混聯機器人攪拌摩擦焊接系統集成研究
2022-02-18 09:00:04趙慧慧李志偉王子德高洪明董吉義
電焊機 2022年1期
趙慧慧,李志偉,王子德,高洪明,董吉義,胡 藍
1.上海航天設備制造總廠有限公司,上海 200245
2.哈爾濱工業大學先進焊接與連接國家重點實驗室,黑龍江 哈爾濱 150001
0 前言
攪拌摩擦焊(Friction Stir Welding,FSW)技術是TWI發明的一種固相連接新方法,因其有效避免了熔化焊方式帶來的氣孔和裂紋等缺陷,且接頭力學性能高、焊后板材殘余應力小、易于實現自動化等優點受到越來越多的關注,目前已在航空航天、船舶制造、軌道交通和電力電子等領域得到了廣泛的應用[1-2]。目前的FSW設備大多為銑床式攪拌摩擦焊機和攪拌摩擦焊專機,由于焊接設備的柔性限制,焊縫局限在二維平面焊縫上。對于空間曲線的攪拌摩擦焊接,一方面要求焊接系統具有高柔性和高剛度,可以焊接一定厚度的曲線焊縫;另一方面由于空間構件的加工、裝配誤差以及設備剛度不足等原因,焊接過程中軸肩壓入量、焊具末端位置、焊具傾角等過程參數都會出現不同程度的變化,從而影響焊道質量,需要對焊接過程進行實時檢測并控制,保證過程參數的穩定。
機器人FSW設備與攪拌摩擦焊接專機相比具有高柔性,可以實現空間軌跡的自動化焊接,呈現出更高的應用潛力[3-4]。但是機器人FSW設備的承載能力和剛度較低,焊接過程中機器人的機械臂易產生屈服,使得機器人末端偏離設定位置,下壓量改變,焊具在側向也不能對準焊縫中心,造成焊道表面有飛邊或溝槽、根部未焊透等缺陷,不能形成良好的接頭[5-6]。目前機器人FSW的焊接過程還未實現完全的控制[7-8],其中,攪拌頭傾角主要通過焊接設備設定,設置方式屬于開環控制;軸肩下壓量主要根據操作人員的經驗判斷,并在焊接過程中實時調節,導致焊接質量很大程度上依賴于操作人員的經驗[9-11]。
目前應用的FSW機器人按機械結構可分為:串聯型FSW機器人和并聯型FSW機器人。串聯型機器人的剛度較小,一般適用于薄板的焊接。串聯型FSW機器人在點焊上實現了產品的批量生產。常見的有KUKA的KR500-R3機器人和日本的FANUC機器人。最早的并聯型FSW機器人是Variax機器人,它由6個可變長度的支架支撐,主軸固定在6個支架組成的框架上。后來德國GKSS開發了并聯型重載機器人,該設備剛度高,但工作空間小,只能焊接小尺寸的零件[12]。因此開發高剛度、大工作空間的混聯FSW機器人系統很有必要。
攪拌摩擦焊串聯型機器人負載小、剛度低,只能焊接復雜構件的薄板,生產能力受限。因此在保證機器人高柔性的同時,急需增加機器人的負載能力。為了提高機器人的負載能力,使得機器人能夠焊接厚度更大的板材,本文針對焊接空間曲線焊縫的五軸混聯型機器人開展機器人FSW控制系統研究,開發了中央控制單元及人機交互系統,對于提高焊接效率和接頭質量具有顯著的實際意義。
