激光修復技術研究進展綜述及其在核電領域的應用前景分析
2022-02-18 09:00:30羅家成
電焊機 2022年1期
周 鼎,姚 迪,羅家成,唐 鵬,孫 磊
中國核動力研究設計院,四川 成都 610041
0 前言
核能是當前清潔能源發(fā)展中非常重要的組成部分,我國也正在第三代核電技術的基礎上積極開展第四代先進核電技術的研發(fā)[1]。由于反應堆長期面臨嚴苛的服役環(huán)境,其內部將不可避免地出現(xiàn)材料退化和結構損傷,從而直接威脅反應堆結構完整性和運行安全[2-3]。傳統(tǒng)結構損傷修復技術工序復雜、修復周期長,且大部分結構缺陷的修復還需要經(jīng)歷多重評估、修復和檢測工序,導致維修的人力和經(jīng)濟成本激增。因此,亟待研發(fā)快速、高效、精準的焊縫裂紋修復技術。
隨著激光技術的發(fā)展,具有較好的方向性與相干性的激光在各領域獲得了廣泛應用,例如激光焊接、切割、雕刻、表面處理、表面修復等。激光修復技術利用高能激光對結構損傷進行修復,既適用于精密微細修復又適于大型結構修復,修復速度快、效率高,能耗低,對工件的熱量輸入小、引起的熱變形小。激光修復技術能夠規(guī)避傳統(tǒng)修復技術結合力弱、修復區(qū)域難以精確控制等缺點,獲得良好的組織和性能;同時能克服對零件復雜程度和修復層厚度的限制。此外,由于激光的焦距和光斑可調,可通過調節(jié)激光能量對結構損傷進行定制化修復;也可通過機器人編程生成修復路徑,修復自動化程度高、時間短、效率高,從而實現(xiàn)結構損傷智能化、數(shù)字化、定制化修復。因此,激光修復技術正逐漸成為反應堆結構損傷快速修復的潛在解決方案。
文中針對當前國內外激光修復技術研究、技術應用以及現(xiàn)有修復裝置開展了調研,并結合反應堆設備結構自身特點和損傷特征,分析了激光修復技術在核電領域的應用前景。
1 激光修復技術發(fā)展現(xiàn)狀
自20世紀60年代Maiman發(fā)明第一臺紅寶石激光器以來,具有較好方向性與相干性的激光在工業(yè)領域得到了廣泛應用,激光焊接、切割、表面處理等加工工藝應運而生。在激光修復領域,激光熔凝、激光熔覆以及激光增材是目前最為常見的修復技術[1]。
1.1 激光熔凝修復技術
激光表面熔凝修復是利用高能激光束照射金屬表面,使得表面溫度迅速升高并熔化,停止照射后被照射區(qū)域迅速降溫而凝固,在快速熔凝的過程中使裂紋得以愈合。當前,激光熔凝技術多用于材料表面改性,例如對Zr-1Nb核燃料包殼組織和性能進行提升[2]。在結構損傷修復應用方面,該修復工藝操作方便,通過調節(jié)激光光斑大小可控制修復區(qū)的面積,修復小尺寸裂紋。高樺等[3]通過實驗驗證了激光熔凝修復可以有效修復微小裂紋、阻止裂紋擴展。高健等[4]采用激光熔凝修復技術對硬質合金表面缺陷進行了修復,研究了修復后合金組織形態(tài)和摩擦磨損性能。但是對于尺寸較大的裂紋,基體熔化的金屬液可能無法將裂紋充滿,修復效果不明顯。
1.2 激光熔覆修復技術
