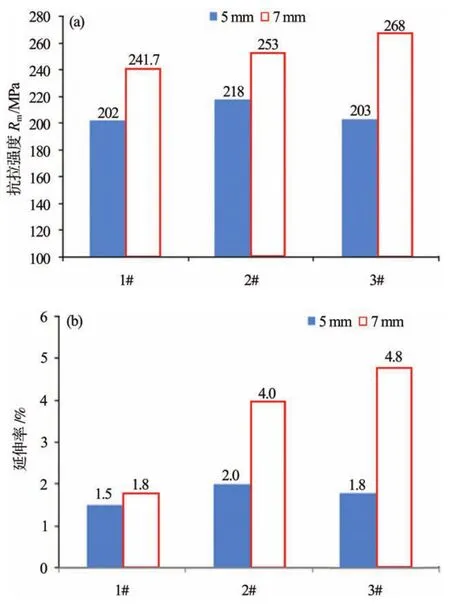
圖7 1#、2#、3#試樣接頭拉伸性能對比Fig.7 Histogram of Tensile properties of joint1#,2#,3#
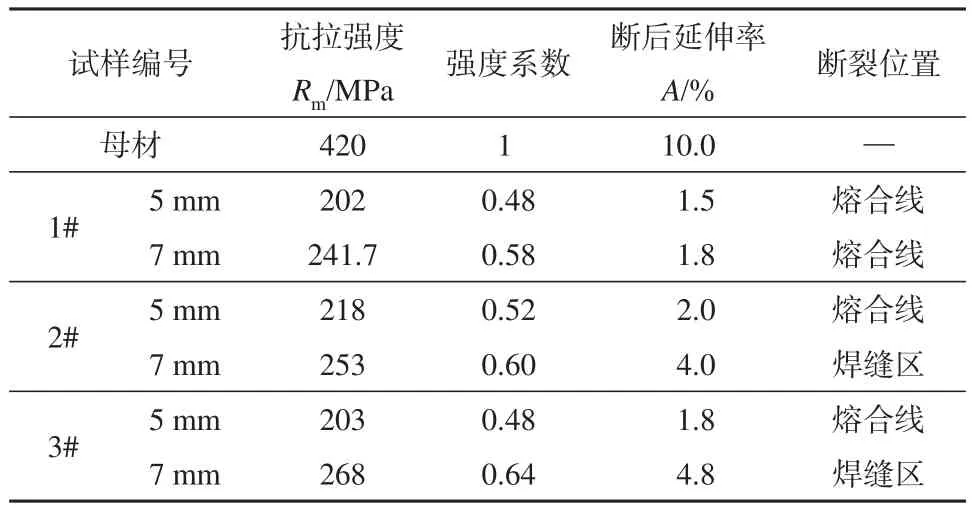
表4 對接+搭接接頭拉伸性能Table 4 Tensile properties of the joints
此外,對比2#、3#試樣的拉伸強度可以發現,2#試樣中5 mm接頭抗拉強度和延伸率較3#試樣的更高,而3#號試樣7 mm的板材接頭抗拉強度則相對更高。分析認為,這是由于2#試樣的焊接速度更慢,促進了蓋面層焊縫與母材的熔合,使2#試樣熔合線處的組織更加均勻,從而提升5 mm接頭的抗拉強度。但是7 mm接頭斷裂位置均在焊縫,因此性能提高并不明顯,反而可能由于熱輸入量過大發生晶粒長大和Al2Cu相的偏析,降低接頭的力學性能,故2#試樣的更低。
3 結論
文中通過優化焊接參數獲得了成形良好的2219鋁合金對接+搭接TIG焊接頭,揭示了不同熱輸入下的對接+搭接接頭分區組織特征。采用較大的焊接電流和焊接速度能夠獲得更均勻的接頭組織。隨著電流的增大和焊接速度的減小,5 mm接頭(蓋面層)的抗拉強度和延伸率均有較大的提升;但熱輸入量過大會使得熱影響區發生晶粒長大和Al2Cu相的偏析,由于過燒導致7 mm接頭抗拉強度有所降低。
因此,可以考慮在打底和填充層焊接參數不變的前提下,適當增大蓋面層焊接電流、提高焊接速度來提高5 mm接頭的抗拉強度,從而提高2219鋁合金對接+搭接接頭的力學性能。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53