1 機器人FSW系統組成
機器人FSW系統由機器人子系統、液壓主軸子系統、傳感與控制子系統和中央控制單元組成。中央控制單元以工控機為核心,通過易于開發和維護的組態王軟件開發人機界面,集成機器人子系統、傳感與控制子系統和液壓主軸子系統,實現數據采集、監控與保存回溯的目的。
機器人FSW控制系統結構如圖1所示,分為控制層、傳感層和執行層三個層級,控制層包括中央控制單元的人機界面、液壓控制柜的PLC以及混聯機器人的運動控制器,傳感層包括傳感與控制子系統的激光測距傳感器和電機編碼器,執行層包括泵站電機、液壓主軸和機器人。
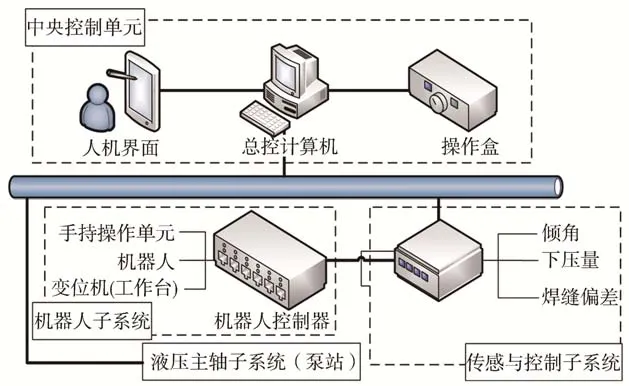
圖1 機器人FSW控制系統結構Fig.1 Structure of robotic FSW system
1.1 機器人子系統
機器人子系統為Trimule800五軸混聯型機器人,由機器人運動控制器、機器人本體、手持操作單元和變位機構成,其技術參數如表1所示。機器人本體由具有1T2R工作能力的三自由度并聯機構和二自由度A/C擺頭串聯而成,機器人具有三個平移自由度和兩個旋轉自由度[13]。機器人運動過程中,C擺配合自轉,主軸固定在A擺上。機器人結構更加緊湊,剛度較串聯型更大,軸向方向可承載3 t、徑向方向可承載1.5 t的力。
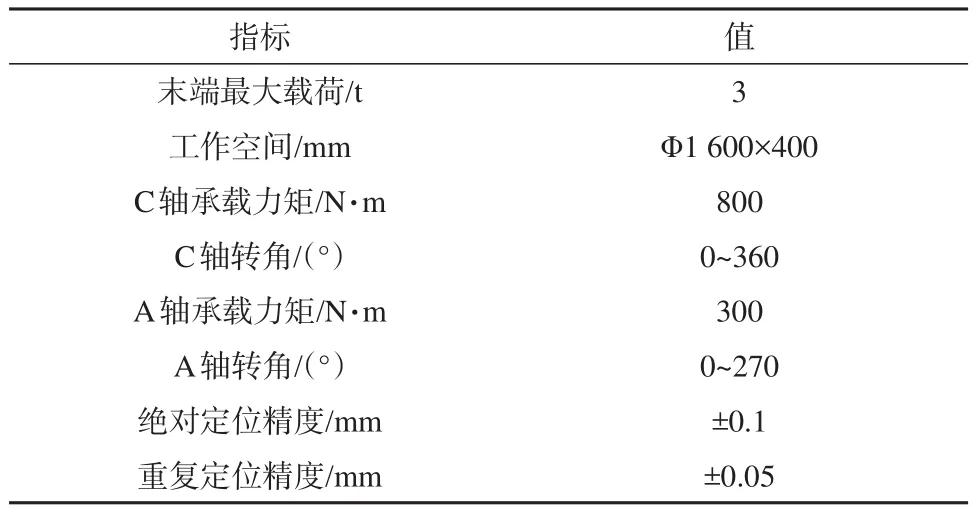
表1 機器人技術參數Table 1 Technical parameters of robot
機器人運動控制器由CNC主控系統、I/O板卡、伺服驅動/電機、人機交互界面及CNC操作面板等核心功能模塊組成。其中,CNC主控系統采用嵌入式運動控制平臺,人機交互界面采用QT軟件開發,機器人子系統內的主機與從機之間采用以太網TCP/IP通訊方式。與變位機聯動控制可實現6自由度下對4~12 mm厚度高強度鋁合金構件復雜空間曲線焊縫的攪拌摩擦焊接。建立機器人變形模型,通過伺服電機的扭矩反饋,在英威騰控制系統中實現末端變形補償功能。
1.2 液壓主軸子系統
液壓主軸子系統包括液壓主軸和控制柜,控制柜電機帶動馬達(油泵)旋轉,馬達從油箱中吸油,將機械能轉化為液壓油的壓力能,液壓油通過集成塊(或閥組合)由液壓閥實現了方向、壓力、流量調節后,經外接管路傳輸到液壓機械的油缸或油馬達中,從而控制了液動機方向的變換、力量的大小及速度的快慢,推動液壓主軸做功。