激光熔覆修復技術是1970年代提出的材料結構修復新技術,也是材料表面改性的一項重要技術。該技術是利用高能量激光束使得合金粉末與基體材料迅速熔化,冷卻后在基體表面形成一層復合涂層,以補償基體材料的性能不足或修復含缺陷的結構[5]。激光熔覆修復技術具有基體與粉末結合強度高、熱影響區(qū)小、修復成本低等特點,并表現(xiàn)出較好的抗熱疲勞性能、耐磨耐腐蝕性及抗載荷沖擊能力。由于激光的焦距和光斑可調,可精準控制激光功率和修復區(qū)域大小[6]。當前,激光熔覆修復技術已應用于機械制造與維修、航空航天、化工、軍工等多個領域。
1.3 激光增材修復技術
增材制造(3D打印)技術實現(xiàn)了三維零件的降維成形,能夠進行任意復雜形狀零件的快速化、智能化和柔性化制造[7]。近年來,結合了激光修復技術和增材制造理念的激光增材修復(laser additive re‐pairing,LAR)技術已逐步應用于修復結構損傷組件,尤其是在復雜部件的材料沉積、部件表面改性、修復服役磨損部件以及零件再制造等方面具有許多優(yōu)勢[8]。
由于激光熔凝技術研究相對較少,本文著重對激光熔覆修復和增材修復技術發(fā)展現(xiàn)狀進行分析。
2 激光熔覆修復技術研究進展
2.1 激光熔覆修復技術研究
當前,針對不同的功能材料,各研究機構開展了大量的激光熔覆修復技術研究。瑞士洛桑理工學院Gaumann等[9-10]研究了激光快速修復高溫合金單晶葉片修復,西北工業(yè)大學[11-12]對飛機鈦合金零件的激光快速修復進行了較為全面的研究。中航工業(yè)沈飛[13]在激光熔覆修復鈦合金試樣表面缺陷的基礎上,開展了修復層微觀形貌和硬度分析以及拉伸試驗和疲勞試驗研究。榮鵬等[14]研究了激光熔覆修復發(fā)動機渦輪葉片鎳基單晶材料時激光熔池內晶體形成過程。韓秀峰等[15]針對航空發(fā)動機TA19鈦合金整體葉盤的損傷修復需求,開展了激光熔覆修復技術工藝研究,對修復區(qū)域顯微組織、顯微硬度、拉伸性能、疲勞性能進行了測試與分析,并與TA19鈦合金鍛件及激光直接沉積試樣進行了對比。叢大龍[16]研究了TC11鈦合金壓氣機整體葉片盤修復時熔覆層外形尺寸控制、沉積材料及界面熱影響區(qū)組織性能控制等基礎問題。郄喜望等[17]分析了ZTC4激光熔覆修復過程中,不同修復光斑直徑下試樣斷裂位置和失效模式的變化。此外,國內外不同研究機構也針對激光熔覆修復不銹鋼[18-19]、模具鋼[6]、鋁合金[20]、高溫合金[21]等功能材料結構進行了深入研究。
針對激光熔覆修復后修復區(qū)域的力學特性,殷克平[22]通過數(shù)值模擬分析了激光修復熱響應與修復區(qū)微裂紋的關系,明確了溫度梯度、溫度變化率和修復區(qū)內殘余應力的分布特點對修復區(qū)微裂的影響規(guī)律。郭風雷[23]以含裂紋304不銹鋼為研究對象,先后建立了激光修復過程中的溫度場分析模型和修復完成后的應力場分析模型,運用J積分評估了不同修復參數(shù)下的修復效能。宮新勇[24]通過有限元數(shù)值模擬、試驗研究和理論分析相結合的方法,對修復過程的溫度場模擬、激光沉積鈦合金組織形成特征、磁場調控組織和力學性能控制技術等進行了分析探討。田應濤[25]開展了激光重熔修復鎳基合金微裂紋應力應變場的數(shù)值模擬。