為達到機器人攪拌摩擦焊工藝要求,液壓主軸的最高轉速為4 000 r/min,主軸頭所承受的最大扭矩為120 N·m。控制器為西門子的S7-SMART可編程邏輯控制器,控制執行層液壓主軸的啟停、轉速設置、顯示、記錄等功能,CPU模塊標配PROFINET接口,支持西門子S7協議、TCP/IP協議。
1.3 傳感與控制子系統
由于機器人運動過程中C擺配合自轉,安裝在A擺上的焊具前端或后端用于檢測焊縫偏差或下壓量的現有傳感方式因C擺的旋轉而不再處于焊具前端或后端,使得傳感器失效而不能使用。針對該難點設計了激光環掃式傳感與自適應控制系統,可以在線檢測攪拌頭傾角、焊縫偏差和軸肩壓入量,并實現恒傾角控制、恒下壓量控制和焊縫跟蹤。
傳感與控制子系統主要由激光測距傳感器、帶有編碼器的伺服電機、傳動裝置、導電滑環等組成,如圖2所示。檢測原理為:伺服電機以一定頻率驅動激光測距傳感器繞攪拌頭旋轉,獲取攪拌頭附近工件表面點(簡稱“檢測點”)的高度(簡稱h),激光測距傳感器的測量值通過導電滑環傳送;檢測點對應的位置(簡稱n)通過脈沖采集裝置采集編碼器的脈沖信息獲得,通過檢測點高度h及檢測點位置n即可求得檢測點的空間三維坐標(x,y,z);激光測距傳感器繞攪拌頭旋轉一周為一個檢測周期,對一個檢測周期內的檢測點三維坐標(簡稱“點云”)去噪、擬合、提取特征即可得到傾角、下壓量和焊縫偏差等信息。
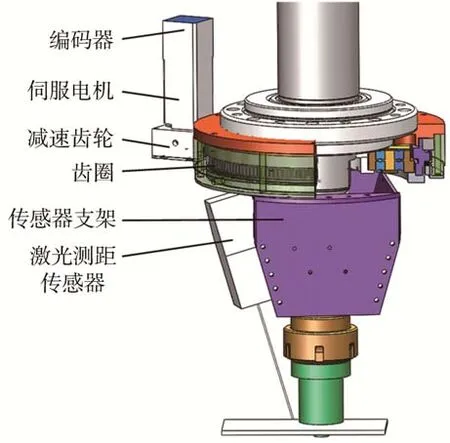
圖2 傳感與控制子系統結構示意Fig.2 Schematic diagram of sensing control subsystem
激光測距傳感器為德國SICK公司的OD5000-C85T20單點式激光測距傳感器,檢測范圍85±20 mm,最大檢測頻率為80 kHz,重復精度0.1 μm。伺服電機為日本Panasonic公司的R2AA04010F電機,額定轉速為6 000 r/min。
2 機器人FSW系統集成
2.1 機器人FSW控制目標
工件的加工裝配存在偏差,以及機械臂在大的過程力作用下產生變形,使得焊具末端與理想位置存在偏差。通過對FSW過程的在線檢測,實現機器人FSW的焊縫跟蹤、恒位置控制、恒壓力控制以及恒傾角控制,得到高質量的焊接接頭。
2.2 機器人FSW控制方案
為了完成機器人攪拌摩擦焊接過程,需要將上述各子系統集成到一起。針對該需求,本文開發了機器人攪拌摩擦焊中央控制單元,以便于協調各子系統的功能,進而實現機器人攪拌摩擦焊接過程。
中央控制單元由總控計算機、操作臺以及人機界面組成,通過方便操作的人機界面,集成機器人子系統、傳感與控制子系統和液壓主軸子系統,實現數據采集、監控與保存回溯的目的。基于組態王軟件,結合工業數字化和信息化要求,開發出友好的人機操作界面,操作菜單包括工作模式設置、參數監視、歷史數據、報警信息、訪問權限設置以及當前設備狀態和模式狀態欄,并進行操作盒的適配。中央控制單元設計架構如圖3所示。