2.2 激光熔覆修復技術應用
激光修復技術在縮短結構損傷修復周期方面的應用取得了顯著突破。美國AeroMet公司引入激光修復技術將F15戰(zhàn)斗機中鈦合金機翼梁的檢修周期縮短為1周(見圖1a)[26]。相應的修復研究報告[26]詳細對比了激光修復與傳統(tǒng)鍛造、鑄造工藝對結構損傷修復的處置時間、熱處理時間、變形程度的差異,發(fā)現(xiàn)激光修復極大地縮短了修復時長且引起的熱變形很小。美國Optomec Design公司將激光成型技術應用于美國艦載機發(fā)動機零件的磨損修復,實現(xiàn)了已失效零件的快速、低成本再制造,將原來所需數(shù)月的修復時間縮短為2周[27]。寶武裝備智能公司實現(xiàn)了熱軋粗軋萬向軸的就地修復,將修復周期縮短至7天[28]。進一步對激光熔覆后修復區(qū)域的硬度進行分析發(fā)現(xiàn),硬度均在32~34 HRC范圍內,這表明激光熔覆修復區(qū)域性能較為穩(wěn)定。此外,修復成本將為新品的50%左右,修復后使用壽命上與新品基本相同,顯示出巨大的經(jīng)濟效益。
激光修復技術在就地、在線修復方面也得到了廣泛應用,尤其是在鐵路領域。中車青島四方車輛研究所采用8620級鋼粉為修復粉末材料對列車鉤緩裝置進行了激光修復;修復工藝研究表明隨著激光功率的增大修復區(qū)域硬度總體增大,掃描速率的增大導致晶粒細化[29]。吉林大學分別對車體側墻不銹鋼[30]和鐵制動盤熱疲勞裂紋[1]進行了修復。北京石油化工學院利用激光熔覆修復技術實現(xiàn)了鐵路軌道的在軌快速修復,并通過研究基材與熔覆層、結合界面層等不同區(qū)域熱處理前/后的微觀組織、表面硬度和力學性能變化關系,獲得了優(yōu)化的修復工藝參數(shù)[31]。此外,長江電力檢修廠采用鈷基耐蝕耐磨材料開展了水輪機過流部件的現(xiàn)場激光熔覆修復,修復后檢測表明,熔覆層與基體呈良好的冶金結合,耐蝕、耐磨性大幅度提高[32]。大連理工大學利用激光熔覆技術對齒輪齒面缺陷進行了修復(見圖1b),并基于齒廓加工原理建立了齒面缺陷激光修復幾何數(shù)學模型,實現(xiàn)了修復路徑數(shù)字化控制[33]。
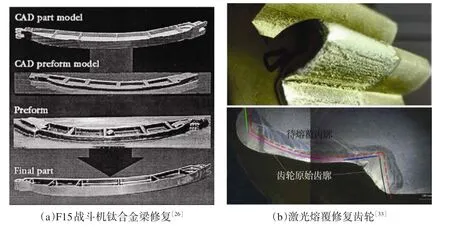
圖1 激光熔覆修復技術典型應用Fig.1 Typical application of laser cladding repair technology
2.3 激光熔覆修復裝置研發(fā)
湖南工業(yè)大學運用自主組裝的激光熔覆修復系統(tǒng)完成了燃氣輪機渦輪盤修復技術研究,考察了激光能量密度對熔覆層的影響,開展了熔覆路徑規(guī)劃與修復程序設計[5]。其激光修復系統(tǒng)主要包含激光器、冷卻系統(tǒng)、送粉系統(tǒng)以及機器人控制系統(tǒng)(見圖2)。與之類似,吉林大學激光修復系統(tǒng)主要由激光器、數(shù)控系統(tǒng)、循環(huán)水冷系統(tǒng)、機械手、工作臺構成[16]。沈陽航空航天大學國防重點科實驗室利用激光修復系統(tǒng)(見圖3)開展了鈦合金超差結構件修復技術及修復過程中的應力集中和變形控制問題研究[33-38]。

圖2 湖南工業(yè)大學自研激光熔覆修復系統(tǒng)[5]Fig.2 Self developed laser cladding repair system of Hunan Univer‐sity of Technology[5]
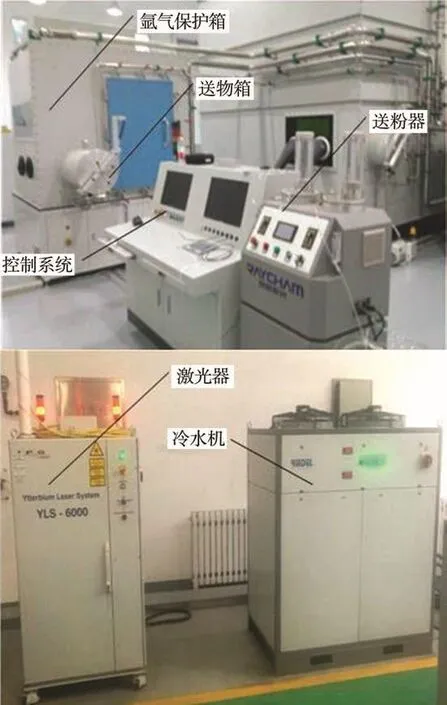
圖3 沈陽航空航天大學激光修復系統(tǒng)[38]Fig.3 Laser repair system of Shenyang University ofAeronautics and Astronautics[38]
河北科技大學設計了適應零部件現(xiàn)場修復工作的激光修復平臺,以三軸運動框架為修復平臺作業(yè)區(qū)域,如圖4所示。通過逆向工程技術輔助,對渦輪缺陷及坡口形式缺陷零件的缺陷部位三維模型及切片數(shù)據(jù)進行提取,利用激光修復平臺完成了缺陷部位的修復,并對顯微組織、硬度及無損檢測結果進行了分析[39]。
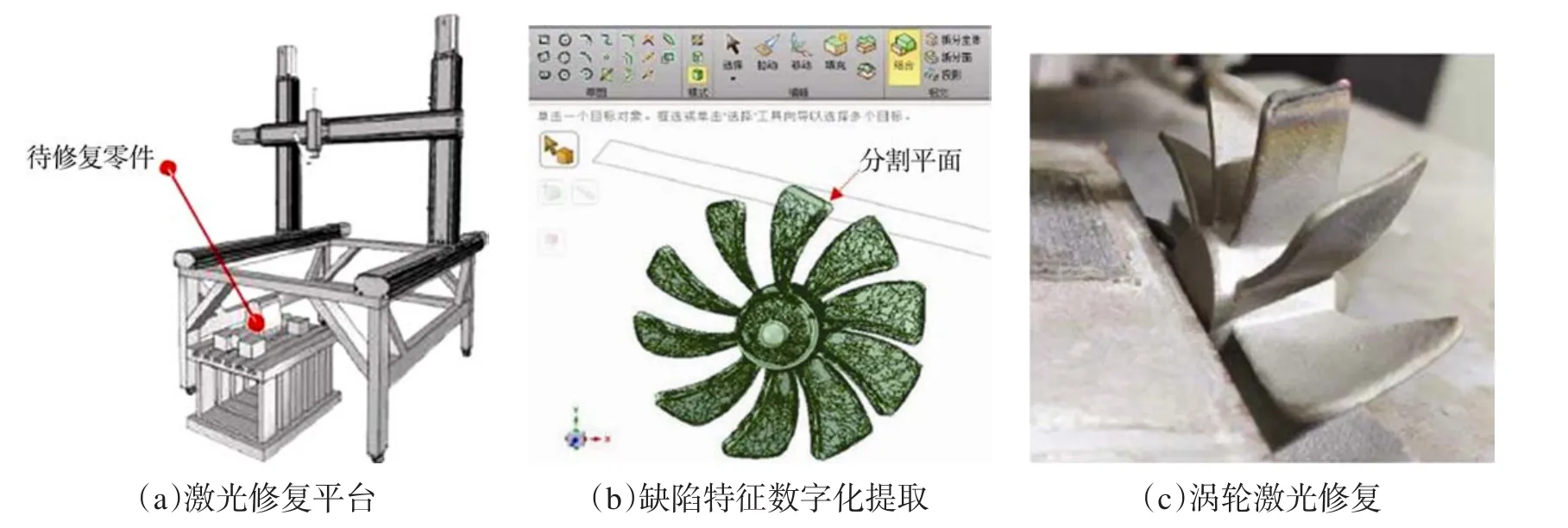
圖4 河北科技大學自研激光修復平臺[39]Fig.4 Self developed laser repair platform of Hebei University of science and technology[39]
國內現(xiàn)有激光修復裝置大多是基于數(shù)控系統(tǒng)或者多自由度機械手臂上的大型裝置,難以滿足便攜性、有限空間作業(yè)等需求。針對這一問題,大連理工大學研發(fā)了便攜式金屬表面缺陷修復實驗裝置,主要適用于空間有限、不便于自動化設備操作以及小批量科研試驗的使用等場景[40],系統(tǒng)搭載了紅外線溫度檢測系統(tǒng)和視覺裂紋缺陷檢測元件。為進一步提高激光修復系統(tǒng)的便攜性,設計了可攜帶的粉末輸送系統(tǒng)[41]。同時,開展了裂紋尖端激光修復后疲勞性能試驗和修復參數(shù)對裂紋止裂效果的研究,并基于有限元軟件ABAQUS進行二次開發(fā),建立了裂紋尖端激光修復效能分析平臺[42-43]。
3 激光增材修復技術研究進展
近來年,增材制造(3D打印)技術發(fā)展迅速,結合激光修復技術和增材制造理念的激光增材修復技術受到了廣泛關注。
3.1 增材制造技術及激光增材修復技術研究
當前,增材制造技術已廣泛應用于航空、航天、船舶、能源等多個領域,也逐步應用于反應堆結構制造中。中核集團完成了CAP1400型燃料組件的管座樣品3D打印,并成功打印了CF3型燃料組件的下管座樣品及鎳基合金格架樣品[44]。中國核動力研究設計院與南方增材科技聯(lián)合開展了ACP1000反應堆壓力容器增材制造研究,成功打印了我國首個小堆壓力容器試件。中廣核利用增材制造技術成功制造出核電站復雜流道儀表閥閥體[45]。