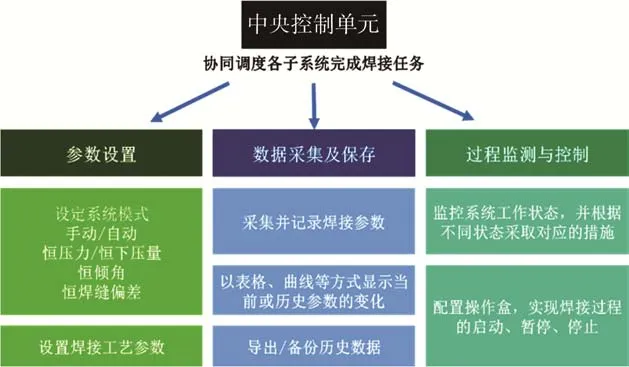
圖3 中央控制單元設計架構Fig.3 Central control unit design architecture diagram
機器人攪拌摩擦焊接系統集成框圖如圖4所示。中央控制單元與主軸子系統通過TCP/IP協議通訊。在組態王軟件中定義主軸設備,選擇“西門子”—“S7-200(TCP)”,設置串口號為COM20,定義其設備地址為192.168.1.3:0(與液壓控制柜的PLC設備地址一致)。找到工控機系統中的以太網配置,將其IP地址和主軸PLC地址綁定在同一網段下。隨后在控制面板中找到“設置PG/PC接口(32位)”,將應用程序訪問點和對應的網卡匹配。組態軟件通過配置主軸IP地址和CPU槽號,利用已經編寫好的TCP/IP通訊協議的動態鏈接庫,調用提前設置好本機的IP地址、CPU的IP地址以及多上位機參數的初始化配置文件(.ini文件),配置文件如圖5所示,即可實現通訊功能。中央控制單元與主軸子系統通訊成功后,通過調用PLC中的變量地址,即可實現主軸轉速設置與讀取、電機啟動停止和馬達啟動停止等功能。
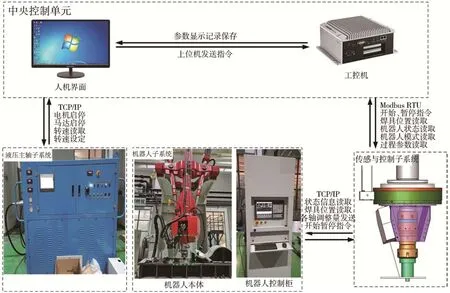
圖4 機器人攪拌摩擦焊系統集成框圖Fig.4 Integrated block diagram of robotic FSW system
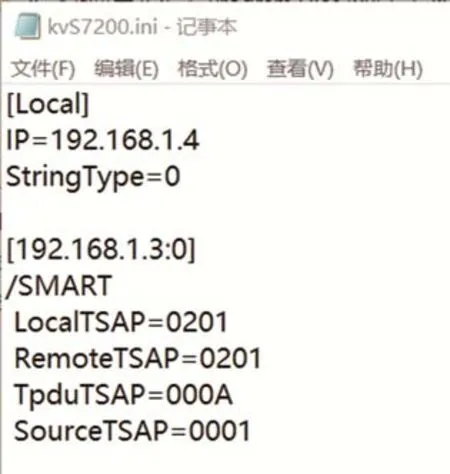
圖5 組態王與主軸通訊的配置Fig.5 Configuration of KingView and spindle communication
傳感與控制子系統與機器人子系統之間建立通訊,通訊協議為TCP/IP。傳感與控制子系統為客戶端,機器人子系統為服務端。建立通訊后,傳感與控制子系統可實時讀取機器人的狀態、模式、焊具中心點坐標,同時控制機器人的運行和暫停,并向機器人發送各個軸的調整量,控制焊具的移動,實現過程控制和焊縫跟蹤。
中央控制單元與傳感與控制子系統的通訊協議為Modbus RTU。在組態王6.60軟件中定義傳感與控制子系統設備,命名為“Modbus”。選擇“莫迪康”-“ModbusRTU”,設置串口號為COM11,定義其設備地址為1。組態王以定時查詢方式向傳感與控制子系統發送查詢指令,傳感與控制子系統收到組態王的查詢指令后,根據Modbus報文格式返回變量值。中央控制單元可通過傳感與控制子系統獲取機器人的當前狀態、模式、焊具中心點坐標,并控制機器人的運行和暫停。