在增材制造基礎上發(fā)展起來的激光增材修復技術是近年來結構修復領域新興的研究課題。Oh[46]等研究了激光修復316L不銹鋼的可行性及修復后試樣性能,考察了不同加工參數(shù)下修復區(qū)域微觀結構、微硬度以及修復試件拉伸力學性能。Liu等[47]開展了激光增材修復4140鋼的技術可行性研究。西北工業(yè)大學開展了TC4鈦合金[48]以及K465鎳基高溫合金[49]激光增材修復技術研究。應俊龍等[50]開展了TC4鈦合金激光增材修復工藝及性能研究,探究了不同激光功率、掃描速度、送粉速率、搭接率對修復表面形貌、抗拉強度的影響。范朝等[51]以棒材為試驗對象,開展了激光增材修復TC6鈦合金工藝性能研究,討論了激光增材修復后TC6合金顯微組織形態(tài)。Xu等[52]提出了激光增材一體化修復Inconel718裂紋方案,通過不同能量激光加工整合了多重修復工藝(見圖5):首先利用脈沖激光清理、刻蝕裂紋,再通過高能激光沉積鑄模修復裂紋,隨后再次利用脈沖激光去除維修區(qū)域多余材料,最終利用高能激光對修復區(qū)域表面進行打磨拋光。
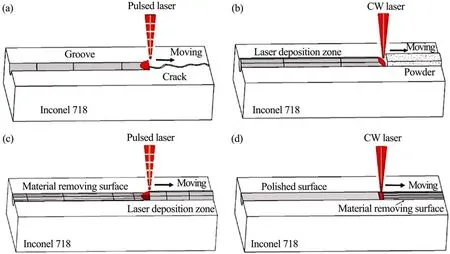
圖5 激光增材一體化修復技術方案[52]Fig.5 Laser additive integrated repair technical scheme[52]
3.2 激光增材修復技術應用
增材修復技術目前已經(jīng)成功應用于工業(yè)燃氣輪機(IGT)刀口密封的修復、工業(yè)維護、維修和大修、高級醫(yī)用植入物結構制造、衛(wèi)星制造和鈦粉末冶金、注塑和壓鑄模具[8]。尤其是在工具結構的就地快速修復方面,美國莫斯阿拉莫斯國家實驗室于1998年開展了利用激光熔煉沉積技術修復H13工具鋼表面缺陷的技術探索,為激光增材修復奠定了技術基礎[53]。德國弗朗霍夫研究所Graf等[54]研究了增材修復技術在不銹鋼和鈦合金裂紋修復中的應用,指出了裂紋修復的物理機理并討論了自動修復技術的可能性。為解決經(jīng)傳統(tǒng)堆焊技術修復的磨損鏈輪精度低和修復后再失效問題,郭辰光等采用激光增材再制造技術對礦用鏈輪鏈窩磨損區(qū)域進行修復,通過毛坯點云數(shù)據(jù)采集構建磨損域截面樣條曲線,完成鏈窩磨損域三維幾何模型反求重構建模,實現(xiàn)了鏈輪磨損區(qū)域激光增材修復軌跡代碼的自動生成(見圖6)[55]。
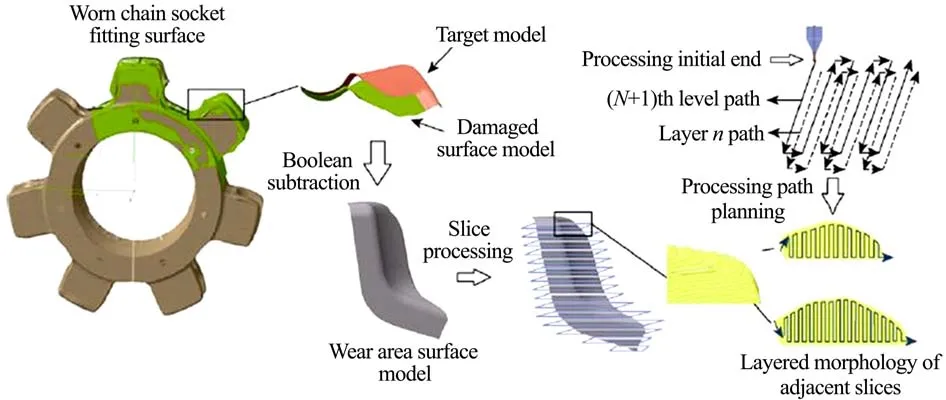
圖6 激光增材修復路徑規(guī)劃[56]Fig.6 Path planning of laser additive repair[56]
此外,在軍事領域,王思明等[56]運用激光增材修復技術對導彈艙段進行了快速修復,同時借助有限元仿真對艙段裂紋部位進行仿真,為激光增材修復參數(shù)及修復區(qū)域尺寸確定提供參考。修復后結構性能驗證了有限元仿真輔助增材修復技術的可靠性和有效性。針對大型結構設備損傷,例如某巨型水電站機組的推力瓦在檢修期間發(fā)現(xiàn)的侵蝕斑,長江電力設計并優(yōu)化了激光增材修復方案,完成了推力瓦的高效修復[57]。優(yōu)化結果表明,全部去除原瓦面澆注的巴氏合金層,重新在鋼坯上增材熔覆巴氏合金,再機加工恢復到要求尺寸的方案修復效果最優(yōu),原因在于巴氏合金層與鋼坯結合強度可靠,脫殼傾向非常小;同時組織致密會有效降低氣孔的產(chǎn)生。在激光增材修復平臺方面,浙江工業(yè)大學姚喆赫等[58]搭建了激光修復試驗平臺,實現(xiàn)了鎳基高溫合金V型槽修復;夏國俊等[59]基于該平臺進一步開展了增材修復鎳基合金梯形槽試驗研究,分析了增材修復區(qū)顯微組織結構與物相組成。
4 激光修復技術在核電領域應用前景
4.1 激光修復技術應用現(xiàn)狀
雖然激光修復技術已廣泛應用于各領域,但在反應堆結構損傷修復中的應用還相對較少。1993年,比利時Doel核電站4號機組蒸汽發(fā)生器發(fā)生外徑應力腐蝕開裂,應用激光技術焊接的套管性能被證明優(yōu)于原套管,表明激光技術在核工業(yè)領域同樣具有一定優(yōu)勢,但是此次維修中還未直接利用激光修復技術[60]。中核核電運行管理公司針對核電廠上充泵轉子修復需求,綜合考量了傳統(tǒng)修復技術和激光熔覆修復技術的優(yōu)缺點,最終采用激光熔覆技術進行了修復,并開展了修復后尺寸檢查、硬度檢查以及動平衡試驗檢查[61]。針對核電廠反應堆部件表面修復,中廣核采用增材修復技術修復閘閥閥桿,將修復時長縮短至48 h(見圖7)[44]。上述初步探索為反應堆結構損傷修復的廣泛應用奠定了技術基礎。
圖7 激光增材修復閘閥閥桿[44]Fig.7 Repair of gate valve stem by laser additive[44]
4.2 激光修復技術應用前景分析
反應堆運行階段的維修活動,通常按維修性質的不同分為預防性維修和改正性維修。預防性維修是按預定的時間間隔或規(guī)定的準則在設備故障前實施維修,以降低設備失效的概率或防止功能退化。改正性維修是設備發(fā)生故障后,使設備迅速恢復到能執(zhí)行規(guī)定功能狀態(tài)所實施的維修[62]。核島一回路主結構設備均屬于厚壁(120~250 mm)大型設備,焊接質量要求高、修復時熱輸入量要求盡量小,采用常規(guī)焊接方法還存在許多不足之處[63]。例如,目前減輕和修復壓力容器接管嘴和安全端異種金屬焊縫應力腐蝕裂紋的方法,主要是在安全端管接頭外表面堆焊一層更抗腐蝕的鎳基合金(Alloy52M)材料[64],修復實施難度大、修復質量不確定性高。針對管道微裂紋泄漏問題,目前主要采用安裝套管進行堵漏[65],無法一次性解決結構損傷問題,且加裝套管等結構將改變管道固有頻率等力學特性,可能導致進一步的結構損傷。采用激光修復技術不僅能夠控制修復過程中的熱輸入,還可以減小修復結構對原有結構的影響。陳興東等[66]在討論核電汽輪機部件修復時指出,我國相關行業(yè)標準只規(guī)定了常規(guī)焊接方法的主要修復流程,而常規(guī)焊接技術往往能量分散,對母材的熱影響較大,對于精密部件的修復往往處于劣勢。激光熔覆層厚度為0.3~1 mm,熔覆速率可達15 m/min以上,在大型葉片抗水蝕、高溫端進汽管、轉子軸頸修復、水泵泵軸防海水腐蝕等核電關鍵結構設備修復中極具應用前景。