3 人機界面開發
基于組態王軟件,開發了機器人攪拌摩擦焊接系統的中央控制單元人機交互界面。人機交互界面由登錄界面、工作模式設置界面、參數監視界面、歷史數據界面、歷史數據報表界面、報警信息界面組成,實現參數設置、數據的采集、保存記錄以及焊接過程檢測控制等功能。
如圖6所示,在“工作模式設置”界面,界面的左下角為頁面切換菜單,界面的右下角展示設備運行狀態等信息。根據實際生產需要,操作人員可選擇不同的控制模式,設置焊縫跟蹤模式啟用開關、恒下壓量控制啟用開關、恒傾角控制啟用開關,三個系統可以單獨開啟或同時開啟使用。

圖6 工作模式設置界面Fig.6 Working mode setting interface
手動模式下通過操作盒進行人工控制,自動模式下通過傳感與控制子系統進行閉環自動控制。可以控制液壓主軸的電機與馬達的啟停,設置相應的主軸轉速。同時,可以實時顯示基本的焊接工藝參數值,包括攪拌頭壓力、下壓量、焊縫偏差、攪拌頭傾角、主軸轉速和焊接速度等。
數據監視示意如圖7所示。在“參數監視”界面,組態軟件通過調用驅動文件,中央控制單元將以一定的時間間隔為周期采集從傳感與控制子系統和液壓主軸子系統寄存器相應地址的數據,并以折線圖的形式繪制在坐標系中。

圖7 參數監視界面Fig.7 Parameter monitoring interface
操作人員可以在頂層實現數據的數字化監控、記錄存儲、導出曲線和數據,并可根據實際生產要求回看某一個或某幾個變量的數據圖形曲線。
圖8為混聯機器人焊接的曲面構件的試驗工裝及樣件,該樣件的接頭為正弦型空間曲線,通過設計的工裝保證構件的上下面均為剛性約束。由焊道可知,焊接質量良好。驗證了混聯機器人系統具有焊接復雜空間焊縫的能力。

圖8 曲面構件焊接工裝及樣件Fig.8 Welding tooling and samples of curved components
4 結論
(1)以工控機為核心,開發了機器人FSW中央控制單元,通過TCP/IP、Modbus RTU協議,實現了機器人、液壓主軸、傳感與控制等子系統的集成。
(2)利用組態王軟件,開發了機器人攪拌摩擦焊接系統人機交互界面,具有登錄管理、焊接模式設置、設備狀態顯示等功能。
(3)利用該系統可以實現焊接過程參數的記錄、顯示和存儲,可用于焊接過程數字化及焊接質量追溯。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
制造業自動化(2017年2期)2017-03-20 14:26:13
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11