Jadot等[67]在鈉冷快堆在役檢測和維修技術提升的研究中指出,由于激光技術適合眾多應用場景,包括鈉消除、激光加工、激光焊接和激光修復,且不會對原有結構施加過大的應力載荷,未來在反應堆修復領域將具有廣闊的前景。Baqué等[68]在鈉冷快堆結構在線修復技術研究中認為,激光技術可較好地解決結構修復過程中附著物剝離、裂紋附近開槽、焊接熔接等三個關鍵主要需求,這表明激光修復技術的引入可以整合原有修復方法的多種工序,通過不同能量的激光完成多重功能,從而實現(xiàn)一體化的修復過程。
此外,當前大量結構損傷難以通過現(xiàn)有規(guī)范或技術指導文件獲得準確的修復方案。例如,某核電機組控制棒驅動機構管座與耐壓殼焊接后,水壓試驗發(fā)生滲漏,但相關設計文件未規(guī)定返修方法,經(jīng)對比分析多個修復方案后最終確定補焊修復及修復參數(shù),修復流程復雜繁瑣[69]。反應堆結構損傷修復完成后,還需要進行修復結構失效分析、壽命預測和修復后的安全可靠性評估。若能夠生成智能化修復方案,并基于數(shù)字化修復工藝參數(shù)開展修復效能評估,將極大地縮短修復周期。
4.3 技術難點分析
綜上所述,激光修復技術在核電領域能夠更好地滿足反應堆結構損傷快速修復需求。鑒于反應堆結構損傷多為管道焊縫裂紋、小支管開裂或存在于復雜構型設備,應用于核電領域的激光修復平臺宜采取便攜式修復系統(tǒng)設計,盡量縮小送粉系統(tǒng)和冷卻系統(tǒng)體積,增加系統(tǒng)在狹小空間的可達性。相比于激光熔覆修復技術,激光增材修復能夠在單一涂層熔覆修復的基礎上針對不同裂紋狀態(tài)設計修復微結構,更加靈活地應對反應堆結構不同形式的損傷或失效。然而,運用激光修復技術對反應堆一回路結構損傷修復也存在許多難點,當前亟待解決的技術難點如下:
(1)反應堆一回路結構損傷修復工藝。
反應堆一回路結構損傷通常存在于復雜構型區(qū)域或焊縫接口處,例如CRDM管座貫穿件在J形焊縫處產(chǎn)生裂紋并發(fā)生泄漏、蒸發(fā)器一次側U形彎管發(fā)生應力腐蝕破裂、蒸發(fā)器給水管管嘴發(fā)生疲勞或熱疲勞破壞等。雖然現(xiàn)有激光修復技術對于簡單幾何構型結構的修復已有較為成熟的應用,但相關技術還很難直接應用于反應堆一回路的修復。需要結合反應堆一回路典型結構損傷的特性,集中針對曲面結構表面損傷開展激光修復工藝研究,探究不同激光修復工藝下的修復區(qū)域微觀結構、修復涂層結合特性等,最終形成最優(yōu)修復參數(shù)。
(2)激光修復性能試驗研究。
激光修復完成后,修復區(qū)域組織結構較基體組織結構發(fā)生改變,且熱輸入導致修復區(qū)域和基體之間形成熱影響區(qū)。由此引入了材料性能非均勻區(qū)域,并形成了修復區(qū)域-基體界面。因此,激光修復后結構的力學性能需要進一步充分驗證。在宏觀尺度,必須開展大量的驗證試驗,包括對修復后結構極限承載能力、失效模式和疲勞壽命等力學性能進行全面驗證,并與未損傷結構所對應的力學性能進行對比。由于驗證試驗種類較多、數(shù)量龐大,需要形成高效、簡便的驗證試驗體系。在微觀尺度,基于宏觀尺度力學性能試驗結果,需開展基體-修復區(qū)域界面失效演化研究,明確修復區(qū)域對結構損傷控制的有效性。
(3)激光修復效能快速評估。
結構完整性是反應堆安全運行過程中最為關心的問題之一。反應堆一回路焊縫結構損傷完成在線修復后,需要進一步對結構修復效能進行評定以確保安全性,而目前針對修復后結構的快速評估方法還未建立。
原因之一是修復效能評估的理論方法還不成熟。修復后結構仍可視為含缺陷(修復區(qū)域)結構,可通過完整性評估方法量化激光修復效能。當前,結構完整性評估主要基于斷裂力學理論。隨著斷裂力學的發(fā)展,根據(jù)J積分斷裂參量(與路徑無關的力學參量積分)的評定方法被廣泛采用,不僅可評判管道所含裂紋的啟裂,而且還可以進行裂紋擴展的計算。然而,激光修復后修復區(qū)域材料特性與基體材料特性不再一致,J積分不再具有路徑無關特性。需進一步考慮如何在非均勻區(qū)域進行J積分計算,從而從理論方法層面建立修復效能的評估方法。
此外,當前結構修復安全性評估主要依靠多種現(xiàn)場檢測手段,評估周期較長,還未發(fā)展出快速評估方法。鑒于激光修復可實現(xiàn)數(shù)字化修復控制,可將相關修復參數(shù)作為輸入,通過編寫評估計算程序并調用有限元仿真軟件,實現(xiàn)修復效能快速化評估,極大地縮短評估周期。
5 結論
激光修復技術在當前結構損傷修復中得到越來越多的應用,并在核電領域表現(xiàn)出廣闊的應用前景。文中總結了激光熔凝、激光熔覆和激光增材修復技術的研究現(xiàn)狀,重點闡述了激光熔覆和增材修復技術的發(fā)展現(xiàn)狀、技術應用實例和裝置研制情況,并分析了激光修復技術在核電領域的應用前景和當前亟待解決的技術難點。技術進展總結表明,激光熔凝修復技術適用于微小裂紋修復,對尺寸較大裂紋修復效果不明顯;激光熔覆修復技術理論研究較為深入,并且已成功應用于機械制造與維修、航空航天、化工、軍工等多個領域;激光增材修復技術結合了增材制造的先進理念,具有很大的潛在優(yōu)勢。應用前景分析發(fā)現(xiàn),激光修復在反應堆結構損傷修復中的應用還相對較少,激光修復技術的引入可以整合原有修復方法的多種工序,通過不同能量的激光完成多重功能,從而實現(xiàn)一體化的修復過程。技術難度分析表明,激光修復技術在實現(xiàn)成熟應用前,還需要重點攻克修復工藝研究、修復結構力學性能試驗技術及修復效能評估方法等問題。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
模具制造(2019年3期)2019-06-06 02:10:54
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
建筑材料學報(2014年3期)2014-03-11 17:08:02